Участок металлической структуры, в которой объединяются разные детали при эксплуатации сварки, называется сварочным соединением. Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.
Разновидность сварных точек по типу соединения
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
Среди стыковых швов можно различить разные виды:

- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться “пробочными” или в случае дуговой сварки «электрозаклепкой».
Вернуться к оглавлению
Различные виды сварочных швов
Различия сварки и виды сварочных швов по пребыванию в пространстве:
- сварка горизонтальных швов;
- сварка потолочных швов;
- нижние швы.
Применяется при сварочных работах, находящихся снизу на ровной плоскости. Они технически простейшие по исполнению. Высокая прочность стыков объясняется удобными условиями, в которых растопленный металл под своим весом устремляется в сварную ванну, которая расположена горизонтально. Эта работа самая легкая в исполнении и за ней легко уследить. В нахлесточных структурах угольные в нижней позиции выполняются непрерывными, без производства поперечных колебаний.

Горизонтальные сварные швы. Ход сваривания горизонтальных точек связан с некоторыми трудностями. В ходе сваривания поперечным швом на вертикальной поверхности расплавленный металл может стекать на нижний край. Как следствие на верхнем краю может появиться подрез. Использование этого способа в сваривании угольных точек, производимых в горизонтальном расположении, довольно простое и не вызывает каких-либо затруднений. Сама работа похожа на сварочные работы в нижнем расположении и зависит от требуемого шва.
Вертикальные сварочные швы. В сварке вертикально стоящих деталей расположенный снизу металл призван удерживать плавящийся металл сверху, но при этом он получается грубым и в виде чешуи. Значительно сложнее получить качественное соединение при работе, направленной вниз. Сварка вертикальных швов в стоячей плоскости возможна лишь в ориентации снизу вверх и наоборот.
Потолочные швы. Сложнейший по исполнению вид сварных работ. В процессе работы затруднено выделение газов и шлаков, а также сложно расплав удерживать от стекания и добиваться прочности точки. Но несмотря на соблюдение всех техник потолочной сварки, швы все равно уступают по надежности сварочным швам, исполненным в остальных позициях.
Классификация особенностей сварных соединений по очертанию:
- сварка продольных швов;
- создание кольцевых швов.

Для выполнения продольного типа сварочных работ требуется провести доскональную подготовку металла в точке предполагаемой сварки. Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Кольцевые сварные швы. Сварные работы по окружностям требуют большой аккуратности и точности, тут же необходима калибровка сварочных токов, особенно при работе с малыми диаметрами.
Сварка кольцевых швов различается по очертанию. Они бывают:
- выпуклые;
- вогнутые;
- плоские.
Вернуться к оглавлению
Геометрия сварочных швов
Основными геометрическими параметрами являются: ширина, изогнутость, выпуклость и корень стыка.
Шириной называется зазор между обозримо различными гранями сплавления металлов. Изогнутость – это зазор промеж площади, протекающей по обозримым граням точки сварки и определенного металла в точке предельной вогнутости.
Для измерения выпуклости определяется зазор относительно уровней, протекающий по обозримым граням шва и основного металла в точке предельной выпуклости. Корень – это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Можно разделить такие швы по размерным нормам:
- катет;
- толщина;
- расчетная высота.

