d 0 =A-K(r M +S/2)-2ft,
Οπου!)! - εξωτερική διάμετρος της πλευράς. g m - ακτίνα καμπυλότητας της μήτρας. S - πάχος του τεμαχίου εργασίας.η - ύψος σανίδας.
Πρεσάρισμα (Εικ. 17.46,β) - μείωση της περιμέτρου της διατομής του κοίλου τεμαχίου εργασίας. Στη ζώνη παραμόρφωσης, το πάχος του τοιχώματος του προϊόντος αυξάνεται ελαφρώς. Για να αποφευχθεί ο σχηματισμός διαμήκων πτυχών στο πτυχωμένο τμήμα, είναι απαραίτητο να τηρηθεί ο λόγος πτυχής
K=~- = 1,2 ...1,4,
όπου £ zag, d m είναι η διάμετρος του τεμαχίου εργασίας και του τμήματος.
Η σφράγιση κρύου φύλλου πραγματοποιείται κυρίως σε πρέσες στροφάλου. Με βάση τα τεχνολογικά χαρακτηριστικά, οι μηχανικές πρέσες χωρίζονται σε πρέσες μονής, διπλής και τριπλής δράσης (μίας, δύο και τριών ολισθητήρων, αντίστοιχα). Το κινηματικό διάγραμμα μιας πρέσας σφράγισης λαμαρίνας μονής δράσης με μανιβέλα είναι από πολλές απόψεις παρόμοιο με το διάγραμμα μιας θερμής πρέσας σφράγισης με μανιβέλα.
Η πρέσα διπλής ενέργειας (Εικ. 17.47) είναι σχεδιασμένη για βαθύ τράβηγμα μεγάλων εξαρτημάτων. Διαθέτει δύο ολισθητήρες - εσωτερικά 3 που κινούνται με μανιβέλα και εξωτερικά 2 που κινούνται από έκκεντρα 1 τοποθετημένα στον άξονα. Πρώτα, ο εξωτερικός ολισθητήρας προσπερνά τον εσωτερικό και πιέζει τη φλάντζα του τεμαχίου εργασίας πάνω στη μήτρα. Κατά τη διάρκεια του σχεδίου με μια διάτρηση στερεωμένη στον εσωτερικό ολισθητήρα, ο εξωτερικός ολισθητήρας είναι ακίνητος. Στο τέλος της κουκούλας ανεβαίνουν τα ρυθμιστικά.
 |
Ρύζι. 17.47. Διάγραμμα πρέσας διπλής ενέργειας μονής μανιβέλας
Οι υδραυλικές πρέσες χρησιμοποιούνται για την ψυχρή σφράγιση προϊόντων μεγάλου μεγέθους.
Τα γραμματόσημα χρησιμοποιούνται ως εργαλείο για τη σφράγιση με κρύα λαμαρίνα. Αποτελούνται από μπλοκ εξαρτημάτων και εξαρτήματα εργασίας - μήτρες και διατρήσεις. Τα εξαρτήματα εργασίας παραμορφώνουν άμεσα το τεμάχιο εργασίας. Τα τμήματα του μπλοκ (άνω και κάτω πλάκες, κολώνες οδήγησης και δακτύλιοι) χρησιμεύουν για τη στήριξη, την καθοδήγηση και τη στερέωση των τμημάτων εργασίας της μήτρας. Με βάση τα τεχνολογικά χαρακτηριστικά, διακρίνονται μήτρες απλής, διαδοχικής και συνδυασμένης δράσης.
