|
Показатель |
Значение |
|
Диаметры арматуры, мм : | |
|
периодического профиля | |
|
Длина заготовляемых прутков, мм | |
|
Допуск прутков при длине 6м | |
|
Скорость подачи арматуры, м/мин | |
|
Частота вращения барабана, с - 1 | |
|
Установленная мощность, кВт | |
|
Габаритные размеры, мм : | |
|
Масса, кг |
В качестве станка для резки листовой стали выбираем станок с-229а

Рис. 3. Схема станка С-229А
1-станина; 2- плита 3,6-механизм передачи; 4,10- пусковые рычаги; 5- ползун; 7- электродвигатель; 8- пакетный выключатель; 9,11- верхний и нижний упоры; 12,13-ножи
Техническая характеристика С-229А
В качестве станка для гибки отдельных стержней выбираем станок СМЖ – 212
Техническая характеристика СМЖ – 212
В качестве машины для сварки узких арматурных каркасов выбираем машину МТ – 1206
Техническая характеристика
|
Показатель |
Значение |
|
Производительность, точек/мин | |
|
Максимальный диаметр свариваемых стержней, мм : | |
|
Номинальная мощность, кВ·А | |
|
Номинальный сварочный ток при продолжительности включения ПВ-20%, А | |
|
Приделы регулирования вторичного напряжения, В | |
|
Число ступеней регулирования | |
|
Полезный вылет электродов, мм | |
|
Габаритные размеры, м : | |
|
Масса, т |
В качестве станка для гибки отдельных арматурных сеток выбираем станок смж – 353
Станок СМЖ-353 (рис. 4) предназначен для угловой гибки арматурных сеток. В зависимости от длины изгибаемой стороны сетки используются только головная секция, головная секция с одной дополнительной или головная секция с двумя дополнительными секциями. Все секции имеют длину около 3 м.
Головная секция станка СМЖ-353 в отличие от дополнительной снабжена пультом управления, механизмом угла гибки и пусковой, электроаппаратурой, в остальном их конструкции идентичны. Каждая секция состоит из рамы, гибочной балки, механизма прижима сетки, пневмоцилиндров, пневматического и электрического оборудования.
На раме сварной конструкции с помощью рычагов шарнирно подвешена гибочная балка, выполненная из грубы. Она соединена со штоками пневмоцилиндров, установленных на концах – нижних рычагов. Рычаги соединены с вертикальными регулируемыми по длине тягами, несущими траверсу с крюками для прижима сетки. Крюки снабжены цилиндрическими пальцами диаметром 20 мм, которые прижимают сетку к раме за продольные стержни и вокруг которых сетка изгибается гибочной, балкой.

Рис.4. Общий вид станка СМЖ-353;
* Для отрезки стержней длиной от 6 до 12 м должны быть установлены дополнительные секции приемного устройства.
* Масса и габаритные размеры приведены для установки с приемным устройством для отрезания стержней длиной до 6 м
Запасные части к станку СМЖ-357
| Станок СМЖ-357 |
| Барабан правильный СМЖ357.10.12.00.000 |
| Втулка СМЖ-357.10.13.00.816 |
| Втулка СМЖ-357.10.13.00.878 |
| Втулка СМЖ-357.10.13.30.803 |
| Кулачок СМЖ357.10.13.00.086 |
| Мезанизм отмеривающий СМЖ-357.20.02А.00.000 |
| Механизм реза СМЖ-357.10.14.00.000 |
| Муфта зубчатая СМЖ-357 |
| Наконечник СМЖ.357.10.14.00.002 |
| Направляющая СМЖ357.10.14.00.023 |
| Нож СМЖ-357 диаметр 11мм |
| Нож СМЖ-357 диаметр 12мм |
| Нож СМЖ-357.10.14.00.014 |
| Нож СМЖ-357.10.14.00.014-01 |
| Нож СМЖ-357.10.14.00.014-02 |
| Нож СМЖ357.10.14.00.016 |
| Ось 6-16ф11х90.45.1.280 ГОСТ 9650-80 |
| Пружина СМЖ-357.10.13.00.062 |
| Пружина СМЖ-357.10.14.00.004 |
| Ролик СМЖ-357.10.13.00.004А |
| Ролик СМЖ-357.10.13.00.004А-01 |
| Ролик СМЖ-357.10.13.00.004А-02 |
| Ролик СМЖ-357.10.13.00.004А-03 |
| Ролик СМЖ357.10.14.15.000СБ в сборе |
| Секция приемного устройства СМЖ-357 |
| Стакан СМЖ-357.00.00.00.021 |
| Стакан СМЖ-357.10.12.00.020 |
| Стакан СМЖ-357.10.12.00.022 |
| Шомпол СМЖ357.20.00.00.013-02 |
| Шток СМЖ357.10.14.00.006 в сборе |
Автомат правильно-отрезной модели СМЖ 357, предназначен для правки и резки арматурной стали гладкого и периодического профилей, проволоки ВР и ОК, поступающих в бунтах.На поверхности прутков допускаются следы от инструмента и вмятины в местах реза. Автомат может быть использован в метизнокалибровочных цехах металлургических заводом, а также на предприятиях строительной индустрии и в заготовительных цехах машиностроительных заводов. Категория климатического использования УХЛ4.