В угловом сварном шве для угловой сварки длина от уровня первой свариваемой детали до края шва на следующей детали и есть катет угольного шва. Катет относится к важным характеристикам, которые необходимо соблюдать в ходе сварных работ. При простых угольных соединениях с единым размером катет шва задается размером его краев. В сваривании тавровых конструкций катет имеет фиксированную величину, при этом используют единую размерность материалов. А при применении в сварных работах тавровых конструкций разной размерности он приравнивается к толщине более тонкого металла. Катет должен иметь правильные размеры для достижения максимальной крепости соединения, если пользоваться слишком большим катетом, то возможны сварные дефекты.
Начинающим можно упростить работу с деталями, расположив их для сварки «в лодочку». При сварке “в лодочку” сокращается вероятность появления подрезов, и замок получится прочнее.
Толщина угольного шва – это предельное удаление от его уровня до контакта предельного проплавления основного металла.
Что нужно помнить при сварке угловых соединений? Для угловых швов благоприятной считается вогнутая форма уровня с плавным переходом к основе. Это связано с проблематичностью проварки в угольных швах корня на всю толщину. В большинстве вариантов катет и толщину замеряют определенными лекалами.
Чтобы получить максимально прочное соединение, нужно ссылаться на множество факторов. Их учитывают при определении типа соединения в зависимости от необходимых характеристик свариваемых изделий.
Процесс современной сварки относится к высоким технологиям с классификацией и критериями качества. Поскольку главным финальным продуктом являются сварочные швы, они также хорошо описаны, классифицированы и имеют свои критерии качества и способы выполнения.
Стандарты в виде ГОСТов содержат исчерпывающие сведения и условные обозначения вариантов самого разного назначения.
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Один из самых старых и известных среди специалистов стандартов – «ГОСТ 5264 – 80 Ручная дуговая сварка. Соединения сварные». Этот ГОСТ был введен в действие еще в 1981 году, он до сих пор прекрасно справляется со своими задачами: четко и ясно перечислены основные виды сварных швов, их размеры, конструктивные элементы и инструкции, как правильно класть сварочный шов. Отличный пример документа, который не нуждается в корректировках в течение долгого времени.
Виды сварочных швов

Типы сварочных соединений.
Как и методы сварки, виды сварочных швов подпадают под стройную классификацию по разным критериями:
- Способу соединения деталей;
- Положению во время сварки;
- Протяженности ;
- Расположению к силе, действующей на шов.
Самые популярные и важные виды швов объединены в группу по способу соединения деталей:
- Стыковые.
- Угловые.
- Тавровые.
- Внахлест.
Важно! Какой бы вид шва от сварки вы не выбрали, нужно помнить и соблюдать одно простое правило: никакой ржавчины на металле! Предварительная обработка напильником или наждачной бумагой обязательна, вопрос больше не обсуждается.
Швы встык

Классификация электродов для сварки.
Виды сварных соединений включают как очень популярные способы, так и редкие. Стыковые способы можно отнести к высокой популярности: они используются при сварке листового металла или торцов труб. Принципиальное требование для стыкового способа – жесткая фиксация соединяемых деталей с зазором 1 – 2 мм, который заполняется металлом по ходу процесса сварки.
Важнейший «стыковой» вопрос – края деталей, которые будут плавиться и соединяться. Вернее, способ обработки этих краев. Стыковое соединение считается одним из самых надежных и экономичных с точки зрения прочности. Особенно это касается случаев, когда варят с обеих сторон. Предварительная подготовка краев – серьезная составляющая высокого качества шва. Все 32 типа стыковых соединений с вариантами обработки краев изложены в стандарте ГОСТ 5264-80.
Вот некоторые примеры:
- Если лист металла тонкий – меньше 4 мм, предварительная обработка не требуется, это семейство с условными обозначениями С1, С2, С3.
- Если толщина листа в пределах 4 – 12 мм, шов можно варить как с одной, так и с двух сторон. Но в этом случае необходима обработка края зачисткой. Здесь все зависит от требований к качеству сварки. Если вы решили варить с одной стороны, вам придется делать несколько проходов для заполнения шва. Если требуется высокое качество – зачищать и варить нужно с двух сторон. Зачистки бывают в виде V или U. Вариантов множество, все перечислены в ГОСТе, например, условные обозначения С28, С42.
- Если металлический лист толще 12 мм, применяются только двойные швы с обработкой краев с обеих сторон в виде буквы Х. V или U формы зачистки кромок при большой толщине невыгодны: потребуется слишком много металла для их заполнения. А это снижает скорость процесса и повышает расход электродов. Условные обозначения С27, С39, С40.
Нет нужды излагать в данном обзоре все возможные способы сварки металлов дуговым методом в зависимости от толщины листов и способов обработки краев, лучше ГОСТа 5264-80 никто этого не сделает. Поэтому самым правильным решением будет сослаться на него и рекомендовать этот прекрасный образец технической инструкции для тщательного изучения.
 Если коротко по ГОСТу, стыковое семейство делится на:
Если коротко по ГОСТу, стыковое семейство делится на:
- Односторонние и двусторонние без обработки кромок;
- С обработкой одной из кромок;
- С обработкой обеих кромок;
- Распилкой в виде V или X;
- С двусторонней обработкой обеих кромок.
Тавровые соединения
Тавровый способ в разрезе представляет собой букву «Т»: торец одной детали приварен к боковой поверхности другой детали. Чаще всего элементы расположены перпендикулярно друг к другу. В ГОСТе 5264-80 описаны 9 тавровых видов: с Т1 по Т9. Для качественного таврового соединения необходимо глубокое плавление, которое выполняется с помощью автоматической сварки. Если сварка , тщательная обработка кромок обязательна.
Интересная особенность тавровых швов глубокого плавления: они прочнее основного металла. Прочность угловых швов (о них см. ниже), напротив, меньше основного металла. Такого рода различия нужно не просто учитывать, а заранее производить расчеты. Понятие «расчет сварных соединений» входит в особый раздел технической механики, который изучается на инженерных факультетах.
Эти задачи сопромата учитывают главные особенности и недостатки сварочных соединений: неравномерную прочность, неровные процессы нагрева и охлаждения, как результат, возможное коробление, остаточное напряжение или скрытые дефекты.
Угловые соединения

