Конструкционная прочность часто зависит от состояния материала в поверхностных слоях детали. Одним из способов поверхностного упрочнения стальных деталей является поверхностная закалка .
В результате поверхностной закалки увеличивается твердость поверхностных слоев изделия с одновременным повышением сопротивления истиранию и предела выносливости.
Общим для всех видов поверхностной закалки является нагрев поверхностного слоя детали до температуры закалки с последующим быстрым охлаждением. Эти способы различаются методами нагрева деталей. Толщина закаленного слоя при поверхностной закалке определяется глубиной нагрева.
Наибольшее распространение имеют электротермическая закалка с нагревом изделий токами высокой частоты (ТВЧ) и газопламенная закалка с нагревом газово-кислородным или кислородно-керосиновым пламенем.
Закалка токами высокой частоты.
Метод разработан советским ученым Вологдиным В.П.
Основан на том, что если в переменное магнитное поле, создаваемое проводником-индуктором, поместить металлическую деталь, то в ней будут индуцироваться вихревые токи, вызывающие нагрев металла. Чем больше частота тока, тем тоньше получается закаленный слой.
Обычно используются машинные генераторы с частотой 50…15000 Гц и ламповые генераторы с частотой больше 10 6 Гц. Глубина закаленного слоя – до 2 мм.
Индукторы изготавливаются из медных трубок, внутри которых циркулирует вода, благодаря чему они не нагреваются. Форма индуктора соответствует внешней форме изделия, при этом необходимо постоянство зазора между индуктором и поверхностью изделия.
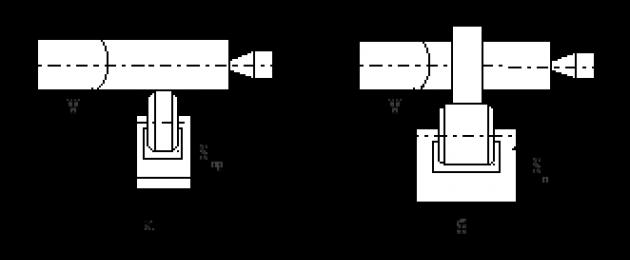
Схема технологического процесса закалки ТВЧ представлена на рис. 16.2.
Рис. 16.2. Схема технологического процесса закалки ТВЧ
После нагрева в течение 3…5 с индуктора 2 деталь 1 быстро перемещается в специальное охлаждающее устройство – спрейер 3, через отверстия которого на нагретую поверхность разбрызгивается закалочная жидкость.
Высокая скорость нагрева смещает фазовые превращения в область более высоких температур. Температура закалки при нагреве токами высокой частоты должна быть выше, чем при обычном нагреве.
При правильных режимах нагрева после охлаждения получается структура мелкоигольчатого мартенсита. Твердость повышается на 2…4 HRC по сравнению с обычной закалкой, возрастает износостойкость и предел выносливости.
Перед закалкой ТВЧ изделие подвергают нормализации, а после закалки низкому отпуску при температуре 150…200 o С (самоотпуск).
Наиболее целесообразно использовать этот метод для изделий из сталей с содержанием углерода более 0,4 %.
Преимущества метода:
· большая экономичность, нет необходимости нагревать все изделие;
· более высокие механические свойства;
· отсутствие обезуглероживания и окисления поверхности детали;
· снижение брака по короблению и образованию закалочных трещин;
· возможность автоматизации процесса;
· использование закалки ТВЧ позволяет заменить легированные стали на более дешевые углеродистые;
· позволяет проводить закалку отдельных участков детали.
Основной недостаток метода – высокая стоимость индукционных установок и индукторов.
Целесообразно использовать в серийном и массовом производстве.
Газопламенная закалка.
Нагрев осуществляется ацетиленокислородным, газокислородным или керосинокислородным пламенем с температурой 3000…3200 o С.
Структура поверхностного слоя после закалки состоит из мартенсита, мартенсита и феррита. Толщина закаленного слоя 2…4 мм, твердость 50…56 HRC.
Метод применяется для закалки крупных изделий, имеющих сложную поверхность (косозубые шестерни, червяки), для закалки стальных и чугунных прокатных валков. Используется в массовом и индивидуальном производстве, а также при ремонтных работах.
При нагреве крупных изделий горелки и охлаждающие устройства перемещаются вдоль изделия, или – наоборот.
Недостатки метода:
· невысокая производительность;
· сложность регулирования глубины закаленного слоя и температуры нагрева (возможность перегрева).
Старение
Отпуск применяется к сплавам, которые подвергнуты закалке с полиморфным превращением.
К материалам, подвергнутым закалке без полиморфного превращения, применяется старение.
Закалка без полиморфного превращения – термическая обработка, фиксирующая при более низкой температуре состояние, свойственное сплаву при более высоких температурах (пересыщенный твердый раствор).
Старение – термическая обработка, при которой главным процессом является распад пересыщенного твердого раствора.
В результате старения происходит изменение свойств закаленных сплавов.
В отличие от отпуска, после старения увеличиваются прочность и твердость, и уменьшается пластичность.
Старение сплавов связано с переменной растворимостью избыточной фазы, а упрочнение при старении происходит в результате дисперсионных выделений при распаде пересыщенного твердого раствора и возникающих при этом внутренних напряжений.