Комплект поставки правильно-отрезного автомата СМЖ 357
- Входят в комплектность и стоимость автомата СМЖ 357
- СМЖ 357 Автомат в сборе
- СМЖ 357-53-001 Лоток приемный
- СМЖ 357-00-001 РЭ - Руководство по эксплуатации
- Входит в комплект поставки за отдельную плату
- РУ 31А Устройство размоточное для проволочных бунтов
- Поставляется по заказу потребителя за отдельную плату
- СМЖ 357-21-105 Шкив
- СМЖ 357-66-001-02 Комплект монтажных частей
- СМЖ 357-66-001 - 03 Комплект монтажных частей
- СМЖ 357-62-001 Ножницы ручные
Автомат правильно-отрезной СМЖ 357 для правки и резки арматурной стали состоит из следующих основных узлов:
- станок СМЖ 357
- приемного и размоточного устройств
- правильного барабана
- электрооборудования
- линейки

- Сигнальная лампа режима «Сеть»
- Кнопка «Пуск»
- Кнопка «Рез»
- Кнопка «Общий стоп»
Станок СМЖ 357 состоит из
- станины
- механизмов подачи и реза
- правильного барабана

Станина станка СМЖ 357 сварная, на ней размещены и закреплены все узлы станка. В основании имеются отверстия для крепления станка анкерными болтами. Механизм подачи предназначен для разматывания проволоки и арматуры из бунта, протягивания ее через правильный барабан и подачи выпрямленного стержня арматуры в приемное устройство. Привод механизма осуществляется от электродвигателя через ременную передачу и шкив, сидящий на выходном валу. С помощью зубчатой пары вращение передается на распределительный вал. Сидящая на валу шестерня через зубчатое колесо передает вращение на нижний вал тянущих роликов. Вал верхнего тянущего ролика вращается в подшипниках обоймы и соединен с валом нижнего тянущего ролика с помощью зубчатой пары. Обойма качается вокруг оси, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси соединен с механизмом поджатия верхнего тянущего ролика. Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров. Одновременно шестерня сцеплена с зубчатым колесом, свободно вращающемся на валу вместе с полумуфтой. Подвижная полумуфта установлена на шлицах вала и может передвигаться вдоль него с помощью вилки и тяги. Управление положением муфты осуществляется механизмом включения с электромагнитом. При этом валы механизма реза сцеплены с помощью зубчатой пары. Механизм реза приводится в движение от кулачка, сидящего на конце верхнего ножевого вала. Усилие передается через валик и рычаг, качающиеся вокруг оси, на шток. Внутри штока расположена пружина, служащая для возврата штока в исходное положение. Пружина верхним концом упирается в пробку, а нижним своим концом упирается в палец, неподвижно закрепленный в корпусе. В нижней части штока находится подвижный нож. Неподвижный нож поджимается к подвижному резьбовой направляющей. На нижнем ножевом валу установлен кулачок, который посредством ролика и рычага открывает канал приемного устройства. Рычаг качается вокруг оси, тяги, и рычага, качающегося на оси.
Правильный барабан автомата СМЖ357 представляет собой вал, вращающийся в подшипниках. Подшипники установлены в корпусах, закрепленных на станине. Привод барабана осуществляется от электродвигателя через клиноременную передачу и шкив. 