Схема создания вертикального шва.
В некоторых источниках угловые швы при сварке описываются как часть тавровых. Их описать так же легко, как тавровые: угловой профиль напоминает букву «Г», а в ГОСТе 5264-80 они обозначаются с начальной буквой «У»: от У1 до У10.
При кажущейся простоте в сварке углового соединения иногда возникают трудности: металл стекает с угла или вертикальной поверхности на горизонтальную. Решение такой проблемы – контроль движения электрода, чтобы соблюдать правильные углы его наклона, и чтобы это движение было ровным. В этом случае вы получите качественный ровно заполненный шов.
Отличным способом качественной угловой варки является метод, получивший название «сварка в лодочку»: детали расположены друг к другу под прямым углом, длина швов 8 мм и больше.
Если угловых соединений включает листы металла разной толщины – тонкий и толстый – электрод должен быть расположен к более толстой детали под углом 60 градусов, чтобы больше прогрева пришлось на нее. Тогда тонкий металл не прогорит.
Сварка угловых швов предусматривает выполнение правил геометрии сварочных соединений.
Главные геометрические критерии следующие:
- Ширина – зазор между краями сплавления металлов;
- Изогнутость – зазор в точке максимальной вогнутости;
- Выпуклость – зазор в точке максимальной выпуклости;
- Корень стыка – самая далекая от профиля грань (фактическая изнанка)
Сварка углового шва будет самой оптимальной при вогнутой форме уровня. Это объясняется риском неполной проварки угловых швов корня на всю толщину. Если говорить о самом прочном варианте из всех возможных, нужно помнить о множестве разнообразных факторов.

Основные типы сварных швов.
Основные нормы электросварки на величину шва:
- Напряжение тока дуги;
- Темп работы;
- Величина сечения проволоки;
- Величина, плотность, полярность напряжения.
Например, при увеличении силы тока увеличивается глубина провара (размер не меняется). Но в то время, когда дуга усиливается, шов расширяется и, как следствие, падает глубина провара.
Если уменьшается размер сечения сварной проволоки, ток в проводе усиливается, глубина провара увеличивается, а сам шов уменьшается в размерах. Примеров оптимального сочетания факторов сварки много. Все виды сварных соединений содержат главное требование – не нарушать технологии выполнения, заранее планировать и рассчитывать величины всех вводимых параметров.
Швы внахлест
Соединения внахлест: поверхности параллельны друг другу, частично перекрывают друг друга, сварены угловым способом. Это самые простые для исполнения швы – отличный старт для обучения новичков.

Соединение внахлест – схема.
Все типы сварных швов внахлест имеют строгое ограничение по толщине листового металла – он должен быть не больше 8 мм. Здесь важно найти правильный угол наклона электрода – диапазон от 15 до 45 градусов. В ГОСТе соединения внахлест условно обозначены как H1 и H2.
При работе с двумя заготовками часто используется односторонняя точеная сварка, у которой отмечается серьезный недостаток: между деталями формируются зазоры. Влага, коррозия становятся главными врагами при таком способе. Результат такого рода дефектов описывается одним словом – недолговечность.
Тем не менее, соединения внахлест имеют очень широкое применение, вот несколько таких примеров:
- Установка легких конструкций типа павильонов или ларьков;
- Установка рекламных щитов и других конструкций;
- Сборка тентов, навесов.
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Вместе с тем нужно помнить, что надежность и экономичность способа не означает простоту его исполнения. Требования к обработке краев, подгонка множества факторов под условия конкретной сварки, определенные ограничения в применении из-за формы – все это требует жесткой профессиональной дисциплины.