В стареющих сплавах выделения из твердых растворов встречаются в следующих основных формах:
· тонкопластинчатой (дискообразной);
· равноосной (сферической или кубической);
· игольчатой.
Форма выделений определяется конкурирующими факторами: поверхностной энергией и энергией упругой деформации, стремящимися к минимуму.
Поверхностная энергия минимальна для равноосных выделений. Энергия упругих искажений минимальна для выделений в виде тонких пластин.
Основное назначение старения – повышение прочности и стабилизация свойств.
Различают старение естественное, искусственное и после пластической деформации.
Естественным старением называется самопроизвольное повышение прочности и уменьшение пластичности закаленного сплава, происходящее в процессе его выдержки при нормальной температуре.
Нагрев сплава увеличивает подвижность атомов, что ускоряет процесс.
Повышение прочности в процессе выдержки при повышенных температурах называется искусственным старением .
Предел прочности, предел текучести и твердость сплава с увеличением продолжительности старения возрастают, достигают максимума и затем снижаются (явление перестаривания)
При естественном старении перестаривания не происходит. С повышением температуры стадия перестаривания достигается раньше.
Если закаленный сплав, имеющий структуру пересыщенного твердого раствора, подвергнуть пластической деформации, то также ускоряются процессы, протекающие при старении – это деформационное старение .
Старение охватывает все процессы, происходящие в пересыщенном твердом растворе: процессы, подготавливающие выделение, и сами процессы выделения.
Для практики большое значение имеет инкубационный период – время, в течение которого в закаленном сплаве совершаются подготовительные процессы, когда сохраняется высокая пластичность. Это позволяет проводить холодную деформацию после закалки.
Если при старении происходят только процессы выделения, то явление называется дисперсионным твердением.
После старения повышается прочность и снижается пластичность низкоуглеродистых сталей в результате дисперсных выделений в феррите цементита третичного и нитридов.
Старение является основным способом упрочнения алюминиевых и медных сплавов, а также многих жаропрочных сплавов.
Многие детали машин работают в условиях трения и подвергаются действию ударной и изгибающей нагрузки, поэтому они должны иметь твердую, износостойкую поверхность, прочную и одновременно вязкую и пластичную сердцевину. Это достигается поверхностным упрочнением.
Назначение поверхностного упрочнения – повышение прочности, твердости, износостойкости поверхностных слоев деталей при сохранении вязкой, пластичной сердцевины для восприятия ударной нагрузки.
У деталей машин, работающих при динамических и циклических нагрузках, трещины усталости возникают в поверхностных слоях под влиянием растягивающих напряжений. Если на поверхности создать остаточные напряжения сжатия, то растягивающие напряжения от нагрузок в эксплуатации будут меньше и увеличится предел выносливости (усталости). Создание в поверхностных слоях деталей напряжений сжатия – второе назначение поверхностного упрочнения.
Техническими условиями на изготовление детали задаются твердость и глубина упрочненного слоя, а также прочность и вязкость сердцевины.
Основные методы поверхностного упрочнения можно разделить на три группы:
механические – пластическое деформирование поверхностных слоев, создание наклепа (нагартовки);
термические – поверхностная закалка;
химико-термическая обработка (цементация, азотирование, хромирование и другие).
3.1. Механическое упрочнение поверхности
Упрочнение металла под действием холодной пластической деформации называется наклепом или нагартовкой. При этом изменяется строение металла: искажается кристаллическая решетка и деформируются зерна, т. е. из равноосных они превращаются в неравноосные (в виде лепешки, блина, рис. 1). Это сопровождается увеличением твердости и прочности в 1,5 – 3 раза. Возникающие в наклепанном слое напряжения сжатия повышают сопротивление усталости. Упрочнение поверхности пластическим деформированием повышает надежность работы деталей, снижает чувствительность к концентраторам напряжений, повышает сопротивление изнашиванию и коррозионную стойкость, устраняет следы предыдущей обработки.
Рис. 1. Влияние пластической деформации на микроструктуру металла:
а – до деформации; б – после деформации
Большинство операций упрочнения могут выполняться на универсальных металлорежущих станках (токарных, строгальных, сверлильных) с использованием простых по конструкции приспособлений. Эти операции упрочнения наиболее эффективны для металлов с твердостью до НВ250 – 280.
Накатка роликами и шариками – операция, при которой стальной закаленный ролик (шарик), обкатывая упрочняемую поверхность при заданной нагрузке (нажатии), деформирует, т. е. сминает поверхностный слой металла на определенную глубину (рис. 2). Происходит упрочнение – наклеп. Глубина упрочненного слоя – 0,5 – 2,0 мм. Этим методом в основном упрочняются детали типа тел вращения (валы, оси, гильзы) или имеющие значительные по размерам плоские поверхности.
Дробеструйная обработка – операция, при которой частицы твердого металла (дробь), вылетая из дробемета с большой скоростью (90 – 150 м/с), ударяют по упрочняемой поверхности, и происходит ее наклеп. Прочность, твердость и предел усталости повышаются. Толщина упрочненного слоя составляет 0,2 – 0,4 мм. Дробеструйному наклепу подвергают пружины, рессоры, зубчатые колеса, валы торсионные и т. п. Например, рессорные листы после термообработки перед сборкой в пакет подвергают дробеструйному наклепу, что значительно увеличивает срок службы рессоры (в три – пять раз).