На концах барабана по оси установлены неподвижные фильеры. Фильеры закреплены в барабане переставными втулками и гайкой. В средней части барабана в стаканах установлены регулируемые фильеры. Стаканы смещаются в радиальном направлении с помощью рычагов и валика регулировочным винтом. Настройка барабана осуществляется одним винтом. Приемное устройство служит для приема выправленных кусков арматуры, отмеривания и сбора отрезаемых прутков. Состоит из двухметровой секции. Рейка с помощью электромагнита откидывается, открывая канал приемного устройства для выброса прутков. Возврат рейки в исходное положение осуществляется с помощью пружин, тяг и рычагов, закрепленных на рейке. Вал и направляющая установлены в кронштейнах, прикрепленных к стойке болтами и пальцем. Вокруг пальца любая из секций, следующих за первой, может быть откинута. Валы и направляющие смежных секций соединены муфтами. Размоточное устройство предназначено для установки бунтов диаметром до 1400 мм. С целью уменьшения износа входного отверстия в него вставлена фильера из твердого сплава (волок).

Работа правильно-отрезного автомата СМЖ 357
Под действием усилия тянущих роликов арматурная проволока разматывается с размоточного устройства и, пройдя через ограждение, поступает в правильный барабан, где, подвергаясь многократному знакопеременному изгибу, выпрямляется. Выпрямленная проволока тянущими роликами через ножевую втулку (неподвижный нож) подается в канал приемного устройства, закрытый рейкой, до флажка отмеривающего механизма, устанавливаемого в соответствии с требуемой длиной отрезаемого стержня. При нажатии проволоки на флажок срабатывает конечный выключатель отмеривающего механизма, дающий сигнал на включение электромагнита механизма реза. За время включения механизма реза флажок доходит до жесткого упора отмеривающего механизма и останавливается вместе с арматурной проволокой.
Механизм подачи СМЖ357
Предназначен для разматывания арматурной стали из бунта, протягивания ее через правильный барабан и подачи выправленного стержня арматуры в приемное устройство. Привод механизма осуществляется от эл. двигателя через ременную передачу и шкив, сидящий на выходном валу.
Производитель правильно-отрезного станка модели СМЖ-357 предприятие - Унитех г. Новочебоксарск.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков для правки и резки арматуры, и множество иностранных фирм из Китая, Турции, Болгарии, Италии и т.д.
Наиболее известные российские производители отрезных и правильно-отрезных станков:
- Унитех г. Новочебоксарск - электромеханические правильно-отрезные станки СМЖ-357, СМЖ-357.03, АКС-1, АКС-2, И-6122.03, ГД-162.03
- Строительные машины г. Санкт-Петербург - электромеханические и гидравлические отрезные станки СПР-12, СМЖ-172, СМЖ-172А, СМЖ-133М, СМЖ-160, СМЖ-172Б, СМЖ-172БМ и СМЖ-172БМА
- Астраханский станкостроительный завод - электромеханические отрезные станки СМЖ-172БА, СМЖ-НА40М, СМЖ-175
- ПромСтройМаш г. Барнаул - электромеханические отрезные станки СМЖ-172
Виды механизмов правки арматурной стали и их особенности
Правильно-отрезные станки могут быть сведены к двум принципиальным схемам. Схемы охватывают современные и ранее выпускавшиеся станки отечественных и зарубежных моделей.
Схемы структурные правильно-отрезных станков

- моток арматурной стали
- роликовый механизм правки
- барабанный механизм правки
- цанговое тянущее устройство
- роликовое тянущее устройство
- мерительный ролик
- конечный выключатель
- ножи рычажные
- вращающиеся ножи
- приемное устройство
Работа правильно - отрезного станка происходит в следующей последовательности:
Арматурная проволока разматывается из мотка 1 и протягивается через правильное устройство 2 или 3 посредством механизма протягивания 4 или 5, отмеряется на заданную длину мерительным роликом 6 или конечным выключателем 7 и отрезается параллельными (рычажными) ножами 8 или вращающимися ножами 9. Для обеспечения высокой точности отрезки все современные отечественные станки снабжены конечными выключателями 7 и рычажными ножами 8, но в эксплуатации имеется большой парк станков с вращающимися ножами 9, снабженными как мерительным роликом 6, так и конечными выключателями 7, которыми заменили мерительные ролики. На некоторых таких станках вращающиеся ножи заменены рычажными с пневмоприводом.