Сварка стыковых швов.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка , общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Швы по положению в пространстве
Следующий критерий классификации – положение поверхностей в пространстве. Таких положений четыре:
- Нижние швы
- Горизонтальные
- Вертикальные
- Потолочные
Если бы можно было выбирать, опытные мастера выбрали бы сварку в нижнем положении. Это самый удобный способ, к тому же лучше контролируется сварочная ванна. Подходящий способ для дебютных работ новичков – здесь практически не встречаются сложности. Зато три остальных пространственных варианта сопряжены с техническими нюансами и специальными требованиями к исполнению.
В сварке в горизонтальном положении главной проблемой выступает сила тяжести – из-за нее металл попросту сползает вниз. Такие соединения можно варить как справа налево, так и слева направо, кому как удобно. Но правило использования электрода одно на всех: угол его наклона должен быть достаточно большим. Конечно, при подборе угла нужно учитывать параметры тока и скорость движения, все взаимосвязано.
Подбирайте, пробуйте, главное – чтобы ванна не стремилась вниз. Если металл все-таки стекает, нужно уменьшить его прогрев – это можно сделать, увеличив скорость движения. Второй вариант – отрывать периодически дугу, чтобы металл хоть чуть-чуть остывал. Метод с отрывом дуги больше подходит новичкам
![]()
Классификация швов по положению в пространстве.
В вертикальных соединениях та же проблема – сила тяжести, но здесь вниз стремится не вся ванна, а капли металла. Обычно в таких случаях берут дугу покороче. Шов варить можно в любом направлении. В Регламенте аттестации сварщиков РД 03-495-02 эти варианты обозначаются как «положение при сварке В1» – вертикальное снизу-вверх (этот способ удобнее). «Положение при сварке В2» – вертикальное сверху вниз, его используют реже, так как здесь необходим жесткий контроль сварной ванны.
Потолочное соединение – самое сложное в подгруппе, для которого понадобится настоящее мастерство. В положении электрода нет никаких других вариантов – держать только под прямым углом к потолку. Дугу взять покороче, скорость круговых движения должна быть постоянной. Выделение газов и шлаков в данном случае затруднено, расплав трудно удержать от стекания. Даже если мастерство на должном уровне, и все технологические требования выполнены верно, потолочный способ уступает по прочности и общему качеству сварочным швам во всех других положениях.
Сварные соединения по очертанию
Как классифицируются сварные швы по очертанию:
- Продольные: требуют самой тщательной подготовки металла в виде доскональной зачистки от заусениц, кромок и любых неровностей, помимо всего необходимо обезжиривание поверхностей участка сварки.
- Кольцевые: это работы по окружностям со своими специальными требованиями – чрезвычайно высокими аккуратностью и точностью.
Варим трубопроводы, особые требования
 К работе с промышленными трубопроводами допускают лишь опытных сертифицированных мастеров с высокой квалификацией. Трубные соединения относятся к вертикальному способу со всеми «вертикальными» нюансами. Особенность заключается в угле, под которым держится электрод, это угол в 45 градусов.
К работе с промышленными трубопроводами допускают лишь опытных сертифицированных мастеров с высокой квалификацией. Трубные соединения относятся к вертикальному способу со всеми «вертикальными» нюансами. Особенность заключается в угле, под которым держится электрод, это угол в 45 градусов.
Ширина трубного шва может достигать 4 см, это зависит от толщины самой трубы. Для этого вида сварки предусмотрены отдельные стандарты, например, в ГОСТе 16037-80 описаны размеры швов для различных соединений конструкций трубопроводов.
Зачистка сварных швов
По своему виду вновь сваренные швы иногда напоминают келоидные рубцы на коже человека: они выпуклые и выступают над поверхностью. Шлак, окалина, капли металла часто остаются на поверхности. Убрать все это можно и нужно, процесс называется зачисткой швов.
Его этапы:
- Сбить окалину молотком или зубилом;
- Выровнять участок болгаркой;
- Иногда нужно нанести тонкий слой расплавленного олова (лужение).
Брак и швейные дефекты
Самый частый дефект в работе новичка – кривой шов с неровным заполнением. Такая картина – результат неравномерного ведения электрода, он буквально пляшет в руках юного мастера. Здесь вам понадобятся упорство и труд: с опытом все это проходит без следа. Вторая по частоте ошибка – неверный выбор силы тока или длины дуги, после чего остаются «подрезы» или неровное заполнение. При одних дефектах больше страдает эстетика, при других – прочность.
Непровар – недостаточное заполнение металлом стыка деталей. Его нужно исправлять, так как речь идет о прочности соединения.
В каких случаях появляется непровар:
- Некачественная обработка (или отсутствие таковой) кромок поверхностей;
- Слишком слабая сила тока;
- Слишком быстрое движение электрода.
Подрез – ненужная канавка вдоль шва. Диагноз простой, это выбор слишком длинной дуги. Лечение тоже понятное: либо дугу покороче, либо силу тока побольше.