Στο γραμματόσημοαπλή ενέργεια (Εικ. 17.48) εκτελείται μία λειτουργία σε μία διαδρομή της διαφάνειας, επομένως ονομάζεται μονολειτουργική. Με την κάτω πλάκα, η σφραγίδα τοποθετείται στο τραπέζι πρέσας και στερεώνεται σε αυτό με μπουλόνια και σφιγκτήρες, η επάνω πλάκα των μικρών καλουπιών στερεώνεται στη πλάκα χρησιμοποιώντας ένα στέλεχος και η επάνω πλάκα των μεγάλων καλουπιών είναι προσαρτημένη στη διαφάνεια. με τον ίδιο τρόπο όπως η κάτω πλάκα στο τραπέζι πρέσας. Η λωρίδα ή η ταινία τροφοδοτείται στη στάμπα μεταξύ των οδηγών χάρακα μέχρι να σταματήσει, γεγονός που περιορίζει το βήμα τροφοδοσίας της ταινίας ή της ταινίας. Χρησιμοποιείται εξολκέας για την αφαίρεση του καλουπιού από τη διάτρηση.
Στο γραμματόσημοδιαδοχική δράση: σε μία διαδρομή της πλάκας, δύο ή περισσότερες λειτουργίες εκτελούνται ταυτόχρονα σε διαφορετικές θέσεις και το τεμάχιο εργασίας μετά από κάθε διαδρομή της πρέσας μετακινείται σε ένα βήμα τροφοδοσίας. Στο Σχ. Το 17.49 δείχνει ένα διάγραμμα μιας σφραγίδας διαδοχικής δράσης για διάτρηση και κοπή. Για κάθε διαδρομή πίεσης, το τεμάχιο εργασίας τροφοδοτείται για να σταματήσει το 1, μετά τρυπήστε 3 τρύπες στο τεμάχιο εργασίας και τρυπήστε το 2, στην επόμενη διαδρομή πίεσης, κόβετε το εξάρτημα.
Στο γραμματόσημοσυνδυασμένη δράση (Εικ. 17.50) κατά τη διάρκεια μιας διαδρομής του ολισθητήρα πρέσας, εκτελούνται δύο ή περισσότερες λειτουργίες σε μία θέση χωρίς να μετακινείται το τεμάχιο εργασίας προς την κατεύθυνση τροφοδοσίας. Κατά την οδήγηση
Ο ολισθητήρας προς τα κάτω, η διάτρηση 5 και η μήτρα 8 κόβουν το τεμάχιο εργασίας από τη λωρίδα 6 και η διάτρηση 7 τραβάει ταυτόχρονα το προϊόν στη μήτρα 5. Η σειρά των εργασιών σχεδίασης υποδεικνύεται στο σχήμα από τις θέσεις 10...12.
Οι διαδοχικές n συνδυασμένες σφραγίδες δράσης ονομάζονται πολυλειτουργικές. Είναι πιο παραγωγικά από αυτά μιας λειτουργίας, αλλά είναι πιο περίπλοκα και ακριβά στην κατασκευή τους. Χρησιμοποιούνται σε μεγάλης κλίμακας και μαζική παραγωγή.
Το μοντέλο χρησιμότητας σχετίζεται με τον τομέα της μορφοποίησης μετάλλων, δηλαδή την ψυχρή σφράγιση ακατέργαστων ελασμάτων, και μπορεί να χρησιμοποιηθεί για την αύξηση του ύψους του σφαιριδίου στην κατασκευή εξαρτημάτων με κυλινδρικό σφαιρίδιο. Η συσκευή φλάντζας περιέχει μια κυλινδρική διάτρηση με ένα τμήμα ακτίνας στρογγυλεμένο στο επίπεδο άκρο, μια μήτρα, έναν σφιγκτήρα και έναν κάτω σφιγκτήρα, ενώ η διάμετρος του επίπεδου άκρου του διατρητή