Роликовые правильные устройства 2 не обеспечивают качественной правки стержней круглого сечения и на современных отечественных правильно-отрезных станках не применяются. В качестве самостоятельных роликовые механизмы применяются в сочетании с машинами для сварки сеток и плоских каркасов, в линиях гибки, а также как на зарубежных, так и на отечественных автоматах для резки коротких стержней. В таких машинах недостаточно качественная правка компенсируется периодической сваркой, дающей шарнир пластичности, или малой длиной заготавливаемого стержня, или пластической деформацией гибки.
Заправка роликовых механизмов правки и регулировка нажимных элементов длительна и выполняется методом «проб и ошибок». На многоточечных машинах для сварки сеток для каждого продольного стержня установлен свой многороликовый механизм правки. Некоторое различие длин стержней в мотках затрудняет одновременность заправки всех продольных стержней.
Высокое качество правки благодаря объемному многократному пластическому изгибу достигается на барабанных механизмах правки 3, применяемых практически почти на всех правильно-отрезных станках в сочетании с роликовыми тянущими устройствами 5 и рычажными ножами 8, что, обеспечивая высокую точность длины отрезаемых стержней, снижает надежность станков. На таких станках на время реза стержень останавливается, а барабан продолжает вращаться. Если барабан имеет 3000 об./мин., а время остановки составляет всего 0,5 с, то за это время под нажимными элементами произойдет 25 знакопеременных изгибов в зонах нажимных элементов в которых, кроме крайних, напряжения будут превышать предел текучести. Этого удается избежать, применив летучие ножницы, сопровождающие движущийся стержень в процессе резки и возвращающиеся в исходное положение. Снижается накопление малоцикловых усталостных явлений на станках, где на время остановки стержня барабану придается возвратно-поступательное движение вдоль его оси. Такие технические решения существенно усложняют конструкцию станков.
Барабанные механизмы правки снабжены нажимными элементами в виде фильер и плашек, что приводит к возникновению сил трения скольжения при протягивании стержня и вращении вокруг него барабана. Это, в свою очередь, приводит к повышенному износу, возрастающему при переходе на правку стержней периодического профиля (при этом наблюдается частичное срезание выступов профиля), а также с повышением прочности обрабатываемых стержней за счет увеличения сил взаимодействия стержня с нажимными элементами. Применение твердосплавных фильер значительно повысило их долговечность, но силы, возникающие в процессе правки, остались прежними, а долговечность остальных узлов станка низкой.
Заправка барабанных механизмов стержнями требует больших физических усилий, особенно при заправке стержнями повышенной прочности и больших диаметров. Время заправки и регулировки эксцентриситетов нажимных элементов опытным станочником составляет 3 – 5 мин. для стержней малых диаметров, 5 – 8 мин. и более для стержней больших диаметров. При правке бухт массой 80 – 100 кг это занимает 10 – 50% рабочего времени. Использование станка улучшается с увеличением массы мотков (поступают мотки массой до 1000 кг). Длительность регулировки механизма правки объясняется неопределенностью износа нажимных элементов. Регулировка выполняется пробным подбором эксцентриситетов нажимных элементов. Как правило, несколько первых стержней каждого мотка имеют кривизну больше допустимой и не могут быть использованы. Увеличение массы мотков уменьшает количество брака, но в процессе правки больших мотков за счет износа фильер или плашек (не твердосплавных) может нарушаться качество правки, и в этом случае необходима остановка станка и дополнительная настройка нажимных элементов барабанного механизма правки.