Д робеструйная
обработка является конечной технологической
операцией для деталей после механической
и термической обработки. Оборудованием
являются дробеметы. Наиболее распространены
механические дробеметы, имеющие большую
производительность. Дробь – частицы
шарообразной формы из твердой стали
или белого чугуна. Дробеструйная
обработка нормализованной стали
марки 20 увеличивает твердость на 40 %, а
стали марки 45 – на 20 %; остаточное
напряжение сжатия в поверхности – до
80 МПа.
робеструйная
обработка является конечной технологической
операцией для деталей после механической
и термической обработки. Оборудованием
являются дробеметы. Наиболее распространены
механические дробеметы, имеющие большую
производительность. Дробь – частицы
шарообразной формы из твердой стали
или белого чугуна. Дробеструйная
обработка нормализованной стали
марки 20 увеличивает твердость на 40 %, а
стали марки 45 – на 20 %; остаточное
напряжение сжатия в поверхности – до
80 МПа.
Рис. 2. Схемы обкатывания (а, б) и раскатывания (в, г) поверхностей
Д робеструйную
обработку применяют как эффективный
метод повышения выносливости изделий
из кованой и литой стали, для упрочнения
высокопрочных чугунов.
робеструйную
обработку применяют как эффективный
метод повышения выносливости изделий
из кованой и литой стали, для упрочнения
высокопрочных чугунов.
Эти методы упрочнения наиболее распространены в машиностроении. Кроме них используются вибронакатывание (рис. 3), калибровка отверстий (рис. 4), алмазное выглаживание и др.

Рис. 4. Схемы калибровки отверстий: а – шариком; б, в – дорном
Рассмотренный ранее механизм пластической деформации позволяет сделать вывод что процесс сдвига в кристаллах под действием внешних напряжений будет происходить тем легче чем больше дислокаций будет в металле. После пластической деформации дислокационная плотность увеличивается и достигает значении...
Поделитесь работой в социальных сетях
Если эта работа Вам не подошла внизу страницы есть список похожих работ. Так же Вы можете воспользоваться кнопкой поиск
ЛЕКЦИЯ 5
СПОСОБЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ
Ранее были рассмотрены механические свойства металлов и сплавов. Основным свойством для машиностроительных материалов является прочность. Однако, уровень прочности материалов в исходном состоянии не всегда соответствует требуемым значениям.
В этом случае необходимо повысить характеристики прочности для данного сплава, используя один из способов упрочнения.
К способам упрочнения относятся:
- Холодная пластическая деформация (ХПД).
- Термическая обработка.
- Легирование (введение в состав сплава дополнительных химических элементов).
- Химико-термическая обработка (упрочнение поверхностных слоев металла и деталей малых сечений).
- Механо-термическая обработка (сочетание механической и термической обработки).
УПРОЧНЕНИЕ МЕТОДОМ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Рассмотренный ранее механизм пластической деформации, позволяет
Сделать вывод, что процесс сдвига в кристаллах под действием внешних напряжений будет происходить тем легче, чем больше дислокаций будет в металле.
После пластической деформации дислокационная плотность увеличивается и достигает значении 10 8 10 10 см -2 . При этом формируются дислокационные скопления: сплетения в виде клубков дислокаций. При увеличении степени деформации плотность дислокаций возрастает до 10 11 10 12 см -2 .
Повышение прочности с возрастанием плотности дислокаций объясняется тем, что при этом возникают не только параллельные друг другу дислокации, но и дислокации в разных кристаллографических плоскостях и направлениях. Такие дислокации будут мешать друг другу перемещаться и реальная прочность металла повышается, так как замедляется движение дислокаций и уменьшается пластическая деформация.
Упрочнение металла под действием пластической деформации называется наклепом . С ростом степени деформации прочность и твердость повышаются, а способность к пластической деформации снижается (рис.5.1).
Рис.5.1. Изменение свойств металла с увеличением степени
Деформации.
Степень предварительной деформации определяется по характеристике ε и вычисляется как отношение разности толщин заготовок до деформации (Н) и после деформации (h) к исходной толщине Н:
ε = [(H - h) / H] ∙ 100% .
Рост числа дислокаций и возникновение внутренних напряжений в результате наклепа приводит к тому, что свободная энергия металла растет, и он переходит в неравновесное, неустойчивое состояние. Нагрев металла должен способствовать возврату металла в более устойчивое исходное структурное состояние.
Уже при небольшом нагреве происходит снятие искажений кристаллической решетки, уменьшение плотности дислокаций, снижение внутренних напряжений. При этом видимых изменений структуры не наблюдается и вытянутая форма зерен сохраняется. Этот процесс называется возвратом . При возврате прочность уменьшается незначительно (на 20 - 30%), а пластичность несколько увеличивается.
С ростом температуры нагрева подвижность атомов растет, и образуются новые зерна вместо ориентированной волокнистой структуры. Образование и рост новых равноосных зерен называется рекристаллизацией .

Рис.5.2. Схема процесса рекристаллизации в деформированном
Металле при нагреве.
Процесс рекристаллизации протекает в две стадии:
Первая стадия - рекристаллизация обработки - процесс образования новых зерен.
Вторая стадия - собирательная рекристаллизация - процесс роста вновь образованных рекристаллизованных зерен (рис.5.2).