Примеры схем движения электрода.
Прожог – банальная дырка в шве по следующим причинам:
- Широкий зазор между краями;
- Слишком большая сила тока;
- Низкая скорость движения электрода
И здесь ищем оптимальное соотношение трех составляющих: тока, ширины зазора, движения электрода.
Поры и наплывы – множественные отверстия малого размера. Это критический , влияющий на прочность соединения.
- Грязь и ржавчина на металле;
- Попадание кислорода к расплавленному металлу (при сквозняке);
- Некачественная обработка кромок;
- Электроды низкого качества;
- Использование присадочных проволок;
Трещины – серьезные нарушения целостности швов. Появляются после остывания металла и по своей сути являются предвестниками разрушения самого шва. В данном случае спасет только новая сварка или полное удаление старого шва и повторное накладывание нового.
Можно ли новичку самостоятельно научиться накладывать качественные швы? Да, без сомнений. В некоторых источниках присутствует слово «с легкостью». Легкости лучше не обещать, потому что сварка никогда не была легким и безопасным процессом. Но определить последовательные и выполнимые шаги вполне возможно самостоятельно. Принцип – от простого к сложному. Безусловно, все основные типы сварочных соединений имеют свои секреты и тонкости, которые нужно освоить.
Для дебютантов лучше всего подойдет электрическая дуговая сварка. Самый оптимальный вариант – начинать учиться под присмотром опытного наставника. Но если такой возможности нет, в сети огромное количество видеороликов с показом всех действий и подробнейшими разъяснениями к ним.

Однопроходные и многопроходные швы.
Главный начальный этап – это грамотная подготовка нужного оборудования.
Вот что нужно подготовить для электрической дуговой сварки:
- Сварное оборудование (разные типы);
- с правильно подобранным диаметром (чрезвычайно важно!)
- Молоток для зачистки остывшего шва;
- Металлическая щетка для той же зачистки сварного участка
- Маска, специальный световой фильтр.
Требования к одежде простые: она должна быть плотной, с длинными рукавами и перчатками. Пригодятся выпрямитель с трансформатором (особенно если оборудование старое).
Итог
Основные типы сварных соединений уложены в рамки точной и ясной классификации с условными обозначениями и детальным описанием технологических особенностей и советов. Один из самых популярных стандартов – ГОСТ 5264-80 с описанием практически всех видов сварочных швов.
Научиться сварке можно самостоятельно по принципу «от простого к сложному». «Простым» началом для исполнения можно взять швы внахлест. Закончить можно работой высшего пилотажа – сваркой при потолочном расположении поверхностей. Желаем чистого металла, хороших заказов и рабочего настроения.
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов . Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными , хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения :
- - шов стыкового соединения
- - шов таврового соединения
- - шов нахлесточного соединения
- - шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- - Односторонним
- - Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- - Без скоса кромок
- - Со скосом кромок

Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение - процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
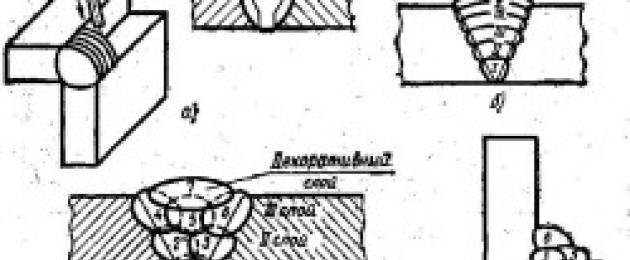
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.

- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:

- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка "в лодочку" используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.

- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться . О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- - нормальные
- - выпуклые
- - вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- - нижнее
- - горизонтальное
- - вертикальное
- - потолочное

Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- - сплошные (непрерывные)
- - прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Сварное соединение - это элемент конструкции или участок изделия, на котором с помощью сварки производится соединение двух его деталей в одну. При этом отдельные детали соединения могут состоять как из одного и того же металла, так и из разнородных металлов и их сплавов.
Сварные соединения и их характеристики - это очень важная классификация, на основании которой определяется применяемый метод сварки и выбираются ее режимы.
Виды сварных швов.
Сварной шов - это место сплава разных элементов одной конструкции. Во время сварки металл в этом месте расплавляется, а впоследствии, остывая, кристаллизуется, что обеспечивает прочность и герметичность шва.
Сварные швы могут иметь различную форму сечения. По этому параметру сварные швы подразделяются на
стыковые, отличительной особенностью которых является то, что отдельные элементы изделия перед сваркой прикладываются друг к другу на одной плоскости методом «встык».
- угловые, в которых составные части конструкции присоединяются друг к другу под определенным углом.

- прорезные или электрозаклепочные - здесь отдельные элементы конструкции присоединяются друг к другу в одной части с помощью установки специальной сварной заклепки. При этом верхняя деталь проплавляется полностью, а нижняя - частично

В зависимости от того, какой сварной шов наблюдается на месте соединения двух деталей изделия, различают различные виды сварного соединения, каждый из которых имеет свои отличительные особенности и сферы применения.
Все сварные соединения можно разделить на
- стыковые соединения
- угловые соединения
- тавровые соединения
- нахлесточные соединения
- торцевые соединения.

Характеристики сварных соединений.
Теперь рассмотрим поподробнее различные сварные соединения и их характеристики.
Стыковое соединение - это сплав двух деталей изделия, расположенных на одной плоскости, с использованием сварных технологий. При стыковом соединении части прикасаются друг к другу своей торцевой стороной. Выделяют разные подвиды стыковых соединений:
Соединение, не имеющее скоса кромки
Соединение со скосом кромки криволинейной формы
Соединение со скосом кромки V-образной формы
Соединение со скосом кромки Х-образной формы
Угловое соединение - это сплав разных составных частей конструкции или разных деталей одного изделия, размещенных под определенным углом по отношению друг к другу. Сварной шов при этом располагается в том месте, где отдельные детали соприкасаются.
Тавровое соединение - это сплав разных элементов одного изделия, где одна деталь конструкции своим торцевым концом присоединяется к боковой поверхности второй детали.
Нахлесточное сварное соединение - это сплав разных элементов изделия, при котором оба элемента расположены на параллельных плоскостях по отношению друг другу и отчасти друг на друга накладываются.
Торцевое сварное соединение отличается от прочих видов тем, что отдельные его элементы привариваются друг к другу боковыми поверхностями.
Выбор вида сварного соединения зависит от конфигурации конечного элемента и от того, какие требования к соединению предъявляются. В результате должно получиться работоспособное изделие, которое способно переносит высокие нагрузки, не поддаваться воздействию окружающей среды и не проявлять усталостное разрушение. Часто именно от качества сварного соединения и от правильности выбора его разновидности зависит долговечность получаемого изделия, поэтому очень важно внимательно подходить к этому этапу работы и учитывать при этом не только то, где именно и как должно работать получаемое изделие, но и то, из каких материалов и их сплавов оно состоит. При этом одинаково важна и квалификация самого сварщика, и квалификация мастера, занимающегося проектированием сварной конструкции.
Результативность и качество работы зависит от наличия необходимого инструмента, материала и умений. На успех в любом деле, какого бы направления он ни был, существенно влияет также и знание теории. Сварочные работы принято считать одними из наиболее распространенных.
Для этого вида деятельности нужен материал, оборудование, опыт работы, а также теоретические знания. Овладев необходимой информацией, человек получает представление о том, что такое шов, какая существует классификация сварных швов и как подобрать оптимальный вариант для сцепления различных металлических изделий.
Что собой представляет сварочный шов?
Во время сварочных работ в процессе задействованы три металлических участка: между собой при помощи третьего, которым выступает электрод, скрепляются два куска железа. В месте соединения друг с другом металлических деталей происходит термический процесс, образующий шов. Таким образом, шов - это часть полученная в результате воздействия плавленого и затвердевшего железа.