Основные недостатки могут быть устранены путем совершенствования механизма правки, в котором необходимо сохранить объемный пластический изгиб, но устранить трение скольжения. Это достигается заменой барабанных механизмов правки вибрационными, снабженными роликовыми нажимными элементами. Подвижные секции механизма правки совершают плоскопараллельное движение по круговой траектории и обеспечивают деформацию стержня такого же характера, как в барабанном механизме. При протягивании стержня через вибрационные механизмы правки, трение скольжения заменено трением качения, что позволяет почти на порядок снизить усилие протягивания. Полностью исключается трение скольжения, имевшее место в барабанных механизмах правки, которое вызывалось вращением нажимных элементов вокруг стержня. Использование на правильно-отрезных станках вибрационных механизмов правки вместо барабанных снижает энергоемкость станков или обеспечивает правку стержней больших диаметров и стержней периодического профиля без увеличения мощности станка, при этом исключается имевшее место в барабанных механизмах частичное срезание выступов профиля.
СМЖ-357 (СПР-12) станок электромеханический для правки и резки арматурной стали. Назначение, область применения
Машина СМЖ-357 разработана в 1973 году и серийно выпускалась с 1975 года. Разработчик ПромСтройМаш г. Москва.
Станок правильно-отрезной СМЖ357 предназначен для правки и резки арматурной стали (класса А-II и A III) гладкого и периодического профилей, поступающей в бунтах, в закрытых помещениях на предприятиях по производству железобетонных изделий.
Работа станка для правки и резки арматурной стали СМЖ-357 (СПР-12)
Установка для правки и резки арматурной стали - правильно-отрезной станок работает следующим образом:
Под действием усилия тянущих роликов арматурная проволока разматывается с размоточного устройства и, пройдя через ограждение, поступает в правильный барабан, где, подвергаясь многократному знакопеременному изгибу, выпрямляется. Выпрямленная проволока тянущими роликами через ножевую втулку (неподвижный нож) подается в канал приемного устройства, закрытый рейкой, до шомпола отмеривающего механизма, устанавливаемого в соответствии с требуемой длиной отрезаемого стержня. При нажатии проволоки на шомпол срабатывает конечный выключатель отмеривающего механизма, дающий сигнал на включение электромагнита механизма реза. За время включения механизма реза шомпол доходит до жесткого упора отмеривающего механизма и останавливается вместе с арматурной проволокой.
Электромагнит механизма реза при срабатывании выдергивает клин 45 тяги 42 (см. рис. 4), которая, перемещаясь вместе с вилкой, включает полумуфту ножевого вала. Полный цикл отрезки происходит за половину оборота ножевых валов, после чего они останавливаются в исходном положении механизмом фиксации. В момент реза кулачок 40, расположенный на валу VI, поворачиваясь, нажимает на рычаг механизма реза 52 и приводит в движение подвижный нож 53, перерезающий проволоку. Кулачок 36, расположенный на валу V, с некоторым запозданием через систему рычагов поворачивает вал приемного устройства. При этом рейка 56 сдвигается, открывая канал приемного устройства, и отрезанный стержень выпадает. В момент фиксации валов VI и V механизм реза, механизм открывания канала приемного устройства и шомпол возвращаются в исходное положение под действием пружин.

Установка для правки и резки арматурной стали (рис. 2) состоит из следующих основных узлов:
- Сборник готовых отрезков арматуры
- Приемное устройство
- Электрооборудование
- Правильно-отрезной станок
- Ограждение установки с приспособлением для заправки арматуры в станок
- Размоточное устройство


Кинематическая схема станка для правки и резки арматуры СМЖ-357

Описание конструкции и принципа работы станка для правки и резки арматуры СМЖ-357
Станок состоит из станины, механизмов подачи и реза и правильного барабана.
Станина станка сварная; на ней размещены и закреплены все узлы станка. В основании имеются четыре отверстия для крепления станка анкерными болтами.


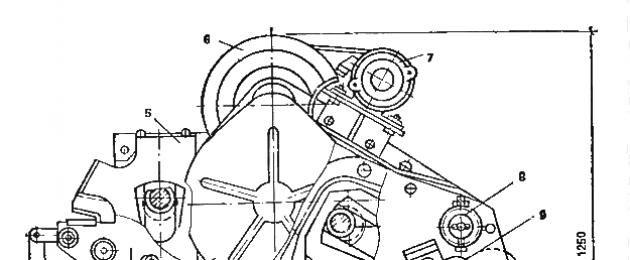
Механизм подачи (рис. 3) предназначен для разматывания арматурной стали из бунта, протягивания ее через правильный барабан и подачи выправленного стержня арматуры в приемное устройство.