Новые зерна возникают на границах старых зерен. Процесс первичной рекристаллизации термодинамически выгоден, так как при переходе деформированного металла в более устойчивое равновесное состояние сопровождается уменьшением свободной энергии.
Температура, при которой возникают новые зерна и изменяются механические свойства, называется температурой рекристаллизации (Т р ).
Она зависит от температуры плавления.
Т р = а ∙ Т пл ,
где а - коэффициент, зависящий от состава и структуры металла.
- для чистых металлов: Т р = 0,3 - 0,4 ∙ Тпл;
- для сплавов: Т р = 0,7 - 0,8 ∙ Тпл.
Изменение структуры и свойств деформированного металла при нагреве представлено на рис.5.3.

Рис. 5.3. Схема изменения структуры и свойств деформированного металла при нагреве:
1-2 возврат; 2-3 первичная кристаллизация; 3-4 собирательная рекристаллизация
Таким образом, если необходимо снять наклеп, то следует провести нагрев деформированного металла при температуре выше, чем температура рекристаллизации.
Относительно температуры рекристаллизации различают холодную и горячую деформацию. Холодная деформация проводится при температурах ниже температуры рекристаллизации и является способом упрочнения металлов и сплавов. Горячая деформация проводится при температурах выше температуры рекристаллизации. Так, при механической обработке давлением имеют место два процесса: упрочнение за счет пластической деформации и последующее разупрочнение при рекристаллизации.
Другие похожие работы, которые могут вас заинтересовать.вшм> |
|||
| 15543. | Современные методы экспериментального изучения строительных материалов. Определение предела прочности при сжатии. Рентгеновский фазовый анализ порошковых материалов | 454.52 KB | |
| Мешалка для перемешивания цементного раствора, столик встряхивающий, форма-конус, штыковка, формы разъемные для изготовления образцов-балочек, насадка к формам, площадка вибрационная, прибор для испытаний на изгиб, пресс для определения предела прочности при сжатии, пластинки для передачи нагрузки по ГОСТ 310.4. | |||
| 3320. | Обсуждение составленных материалов по санпросветработе со школьниками. Коррекция материалов составленных студентами | 13.12 KB | |
| Преподаватель знакомит студентов с целями и задачами предстоящего занятия. Затем каждый студент зачитывает текст беседы или лекции, которую он написал дома. После обсуждения преподаватель корректирует каждую беседу и лекцию, указывает на недостатки, если они есть, допущенные ошибки. | |||
| 20016. | Учёт материалов | 42.24 KB | |
| Непрерывность производства требует чтобы постоянно находилось на складах достаточное количество сырья и материалов для полного удовлетворения потребностей производства в любой момент их использования. Целью и задачами работы выступает изучение бухгалтерского учета материалов. 1 Понятие и характеристика материалов Согласно Положению по бухгалтерскому учету Учет материально-производственных запасов ПБУ 5 011 к бухгалтерскому учету в качестве материально-производственных запасов принимаются активы1: используемые в качестве сырья материалов... | |||
| 1984. | Литье материалов | 300.8 KB | |
| Исторически сложилось деление этих процессов на традиционные под которыми чаще всего подразумевают лишь литье в песчаноглинистые формы и все остальные специальные технологии литья. Главным признаком традиционного метода литья можно считать важнейшие характеристики основного инструмента технологического процесса литейной формы. Дополнительный обязательный признак заполнение формы расплавом гравитационным методом сверху из ковша через литниковую систему. Остальные характеристики литейной формы объемная оболочковая опочная... | |||
| 1512. | Искусственная сушка материалов | 136.65 KB | |
| Сушкой называется термический процесс удаления из твердых материалов или растворов содержащейся в них влаги путем ее испарения. При этом одно механическое обезвоживание материала в большинстве случаев является недостаточным так как оно обеспечивает только частичное удаление свободной влаги. Потому часто комбинируются различные способы удаления влаги. Естественная сушка обычно производится на открытом пространстве под навесами или в специальных сараях и представляет собой процесс при... | |||
| 13428. | Общая характеристика нагрева материалов | 1.85 MB | |
| Общая характеристика нагревания лазерным излучением Рассмотрим тепловые эффекты в конденсированных средах и основные особенности температурной кинетики при лазерном воздействии. При рассмотрении процессов воздействия ЛИ на материалы необходимо знать энергетические характеристики: поглощенную долю падающего потока максимальную плотность мощности ЛИ длительность импульса длину волны пространственное распределение плотности мощности и условия фокусировки. Для описания тепловых источников при... | |||
| 13489. | Лазерное разрушение поглощающих материалов | 380.35 KB | |
| Общая характеристика механизмов лазерного разрушения Термин разрушение при воздействии мощных потоков ЛИ на вещество является условным поскольку практически при любой плотности потока в объеме вещества происходят физические процессы вызывающие необратимые изменения связанные например с диффузией вещества или генерацией структурных несовершенств. Условимся понимать под разрушением материалов при воздействии ЛИ образование в веществе углублений вызванных выносом части объема вследствие процессов испарения. При превышении порогового... | |||
| 6526. | Основные задачи сопротивления материалов | 178.81 KB | |
| Внешние силы вызывают деформацию тела т. К проявлению вязких свойств материала относится ползучесть рост деформации при постоянной нагрузки и релаксация уменьшение внутренних усилий при постоянной полной величине деформации. Пусть реальное твердое тело находится в равновесии под действием внешних... | |||
| 13066. | Технология обработки материалов давлением | 6.37 MB | |
| Элементарный процесс ОМД можно представить в виде воздействия внешних сил на полуфабрикат заданной формы из металла или сплава для достижения требуемого конечного формообразования При этом деформируемый объем металла или сплава может находиться в различных состояниях пластичности в условиях холодного горячего деформирования; в режиме сверхпластичности или в условиях гидростатического давления. В свою очередь металлургические процессы предназначенные для формообразования полуфабрикатов в виде листа профилей труб и прутков из которых... | |||
| 3820. | Материаловедение(технология конструкционных материалов) | 2.61 MB | |
| Стали: классификация автоматные стали. Углеродистые и легированные конструкционные стали; назначение термическая обработка свойства. Стали устойчивые против коррозии жаропрочные стали и сплавы. Инструментальные материалы: инструментальные и быстрорежущие стали твердые сплавы и режущая керамика сверхтвердые материалы материалы абразивных инструментов. | |||
Термомеханическую обработку применяют и для других сплавов.