Соединять методом сварки можно любые металлы. Они имеют свои особенности структуры, в соответствии с которыми подбирается определенный тип крепления. Классификация производится в зависимости от типа сцепления, материала и других параметров. Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Размеры
Существует классификация сварных швов по протяженности. В зависимости от размеров, бывают:
- Короткие. Размер не превышает 30 см. Такой шов появляется в результате сварки, выполняемой в одном направлении от самого начала до конца.
- Средние. Длина шва - от 30 см до 1 метра. Данные швы свариваются от середины к краям. Для них идеально подходит обратно-ступенчатый способ. Его суть заключается в том, что весь шов разделяется на несколько участков, которые поочередно обрабатываются сваркой. Каждый из этих отрезков имеет длину от 10 до 30 см.
- Длинные (свыше одного метра). Свариваются так же, как и средние швы, с той лишь разницей, что количество участков здесь будет больше.
Виды сварных соединений
Классификация сварных швов осуществляется также по типу крепления. Существует четыре вида соединений:
- стыковое;
- тавровое;
- внахлест;
- угловое.
Самый распространенный вид
Во время стыкового сцепления учитывается толщина изделия. Это позволяет сэкономить значительную часть материала.

Стыковое сцепление считается наиболее популярным. Это обусловлено тем, что данный процесс сварки - самый быстрый и экономный.
Для данного типа сцепления характерна Т-образная форма соединения металлических изделий. Как и в стыковом сцеплении, особое внимание уделяется толщине метала, в зависимости от которой швы бывают односторонние и двухсторонние.

Применяя данный вид сцепления, необходимо придерживаться следующих рекомендаций:
- Выполняя тавровую сварку при сцеплении двух изделий, имеющих различную толщину, необходимо сварочную горелку по отношению к изделию потолще держать под углом в 60 градусов.
- Сварочные работы можно облегчить, если расположить конструкцию «в лодочку». Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.
- Если один проход сварочной горелки окажется малоэффективным, поскольку могут оставаться дефектные участки, их следует варить, осуществляя колебания сварочных электродов.
- В тавровом соединении можно ограничиться и односторонней сваркой. Для этого нужно использовать сварочную аппаратуру Oineo Tronic Pulse, которая позволяет осуществить RW-варку.
Сварка внахлест
Принцип данного заключается в двухстороннем приваривании изделий, толщина которых не более 1 см. Эта сварка применяется в случаях, когда необходимо предотвратить попадание влаги в промежуток между стальными листами. В результате такой работы образуется два шва. Данный вид сварного соединения считается продолжительным и не является экономным, поскольку для работы требуется больше материалов.

Угловое сцепление
Данный тип сварки применяется для соединения металлических изделий в положении перпендикулярно друг к другу. В зависимости от толщины листов угловая сварка характеризуется наличием или отсутствием скошенных краев. При необходимости данный вид соединения производится с внутренней части изделия.