Привод механизма осуществляется от электродвигателя через ременную передачу и шкив 12, сидящий на выходном валу 16.
С помощью зубчатой пары 14, 15 вращение передается на распределительный вал 4. Сидящая на валу шестерня 13 через зубчатое колесо 11 передает вращение на нижний вал 10 тянущих роликов 5. Вал 6 верхнего тянущего ролика вращается в подшипниках обоймы 7 и соединен с валом нижнего тянущего ролика с помощью зубчатой пары 8, 9. Обойма 7 качается вокруг оси 3, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси 2 соединен с механизмом поджатия верхнего тянущего ролика 1.
Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров.
Одновременно шестерня 23 (рис. 4, на рис. 3 поз. 13) сцеплена с зубчатым колесом 32, свободно вращающимся на валу V вместе с полумуфтой 33. Подвижная полумуфта 34 установлена на шлицах вала V и может передвигаться вдоль него с помощью вилки и тяги 42. Управление положением муфты осуществляется механизмом включения с электромагнитом 48. Валы V и VI сцеплены с помощью зубчатой пары 35, 39.
Механизм реза станка для правки и резки арматуры СМЖ-357

Механизм реза (рис. 5) приводится от кулачка 9, сидящего на конце верхнего ножевого вала. Усилие передается через валик 8 и рычаг 7, качающиеся вокруг оси 6, на шток 5. Внутри штока 5 расположена пружина 15, служащая для возврата штока в исходное положение. Пружина 15 верхним концом упирается в пробку 14, а нижним своим концом упирается в палец 16, неподвижно закрепленный в корпусе 13. В нижней части штока 5 находится подвижный нож 4. Неподвижный нож 3 установлен в стакане 2, неподвижно закрепленном в корпусе 13. Неподвижный нож поджимается к подвижному резьбовой направляющей 12. На нижнем ножевом валу установлен кулачок 10, который посредством ролика 11 и рычага 20 открывает канал приемного устройства. Рычаг 20 качается вокруг оси 1, тяги 19 и рычага 18, качающегося на оси 17.

Правильный барабан (рис. 6) представляет собой вал 6, вращающийся в подшипниках 5. Подшипники установлены в корпусах 4, закрепленных на станине. Привод барабана осуществляется от электродвигателя через клиноременную передачу и шкив 3. На концах барабана по оси установлены неподвижные фильеры 2 (со стороны выхода 1 шт., со стороны входа 2 шт.). Фильеры закреплены в барабане переставными втулками 13 и гайкой 1.
В средней части барабана в стаканах 7, 10, 12 установлены регулируемые фильеры 15. Стаканы смещаются в радиальном направлении с помощью рычагов 8 и 11, валика 9 и регулировочного винта 14. Настройка барабана осуществляется одним винтом 14.
Приемное устройство (на рис. 7 показана его первая секция) служит для приема выправленного куска арматуры, отмеривания и сбора отрезаемых прутков. Оно состоит из трех двухметровых секций, соединенных последовательно. Секция состоит из направляющей 2 с двумя каналами, откидной рейки 3, вала 4, кронштейнов 13, 7 и стоек 6.
Рейка 3 с помощью кронштейнов 13 соединена с валом 4, закрепленным во втулках 1 и 5, при повороте которого рейка откидывается, открывая канал приемного устройства для сброса прутка. Возврат рейки в исходное положение осуществляется с помощью пружины 9, тяги 10 и рычага 11, закрепленного на валу 4. Вал и направляющая 2 установлены в кронштейнах 7, прикрепленных к стойке болтами 12 и пальцем 8. Вокруг пальца любая из секций, следующих за первой, может быть откинута.
Валы и направляющие смежных секций соединены муфтами.
На конец любой секции может быть установлен отмеривающий механизм (рис. 8); для этого корпус 8 механизма надевается на конец направляющей и зажимается болтами 9 так, чтобы шомпол 4, закрепленный в ползуне 3, свободно входил в канал приемного устройства. Ползун скользит вдоль оси 7 и подпружинен пружиной 1. Ход ползуна ограничен регулируемым упором 2. К нижней части ползуна крепится флажок 6, воздействующий на конечный выключатель 5.