είναι κατασκευασμένο με ένα μέγεθος που καθορίζεται από την εξάρτηση: όπου d 0 είναι η διάμετρος της οπής στο τεμάχιο εργασίας, [K om] είναι το στήριγμα η τιμή του συντελεστή φλάντζας (λιγότερο από ένα), ο κάτω σφιγκτήρας έχει μια ζώνη στρογγυλοποίησης ακτίνας που καλύπτει την ακτίνα στρογγυλοποίησης της διάτρησης, με τιμή ακτίνας ίσο με R=R n +S 0 όπου R n είναι η ακτίνα της διάτρησης και S 0 το πάχος του τεμαχίου εργασίας. Το κέντρο καμπυλότητας της ζώνης σύσφιξης ακτίνας μετατοπίζεται σε σχέση με το κέντρο της στρογγυλοποίησης της ακτίνας της διάτρησης στην οριζόντια κατεύθυνση από τον άξονα της σφραγίδας κατά μια απόσταση, η τιμή της οποίας καθορίζεται από την εξάρτηση: ![]() όπου d είναι η διάμετρος της πλευράς του εξαρτήματος και d 0 είναι η αρχική διάμετρος της οπής στο τεμάχιο εργασίας, k = 1,05..1,15 είναι ένας συντελεστής που χαρακτηρίζει την αύξηση της πλαστικότητας του υλικού στην άκρη του παραμορφώσιμου τρύπα ως αποτέλεσμα της εφαρμογής πρόσθετων θλιπτικών τάσεων σε αυτήν. Εικ.3
όπου d είναι η διάμετρος της πλευράς του εξαρτήματος και d 0 είναι η αρχική διάμετρος της οπής στο τεμάχιο εργασίας, k = 1,05..1,15 είναι ένας συντελεστής που χαρακτηρίζει την αύξηση της πλαστικότητας του υλικού στην άκρη του παραμορφώσιμου τρύπα ως αποτέλεσμα της εφαρμογής πρόσθετων θλιπτικών τάσεων σε αυτήν. Εικ.3
Το μοντέλο χρησιμότητας σχετίζεται με τον τομέα της μορφοποίησης μετάλλων, δηλαδή την ψυχρή σφράγιση ακατέργαστων ελασμάτων, και μπορεί να χρησιμοποιηθεί στην κατασκευή κοίλων εξαρτημάτων με ψηλή πλευρά.
Υπάρχει ένας γνωστός σχεδιασμός εξοπλισμού για φλάντζα, στον οποίο ένα τεμάχιο εργασίας με μια τρύπα πρώτα στρώνεται πλήρως με χάντρες και στη συνέχεια το σφαιρίδιο ανοίγεται, ενεργώντας ταυτόχρονα στο άκρο του σφαιριδίου και στο δακτυλιοειδές τμήμα του τεμαχίου εργασίας δίπλα στο σφαιρίδιο το κατεργαζόμενο τεμάχιο (AC 1817720, IPC B 21 D 22/00, εκδ. 1993.05 .23). Η δημιουργία αξονικών και ακτινικών συμπιεστικών τάσεων στο άκρο του τεμαχίου με φλάντζα αυξάνει την ολκιμότητα του μετάλλου και καθιστά δυνατή την αύξηση του ύψους του σφαιριδίου σε σύγκριση με τη συμβατική φλάντζα.
Το μειονέκτημα αυτού του εξοπλισμού είναι η πολυπλοκότητά του. Κατά την εφαρμογή αυτής της μεθόδου σε πρέσες, ο εξοπλισμός σφράγισης γίνεται πολύ περίπλοκος λόγω της ανάγκης να εξασφαλιστούν οι απαιτούμενες κινήσεις των ανεξάρτητων στοιχείων της σφραγίδας κατά τη διαδικασία παραμόρφωσης.