Поверхностное упрочнение стальных деталей.
Конструкционная прочность часто зависит от состояния материала в поверхностных слоях детали. Одним из способов поверхностного упрочнения стальных деталей является поверхностная закалка.
В результате поверхностной закалки увеличивается твердость поверхностных слоев изделия с одновременным повышением сопротивления истиранию и предела выносливости.
Общим для всех видов поверхностной закалки является нагрев поверхностного слоя детали до температуры закалки с последующим быстрым охлаждением. Эти способы различаются методами нагрева деталей. Толщина закаленного слоя при поверхностной закалке определяется глубиной нагрева.
Наибольшее распространение имеют электротермическая закалка с нагревом изделий токами высокой частоты (ТВЧ) и газопламенная закалка с нагревом газово-кислородным или кислородно-керосиновым пламенем.
Закалка токами высокой частоты.
Метод разработан советским ученым Вологдиным В.П.
Основан на том, что если в переменное магнитное поле, создаваемое проводником-индуктором, поместить металлическую деталь, то в ней будут индуцироваться вихревые токи, вызывающие нагрев металла. Чем больше частота тока, тем тоньше получается закаленный слой.
Обычно используются машинные генераторы с частотой 50…15000 Гц и ламповые генераторы с частотой больше 10 6 Гц. Глубина закаленного слоя – до 2 мм.
Индукторы изготавливаются из медных трубок, внутри которых циркулирует вода, благодаря чему они не нагреваются. Форма индуктора соответствует внешней форме изделия, при этом необходимо постоянство зазора между индуктором и поверхностью изделия.
Схема технологического процесса закалки ТВЧ представлена на рис. 16.2.
Рис. 16.2. Схема технологического процесса закалки ТВЧ
После нагрева в течение 3…5 с индуктора 2 деталь 1 быстро перемещается в специальное охлаждающее устройство – спрейер 3, через отверстия которого на нагретую поверхность разбрызгивается закалочная жидкость.
Высокая скорость нагрева смещает фазовые превращения в область более высоких температур. Температура закалки при нагреве токами высокой частоты должна быть выше, чем при обычном нагреве.
При правильных режимах нагрева после охлаждения получается структура мелкоигольчатого мартенсита. Твердость повышается на 2…4 HRC по сравнению с обычной закалкой, возрастает износостойкость и предел выносливости.
Перед закалкой ТВЧ изделие подвергают нормализации, а после закалки низкому отпуску при температуре 150…200 o С (самоотпуск).
Наиболее целесообразно использовать этот метод для изделий из сталей с содержанием углерода более 0,4 %.
Преимущества метода:
- большая экономичность, нет необходимости нагревать все изделие;
- более высокие механические свойства;
- отсутствие обезуглероживания и окисления поверхности детали;
- снижение брака по короблению и образованию закалочных трещин;
- возможность автоматизации процесса;
- использование закалки ТВЧ позволяет заменить легированные стали на более дешевые углеродистые;
- позволяет проводить закалку отдельных участков детали.
Основной недостаток метода – высокая стоимость индукционных установок и индукторов.
Целесообразно использовать в серийном и массовом производстве.
Газопламенная закалка.
Нагрев осуществляется ацетиленокислородным, газокислородным или керосинокислородным пламенем с температурой 3000…3200 o С.
Структура поверхностного слоя после закалки состоит из мартенсита, мартенсита и феррита. Толщина закаленного слоя 2…4 мм, твердость 50…56 HRC.
Метод применяется для закалки крупных изделий, имеющих сложную поверхность (косозубые шестерни, червяки), для закалки стальных и чугунных прокатных валков. Используется в массовом и индивидуальном производстве, а также при ремонтных работах.
При нагреве крупных изделий горелки и охлаждающие устройства перемещаются вдоль изделия, или – наоборот.
Недостатки метода:
- невысокая производительность;
- сложность регулирования глубины закаленного слоя и температуры нагрева (возможность перегрева).
Старение.
Отпуск применяется к сплавам, которые подвергнуты закалке с полиморфным превращением.
К материалам, подвергнутым закалке без полиморфного превращения, применяется старение.