Размоточное устройство (см. рис. 2 поз 6) предназначено для установки бунтов диаметром до 1500 мм. Раздвижные стойки позволяют устанавливать бунты арматурной стали с разными внутренними диаметрами.
В нижней части устройства имеется регулируемый фрикционный тормоз.
Ограждение с приспособлением для заправки (см. рис. 2 лоз. 5) предназначено для обеспечения безопасности работы обслуживающего персонала и имеет устройство, выполненное в виде клещевого захвата для облегчения заправки арматуры в правильный барабан.
С целью уменьшения износа входного отверстия в него вставлена фильера из твердого сплава (волок).

Электрооборудование станка для правки и резки арматуры СМЖ-357
В принципиальной электрической схеме (рис. 9) электропитание предусматривается от четырехпроводной трехфазной сети напряжением 220/380 В, 50 Гц. Напряжение силовых цепей 330 В. Напряжение цепей управления 220 В, потребляемая (максимальная) мощность 14,4 кВт, ПВ = 100%.
Управление предусмотрено с помощью вмонтированной в станок кнопочной панели.
Переключение скоростей электродвигателей предусмотрено с помощью переключателей В4, В5, расположенных в электрошкафу.
Нажатием кнопки Кн2 с мнемоническим обозначением 0/0 замыкается цепь катушек пускателей Р1, РЗ. Контактами РЗ шунтируются сопротивления торможения электродвигателя подачи. Включаются электродвигатели барабана Ml и подачи М2 контактами пускателя PL
По достижении арматурой конечного выключателя В8 замыкается цепь катушки Р4. Контактами Р4 замыкается цепь катушки электромагнита ножевых валов - осуществляется рез, при этом конечным выключателем В9 замыкается цепь катушки Р5, и контактами Р5 размыкается цепь катушки электромагнита ЭМ. Следующий рез происходит после освобождения конечного выключателя В8 и нового его нажатия.
Кроме того, рез может быть осуществлен нажатием кнопки КнЗ с мнемоническим обозначением V . Если рез не произойдет за время установки реле времени Р8, которое задается в зависимости от длины отрезаемой арматуры и скорости подачи, контактами Р8 разомкнётся цепь управления (аналогично кнопке «стоп»).
Конечный выключатель В8 присоединяется к цепи управления через штепсельные разъемы Ш1...Ш4, расположенные: Ш1 на задней стенке электрошкафа; Ш2...Ш4 на соответствующих секциях приемного устройства.
Остановка электродвигателей осуществляется нажатием грибковой кнопки, при этом размыкается цепь катушек пускателей Р1 и РЗ.
С валом электродвигателя барабана связано реле контроля скорости Ркс. По достижении электродвигателем барабана скорости, близкой к максимальной, контактами Ркс и Р1 замыкается цепь катушки Р6.
После отключения пускателя Р1 контактами Р6 и Р1 замыкается цепь катушки пускателя Р2 и электродвигатели Ml, M2 тормозятся в режиме противовключения. С падением скорости электродвигателя барабана размыкаются контакты Ркс в цепи катушки Р6. Контактами Р6 размыкается цепь катушки Р2 - стоп.
СМЖ-357 станок для правки и резки арматурной стали - правильно-отрезной станок. Видеоролик.
Технические характеристики станка для правки и резки арматуры СМЖ-357 (СПР-12)
| Наименование параметра | СМЖ-357 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр обрабатываемых стержней гладкого профиля, мм | 4..10 | |
| Наибольший диаметр обрабатываемых стержней периодического профиля, мм | 6..8 | |
| Скорость правки, м/мин | 31,5; 45; 63; 90 | |
| Длина отрезаемых стержней, м | 2..9 | |
| Допустимые отклонения длины отрезаемых стержней, мм | +3..-5 | |
| Частота вращения барабана, 1/с | 40/ 20 | |
| Электродвигатель, кВт | 12,7/ 16,6 | |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 2093 х 330 х 932 | |
| Масса станка, кг | 1900 |
Правильно-отрезной автомат СМЖ-357 (СПР-12) относится к недорогим моделям автоматических станков, предназначенных для нарезки металлического проката, поставляемого в бунтах. Параметры резки вполне удовлетворительны для выполнения правки металла для большинства производственных целей. Наиболее часто применяется для подготовки мерных арматурных заготовок, используемых впоследствии для строительства зданий, а также для производства железобетонных конструкций и ряда других профильных работ.