Το πλησιέστερο στην τεχνική ουσία του σχεδίου που αξιώνεται, το οποίο υιοθετείται ως πρωτότυπο, είναι ο σχεδιασμός του εξοπλισμού, ο οποίος αποτελείται από μια φλάντζα με ζώνη στρογγυλοποίησης ακτίνας, έναν επίπεδο σφιγκτήρα, μια μήτρα φλάντζας και έναν κάτω σφιγκτήρα που βρίσκεται κάτω από φλάντζα διάτρησης (AC No. 275986, IPC B 21 d 19/06, pub. 1970.01.01). Για να αυξηθεί ο επιτρεπόμενος βαθμός παραμόρφωσης, δημιουργούνται συμπιεστικές τάσεις παράλληλες προς τον άξονα της μήτρας στην άκρη της οπής χρησιμοποιώντας έναν χαμηλότερο σφιγκτήρα και μια φλάντζα. Ως αποτέλεσμα της συμπίεσης της άκρης της οπής μεταξύ των κωνικών επιφανειών του κάτω σφιγκτήρα και της φλάντζας,
συμπιεστικές τάσεις που αυξάνουν την πλαστικότητα του μετάλλου, γεγονός που αυξάνει τις τελικές δυνατότητες της διαδικασίας.
Το μειονέκτημα του σχεδιασμού είναι ότι κατά την κατασκευή ενός κυλινδρικού σφαιριδίου, στο τελικό στάδιο της διαδικασίας παραμόρφωσης, το τεμάχιο εργασίας βγαίνει σε επαφή με τον κάτω σφιγκτήρα. Ο κάτω σφιγκτήρας σταματά να δημιουργεί θλιπτικές τάσεις στην άκρη. Ως αποτέλεσμα αυτού, το μοτίβο κατάστασης τάσης σε αυτό αλλάζει ξανά σε μονοαξονική τάση. Δεδομένου ότι αυτή τη στιγμή η πλαστικότητα του μετάλλου έχει ήδη εξαντληθεί (η τιμή του συντελεστή φλάντζας υπερβαίνει την οριακή τιμή), το τεμάχιο εργασίας καταστρέφεται στην άκρη της οπής.
Επιπλέον, με την εφαρμογή θλιπτικών τάσεων από την αρχή της διαδικασίας φλάντζας, οι ακτινικές τάσεις στη ζώνη στρογγυλοποίησης ακτίνας της φλάντζας φλάντζας αυξάνονται και η καταστροφή του τεμαχίου αρχίζει να συμβαίνει με τη μορφή διαχωρισμού πυθμένα (παρόμοια με τη διαδικασία τραβήγματος ). Αυτό δεν επιτρέπει την επίτευξη μεγάλων βαθμών παραμόρφωσης στη διαδικασία στο σύνολό της. Κατά την αρχική στιγμή της παραμόρφωσης του τεμαχίου εργασίας, οι δυνάμεις τριβής από τον κάτω σφιγκτήρα είναι επιβλαβείς.
Ο στόχος της εφεύρεσης είναι να αυξήσει τον μέγιστο συντελεστή φλάντζας με τη σχετική απλότητα του σχεδιασμού του εξοπλισμού της μήτρας.
Το πρόβλημα επιλύεται λόγω του γεγονότος ότι σε μια συσκευή φλάντζας που περιέχει μια κυλινδρική διάτρηση με ένα τμήμα ακτίνας στρογγυλεμένο στο επίπεδο άκρο, μια μήτρα, έναν σφιγκτήρα και έναν κάτω σφιγκτήρα, η διάμετρος του επίπεδου άκρου του διατρητή είναι κατασκευασμένη με μια τιμή που καθορίζεται από την εξάρτηση:
![]()
όπου d 0 είναι η διάμετρος της οπής στο τεμάχιο εργασίας, [K om] είναι η οριακή τιμή του συντελεστή φλάντζας, ο κάτω σφιγκτήρας έχει μια ζώνη στρογγυλοποίησης ακτίνας που καλύπτει την ακτίνα στρογγυλοποίησης της διάτρησης, με ακτίνα ίση με
όπου R n είναι η ακτίνα της διάτρησης και S 0 είναι το πάχος του τεμαχίου εργασίας, ενώ το κέντρο καμπυλότητας της ζώνης ακτίνας του κάτω σφιγκτήρα μετατοπίζεται σε σχέση με το κέντρο της ακτίνας στρογγυλοποίησης της διάτρησης στην οριζόντια κατεύθυνση από τον άξονα της μήτρας κατά μια απόσταση, η τιμή της οποίας καθορίζεται από την εξάρτηση:
![]()
όπου d είναι η διάμετρος της πλευράς του εξαρτήματος, a d 0 είναι η αρχική διάμετρος της οπής στο τεμάχιο εργασίας, k = 1,05-1,10 είναι ένας συντελεστής που χαρακτηρίζει την αύξηση της πλαστικότητας του υλικού στην άκρη της παραμορφώσιμης οπής ως αποτέλεσμα της εφαρμογής πρόσθετων θλιπτικών τάσεων σε αυτό.