Закалка без полиморфного превращения – термическая обработка, фиксирующая при более низкой температуре состояние, свойственное сплаву при более высоких температурах (пересыщенный твердый раствор).
Старение – термическая обработка, при которой главным процессом является распад пересыщенного твердого раствора.
В результате старения происходит изменение свойств закаленных сплавов.
В отличие от отпуска, после старения увеличиваются прочность и твердость, и уменьшается пластичность.
Старение сплавов связано с переменной растворимостью избыточной фазы, а упрочнение при старении происходит в результате дисперсионных выделений при распаде пересыщенного твердого раствора и возникающих при этом внутренних напряжений.
В стареющих сплавах выделения из твердых растворов встречаются в следующих основных формах:
- тонкопластинчатой (дискообразной);
- равноосной (сферической или кубической);
- игольчатой.
Форма выделений определяется конкурирующими факторами: поверхностной энергией и энергией упругой деформации, стремящимися к минимуму.
Поверхностная энергия минимальна для равноосных выделений. Энергия упругих искажений минимальна для выделений в виде тонких пластин.
Основное назначение старения – повышение прочности и стабилизация свойств.
Различают старение естественное, искусственное и после пластической деформации.
Естественным старением называется самопроизвольное повышение прочности и уменьшение пластичности закаленного сплава, происходящее в процессе его выдержки при нормальной температуре.
Нагрев сплава увеличивает подвижность атомов, что ускоряет процесс.
Повышение прочности в процессе выдержки при повышенных температурах называется искусственным старением.
Предел прочности, предел текучести и твердость сплава с увеличением продолжительности старения возрастают, достигают максимума и затем снижаются (явление перестаривания)
При естественном старении перестаривания не происходит. С повышением температуры стадия перестаривания достигается раньше.
Если закаленный сплав, имеющий структуру пересыщенного твердого раствора, подвергнуть пластической деформации, то также ускоряются процессы, протекающие при старении – это деформационное старение.
Старение охватывает все процессы, происходящие в пересыщенном твердом растворе: процессы, подготавливающие выделение, и сами процессы выделения.
Для практики большое значение имеет инкубационный период – время, в течение которого в закаленном сплаве совершаются подготовительные процессы, когда сохраняется высокая пластичность. Это позволяет проводить холодную деформацию после закалки.
Если при старении происходят только процессы выделения, то явление называется дисперсионным твердением.
После старения повышается прочность и снижается пластичность низкоуглеродистых сталей в результате дисперсных выделений в феррите цементита третичного и нитридов.
Старение является основным способом упрочнения алюминиевых и медных сплавов, а также многих жаропрочных сплавов.
Обработка стали холодом.
Высокоуглеродистые и многие легированные стали имеют температуру конца мартенситного превращения (М к) ниже 0 o С. Поэтому в структуре стали после закалки наблюдается значительное количество остаточного аустенита, который снижает твердость изделия, а также ухудшает магнитные характеристики. Для устранения аустенита остаточного проводят дополнительное охлаждение детали в области отрицательных температур, до температуры ниже т. М к (- 80 o С). Обычно для этого используют сухой лед.
Такая обработка называется обработкой стали холодом.
Обработку холодом необходимо проводить сразу после закалки, чтобы не допустить стабилизации аустенита. Увеличение твердости после обработки холодом обычно составляет 1…4 HRC.
После обработки холодом сталь подвергают низкому отпуску, так как обработка холодом не снижает внутренних напряжений.
Обработке холодом подвергают детали шарикоподшипников, точных механизмов, измерительные инструменты.
Упрочнение методом пластической деформации.
Основное назначение методов механического упрочнения поверхности – повышение усталостной прочности.
Методы механического упрочнения – наклепывание поверхностного слоя на глубину 0,2…0,4 мм.
Разновидностями являются дробеструйная обработка и обработка роликами.
Дробеструйная обработка – обработка дробью поверхности готовых деталей.
Осуществляется с помощью специальных дробеструйных установок, выбрасывающих стальную или чугунную дробь на поверхность обрабатываемых деталей. Диаметр дроби – 0,2…4 мм. Удары дроби вызывают пластическую деформацию на глубину 0,2…0,4 мм.
Применяют для упрочнения деталей в канавках, на выступах. Подвергают изделия типа пружин, рессор, звенья цепей, гусениц, гильзы, поршни, зубчатые колеса.
При обработке роликами деформация осуществляется давлением ролика из твердого металла на поверхность обрабатываемого изделия.
При усилиях на ролик, превышающих предел текучести обрабатываемого материала, происходит наклеп на нужную глубину. Обработка улучшает микрогеометрию. Создание остаточных напряжений сжатия повышает предел усталости и долговечность изделия.
Обкатка роликами применяется при обработке шеек валов, проволоки, при калибровке труб, прутков.
Не требуется специальное оборудование, можно использовать токарные или строгальные станки.
Дата публикования: 2015-03-26 ; Прочитано: 1735 | Нарушение авторского права страницы | Заказать написание работы
сайт - Студопедия.Орг - 2014-2020 год. Студопедия не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования (0.006 с) ...Отключите adBlock!
очень нужно
Многие детали работают в условиях повышенного износа поверхности. Поэтому есть необходимость эту поверхность как-то защитить. Это достигается методами поверхностного упрочнения.