Автомат СМЖ357 (СПР-12) предназначен для арматурной резки и правки стальных заготовок, поставляемых, бунтовой проволоки типов ОК и ВР, периодических и гладких профилей. Допустимое сечение стержней не должно превышать 10 мм. Конструкция обеспечивает более высокую скорость обработки, чем в других правильно-отрезных станках. Установка в течение минуты может нарезать до 45 м.
Устройство СМЖ-357 (СПР-12) состоит из станины, размоточного устройства, станка, правильного барабана, комплектного электрооборудования, мерного механизма, приемного устройства. Привод механизма станка запускается через шкив на выходном валу и ременную передачу при запуске электродвигателя, вращение распределительного вала обеспечивается за счет зубчатой пары. Отличительная особенность - сменные тянущие ролики. Для подачи арматуры разных диаметров выполнены специальные канавки, облегчающие подачу металлопроката в механизм.
СОСТАВ, УСТРОЙСТВО И РАБОТА УСТАНОВКИ
Установка СМЖ 357 (СПР-12) для правки и резки арматурной стали состоит из следующих основных узлов: станка, приемного и размоточного устройств, правильного барабана, электрооборудования, линейки.
Станок состоит из станины, механизмов подачи и реза, правильного барабана. Станина станка сварная, на ней размещены и закреплены все узлы станка. В основании имеются отверстия для крепления станка анкерными болтами.
Механизм подачи предназначен для разматывания проволоки и арматуры из бунта, протягивания ее через правильный барабан и подачи выпрямленного стержня арматуры в приемное устройство. Привод механизма осуществляется от электродвигателя через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал. Сидящая
на валу шестерня через зубчатое колесо передает вращение на нижний вал тянущих роликов. Вал верхнего тянущего ролика вращается в подшипниках обоймы и соединен с валом нижнего тянущего ролика с помощью зубчатой пары. Обойма качается вокруг оси, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси соединен с механизмом поджатия верхнего тянущего ролика.
Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров. Одновременно шестерня сцеплена с зубчатым колесом, свободно вращающемся на валу вместе с полумуфтой.
Потребляемая мощность станка зависит от мощности установленных электродвигателей. При правке проволоки Вр1 или ОК диам. 4-5мм, рекомендуется заменить базово установленные двигатели на двигатели меньшей мощности (2кВт на приводе редуктора и 2кВт на приводе правильного барабана) в целях уменьшения энергопотребления.
Установка СМЖ 357 (СПР-12) для правки и резки арматурной стали состоит из следующих основных узлов: станка, приемного и размоточного устройств, правильного барабана, электрооборудования, линейки.
Станок состоит из станины, механизмов подачи и реза, правильного барабана.
Станина станка сварная, на ней размещены и закреплены все узлы станка.
В основании имеются отверстия для крепления станка анкерными болтами.
Механизм подачи предназначен для разматывания проволоки и арматуры из бунта, протягивания ее через правильный барабан и подачи выпрямленного стержня арматуры в приемное устройство. Привод механизма осуществляется от электродвигателя через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал. Сидящая на валу шестерня через зубчатое колесо передает вращение на нижний вал тянущих роликов. Вал верхнего тянущего ролика вращается в подшипниках обоймы и соединен с валом нижнего тянущего ролика с помощью зубчатой пары. Обойма качается вокруг оси, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси соединен с механизмом поджатия верхнего тянущего ролика.
Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров. Одновременно шестерня сцеплена с зубчатым колесом, свободно вращающемся на валу вместе с полумуфтой.
Диаметр обрабатываемых стержней, мм 3…….10
Гладкого профиля 3…….10
Периодического профиля AI, AII, AIII 3…….8
Скорость правки, м/мин 31.5; 45
Длина отрезаемых стержней, м 0.5….12
Частота вращения барабана, с-1 40/20
Допускаемое отклонение длины
отрезаемых стержней, мм +1…-1
Установленная мощность, кВт 8.4/12.7
Габаритные размеры. мм
Длина 6100
Ширина 1500
Высота 1250
Масса общая, кг не более 1700