Формы сварных швов
Классификация сварных швов по форме наружной поверхности определяет три типа:
- Плоские. Эффективны при динамической и знакопеременной нагрузке, поскольку у этих швов (как и у вогнутых) отсутствует концентрация напряжения, способная вызвать резкие перепады и разрушить сварочное сцепление.
- Вогнутые. Допустимой считается вогнутость шва, не превышающая 0,3 см. В противном случае вогнутость сварного шва считается чрезмерной и расценивается как дефект. Измеряется уровень вогнутости на участке, где имеется наибольший прогиб.
- Выпуклые швы. Возникают в результате скопления большого количества застывшего металла и считаются неэкономными. Но в то же время сварное соединение, дающее выпуклый шов, эффективнее при статической нагрузке, чем соединение с плоским или вогнутым сварным швом. Показатель выпуклости - это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
Классификация сварных швов по положению в пространстве
Согласно критерию размещения в пространстве имеется четыре типа швов, каждому из которых присущи свои особенности и рекомендации для сварки:
- Нижние швы. В техническом аспекте считаются самыми простыми. Сваривание нижних швов производится на ровной поверхности в позиции снизу. Данный процесс характеризуется высокой результативностью и качеством. Это обусловлено более комфортными условиями для сварщика. Расплавливаемый металл своим весом направлен в расположенную в горизонтальном положении сварную ванну. За варкой нижних швов легко уследить. Работа выполняется быстро.
- Горизонтальные швы. Свариваются немного труднее. Проблема заключается в том, что растапливаемый металл под воздействием своего веса затекает на нижние края. Это может повлечь за собой появление подрезов в области верхнего края.
- Вертикальные швы. Являются результатом соединений металлических изделий, размещенных в вертикальной плоскости.
- Потолочные швы. Данная сварка считается самой трудной и ответственной. Характеризуется минимальным комфортом. В процессе сварки утрудняется выделение шлаков и газов. С этим делом справится не каждый, необходим большой опыт, так как удержать в ходе работы падающий на лицо шлак непросто. При этом важно соблюдать качество и прочность соединения.
Как обозначаются сварные швы и соединения?
Классификация и обозначение сварных швов производится при помощи специальных значков, линий и выносок. Они размещаются на и на самой конструкции. Классификация сварных соединений и швов обозначается, согласно нормативному документу, при помощи специальных линий, которые могут быть сплошными или штриховыми. Непрерывными обозначаются видимые сварные швы, штриховыми - невидимые.
Условные обозначения шва ставятся на полке от выноски (в случае если шов расположен на лицевой части). Или, наоборот, под полкой, если шов размещен с обратной стороны. При помощи значков указывается классификация сварных швов, их прерывистость, размещение отрезков для сварки.
Рядом с основными значками располагаются дополнительные. Они содержат вспомогательную информацию:
- о снятии усиления сварного шва;
- об обработке поверхности для плавного перехода к основному металлу и предотвращения наплывов и неровностей;
- о линии, по которой производится шов (является ли она замкнутой).
Для идентичных конструкций и изделий одного ГОСТа предусмотрены стандартные условные обозначения и технические требования. Если же в конструкции имеются одинаковые швы, то им лучше дать порядковые номера и разбить на группы, которым также для удобства присваиваются номера. Вся информация о количестве групп и швов должна быть указана в нормативном документе.
Положение шва
Классификация сварных швов осуществляется на основе положения шва. Они бывают:
- Односторонние. Образуются в результате сварки листов, толщина которых не превышает 0,4 см.
- Двухсторонние. Возникают при двухстороннем сваривании металлических листов толщиной 0,8 см. Для каждого случая соединения рекомендуется оставлять 2-миллиметровые зазоры, обеспечивающие качество сцепления.
Возможные изъяны
Дефекты во время сварочных работ могут возникать по причине чрезмерно большой силы тока и напряжений на дуге. Также это может быть результатом неправильных манипуляций с электродами. Классификация по месту их расположения:
- Внутренние. Для их выявления применяется методика, заключающаяся в контроле: не разрушающем конструкцию, разрушающем полностью или частично.
- Наружные. Они легко выявляются при внешнем осмотре.
По причине нарушения режима сварки, вызванного отсутствием необходимого опыта, недостаточной подготовительной работой, проведением неправильных замеров, дефекты делятся на:
- Непровар. Проявляется в локальном отсутствии сплавлений между соединяемыми элементами. Дефект приводит к увеличению концентрации напряжения и уменьшению сечения шва. Конструкция с таким изъяном характеризуется пониженной прочностью и надежностью. Причиной непровара могут быть как недостаточная сила тока, так и сварка в быстром режиме.
- Подрез. Дефект заключается в локальном уменьшении толщины основного металла. Данная проблема наблюдается возле границ сварных швов.
- Прожог. Изъян имеет вид полости в сварном шве. Она возникает по причине утечки расплавленного металла из ванны сварки. Прожог - это недопустимый дефект, его нужно срочно исправить.
- Незаваренный кратер или углубление. Возникает по причине обрывов дуги во время подхода к концу шва.
- Наплыв. Дефект проявляется в затекании металла сварного шва на основной металл без их сплавления.

Причины дефектов могут быть самыми разными, но они одинаково способны снизить прочность сцепления, эксплуатационную надежность, точность и испортить внешний вид изделия.