Упрочнить поверхность - значит повысить свойства поверхности: твердость, износостойкость, коррозионную стойкость. Если надо изменить свойства, то это значит, что должна измениться структура поверхностного слоя. Для изменения структуры можно использовать деформацию, термическую обработку с нагревом различными способами, изменение химического состава поверхности, нанесение защитных слоев.
В основном методы упрочнения поверхностей
можно разбить на две основные группы:
1) упрочнение изделия без изменения химического состава поверхности, но с изменением структуры. Упрочнение достигается поверхностной закалкой, поверхностным пластическим деформированием и другими методами.
2) упрочнение изделия с изменением химического состава поверхностного слоя и его структуры. Упрочнение осуществляется различными методами химико-термической обработки и нанесением защитных слоев.
Методы изменения структуры
Из методов упрочнения без изменения химического состава поверхности, но с изменением ее структуры, наиболее распространены способы поверхностной закалки и различные виды поверхностного пластического деформирования (ППД).
В сущности, деформация поверхности - это наиболее простой способ, при котором прочностные характеристики поверхности возрастают. Здесь использован следующий принцип. Если вспомнить кривую деформационного упрочнения, то окажется, что чем больше растягиваем металл, тем больше металл сопротивляется, тем больше сила растяжения Р max (до определенного предела, конечно). Упрочняется металл и при кручении, и при сжатии. В технологиях ППД поверхностный слой металла деформируют (наклепывают) различными способами.
Основное назначение ППД - повышение усталостной прочности путем наклепа поверхности на глубину 0,2—0,4 мм. Разновидностями ППД являются дробеструйная обработка, обработка роликами, иглофрезерование, накатка рельефа и др.
Дробеструйная обработка
- обработка дробью поверхности готовых деталей. Применяется для упрочнения деталей, удаления окалины. Дробеструйной обработке подвергают изделия типа пружин, рессор, звенья цепей, гусениц, гильзы, поршни, зубчатые колеса.
При обработке роликами деформация осуществляется давлением ролика из твердого металла на поверхность обрабатываемого изделия. При усилиях на ролик, превышающих предел текучести обрабатываемого материала, происходит наклеп на нужную глубину.
Обработка роликами
улучшает микрогеометрию изделия. Создание остаточных напряжений сжатия повышает предел усталости и долговечность изделия. Обкатка роликами применяется при обработке валов, калибровке труб, прутков. На рис. 1 показан упрочненный поверхностный слой образца стальной оси железнодорожного вагона из стали 45. Микроструктура слоя представляет собой деформированные зерна феррита и перлита. Накатка роликом измельчила структуру, в поверхностном слое отдельные зерна неразличимы (рис.1,а). Там, где деформация была меньше, можно различить структуру, которая имеет направленность, характерную для деформации (рис.1,б). Глубину упрочнения контролируют по изменению микротвердости (рис.2).
 |
|
| а | б |
Рисунок 1. Микроструктура поверхностного слоя стали 45 после накатки роликом

Рисунок 2. Изменение микротвердости по глубине поперечного сечения валов различного диаметра.
Иглофрезерование при помощи фрез, на поверхности которых находится от 200 тысяч до 40 миллионов плотно расположенных игл из высокопрочной стальной проволоки диаметром 0,2—0,8 мм, также позволяет проводить упрочнение поверхности деталей. Иглофрезерование применяют для обработки плоских и цилиндрических поверхностей, а также для очистки деталей от окалины. При иглофрезеровании тоже образуется упрочненный поверхностный слой (рис. 3). В данном случае упрочненный слой состоит из деформированных зерен феррита и перлита (рис.3, а). На поверхности, подвергавшейся обработке, видны следы фрезы (рис.3,б).
Рисунок 3. Микроструктура упрочненного слоя стали 20ХНР (а), исходное состояние-нормализация; поверхность после иглофрезерования (б).
Сущность поверхностной закалки состоит в том, что поверхностные слои стальной детали быстро нагревают выше температуры закалки, а затем охлаждают со скоростью выше критической. Основное назначение поверхностной закалки: повышение твердости, износостойкости и предела выносливости поверхности при сохранении вязкой сердцевины. Нагрев, в принципе, может быть осуществлен разными способами. В промышленности самым распространенным способом поверхностного упрочнения является индукционная закалка с нагревом токами высокой частоты. Как правило, упрочненный слой виден уже при макроструктурном анализе (рис. 4). Слева - нетравленный участок образца. Он сильнее отражает свет при съемке, поэтому выглядит темным. Справа - участок после травления. Закаленный слой хорошо виден.

Рисунок 4. Фрагмент автомобильной детали; макроструктура
И при макроструктурном, и при микроструктурном (рис.5,а) анализе видно, что упрочненная зона состоит из 2 слоев: светлый у самой поверхности и далее более темный. Верхний светлый слой имеет структуру мартенсита закалки (рис.5,б). Мартенсит образовался при быстром охлаждении поверхности. Более темный слой - мартенсит отпуска (рис.5,в). Это тот мартенсит, который тоже образовался при ускоренном охлаждении, но дольше находился при повышенной температуре, чего оказалось достаточно для того, чтобы произошел отпуск. В сердцевине детали на разной глубине могут быть сорбит или троостит (рис.5,г).
Рисунок 5. Микроструктура слоя (на рис.4), полученного закалкой ТВЧ: а - слои мартенсита закалки и отпуска, б - мартенсит закалки, в- мартенсит отпуска, г - троостит и мартенсит в сердцевине.
Методы изменения структуры и состава
К методам упрочнения с изменением химического состава и структуры поверхности относится химико-термическая обработка (ХТО). Она заключается в насыщении поверхностного слоя стали различными элементами при высокой температуре. В зависимости от насыщающего элемента существуют следующие разновидности химико-термической обработки: цементация, азотирование, нитроцементация (цианирование), борирование, диффузионная металлизация
(алитирование, хромирование, силицирование и т.д.). Общим для всех видов поверхностного упрочнения является повышение твердости поверхностного слоя. Выбор метода поверхностного упрочнения детали зависит от условий ее эксплуатации, формы, размеров, марки выбранной стали и других факторов.
Наиболее широко используется цементация - насыщение поверхности стали углеродом.
Цементация придает поверхности стали высокую твердость и износостойкость при сохранении вязкой и пластичной сердцевины. Окончательные свойства цементированные изделия приобретают после закалки и низкого отпуска. Цементации обычно подвергаются детали, изготовленные из сталей с содержанием углерода до 0,25%, работающие в условиях контактного износа и приложения знакопеременных нагрузок: среднеразмерные зубчатые колеса, втулки, поршневые пальцы, кулачки, валы коробок передач автомобилей, отдельные детали рулевого управления и т.д.
Цементированный слой имеет переменную концентрацию углерода по толщине, уменьшающуюся от поверхности к сердцевине стальной детали. Поэтому структура, которая формируется при цементации в поверхностном слое, будет иметь разное соотношение перлита, феррита и цементита. Различают четыре основные зоны стального изделия после цементации (рис.6):

Рис. 6. Микроструктура углеродистой доэвтектоидной стали 10 после цементации.
1 - заэвтектоидная зона, состоящая из перлита и цементитной сетки (рис.7а);
2 - эвтектоидная зона, представляющая собой перлит (рис.7б);
3 -доэвтектоидная зона, в которой по мере приближения к сердцевине уменьшается количество углерода, перлита, а количество феррита возрастает (рис.7в);
4 - исходная, без изменения после цементации, структура стального изделия.
За глубину цементированного слоя "h" принимают сумму заэвтектоидной, эвтектоидной и половину доэвтектоидной зоны, где количество феррита и перлита составляет по 50%.
Рисунок 7. Структура зон цементованной детали: а - заэвтектоидная зона (цементит + перлит), б - зона эвтектоида (перлит), в - доэвтектоидная зона (перлит + феррит).

Рисунок 8. Изменение твердости в поверхностном слое после цементации и термической обработки
Азотирование представляет собой процесс насыщения поверхностного слоя стали азотом и чаще всего проводится при температурах 500—600 о С. Азотирование, так же как и цементация, повышает твердость и износостойкость поверхности стали. На рис.9 показана серия отпечатков при измерении микротвердости на поперечном шлифе азотированного образца. Вверху - упрочненный слой (темная полоса). Диаметр отпечатков снижается по мере приближения к поверхности. Там твердость выше.

Рисунок 9. «Дорожка» отпечатков микротвердости; стальная деталь после азотирования
Азотированный слой как правило, имеет белый цвет. Сам слой при металлографическом травлении не изменяется, а под ним сталь имеет структуру, соответствующую термической обработке (рис.10). На рис.11 показана автомобильная деталь и изменение микротвердости по разным "зубьям".

Рисунок 10. Азотированный слой на стали 40ХГНМ
 |
 |
| а | б |
Рисунок 11. Автомобильная деталь (а) и изменение микротвердости (б) ее поверхностного слоя после азотирования
В настоящее время широко применяется плазменное и ионно-плазменное азотирование. Структура поверхностного слоя после такой обработки представляет собой мелкодисперсный мартенсит (1), под которым находится переходная зона (2); глубже располагается не изменившаяся структура (3) (рис. 12).

Рисунок 12. Структура поверхностного слоя после обработки плазмой азота; сталь У8А
Борирование — процесс химико-термической обработки, диффузионного насыщения поверхности металлов и сплавов бором при нагреве. Борирование приводит к существенному повышению твердости поверхности. Борирование проводят в порошковых смесях, электролизом. Есть также жидкостное безэлектролизное борирование, ионное борирование и борирование из обмазок (паст). Борирование чаще всего проводят при электролизе расплавленной буры (Na 2 B 4 O 7). Изделие служит катодом. Температура насыщения 930—950 °C, выдержка 2 — 6 часов.
На поверхности образца после борирования формируется плотный белый слой боридов (рис.13). Белый слой состоит из переплетающихся столбчатых кристаллов состава FeB и Fe 2 B. На строение боридного слоя влияет состав стали. В стали 25ХГТ (рис. 13, а) и в стали 45 (рис. 13, б) между кристаллами боридов есть зона твердого раствора. В стали 40Х (рис. 13, в) слой составляют только протяженные иглы боридов. Между борированным слоем и сердцевиной формируется зигзагообразная граница раздела.
 |
 |
 |
| а | б | в |
Рисунок 13. Структура борированных слоев в сталях 25ХГТ (а), 45 (б), 40Х (в)