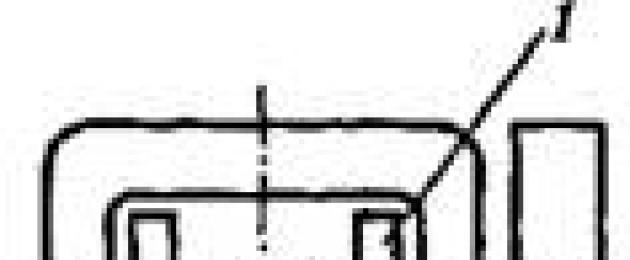
Η συσκευή της εφεύρεσης απεικονίζεται στο σχέδιο, όπου το σχήμα 1 δείχνει τη συσκευή στην αρχική της θέση, το σχήμα 2 δείχνει τη θέση της συσκευής τη στιγμή που ο κάτω σφιγκτήρας επενεργεί στην άκρη της οπής με σφαιρίδια, δημιουργώντας συμπιεστικές τάσεις σε αυτήν. Το σχήμα 3 δείχνει τη συσκευή στο τελικό στάδιο της διαδικασίας φλάντζας.
Η συσκευή αποτελείται από μια διάτρηση 1, η οποία έχει μια ακτίνα στρογγυλεμένη από το κυλινδρικό τοίχωμα προς το επίπεδο άκρο, έναν σφιγκτήρα 2, ο οποίος πιέζει το τεμάχιο εργασίας 3 στη μήτρα 4. Κάτω από τη διάτρηση φλάντζας υπάρχει ένας κάτω σφιγκτήρας 5, ο οποίος έχει ζώνη στρογγυλοποίησης ακτίνας, που καλύπτει τη ζώνη στρογγυλοποίησης της διάτρησης για φλάντζα 1.
Η συσκευή λειτουργεί ως εξής.
Το τεμάχιο εργασίας 1, που έχει μια οπή με διάμετρο d o, τοποθετείται στη μήτρα 4 και πιέζεται πάνω του με ένα σφιγκτήρα 2. Μετά από αυτό, αρχίζει η διαδρομή εργασίας του διατρητή 1. Η διάτρηση έχει ένα επίπεδο άκρο με διάμετρο ίση με ρε. Κατά τη διάρκεια της διαδρομής εργασίας της διάτρησης αρχίζει
διαμορφώνοντας τη χάντρα με αύξηση της διαμέτρου της οπής με χάντρες. Η διαδικασία πραγματοποιείται ως συνήθως φλάντζα. Η διάμετρος του επίπεδου άκρου της διάτρησης καθορίζεται από την εξάρτηση
![]()
όπου d 0 είναι η διάμετρος της οπής στο τεμάχιο εργασίας και είναι η οριακή τιμή του συντελεστή φλάντζας.
Η παρουσία ενός συντελεστή (0,8-0,9) μπορεί να θεωρηθεί ως παράγοντας ασφαλείας που προστατεύει το τεμάχιο εργασίας από την καταστροφή κατά τη διαδικασία της σφαιροποίησης, εφόσον ο κάτω σφιγκτήρας δεν επηρεάζει την άκρη της οπής με χάντρες. Η τιμή του περιοριστικού συντελεστή φλάντζας προσδιορίζεται από βιβλιογραφία αναφοράς (για παράδειγμα, Romanovsky V.P. Handbook on cold stamping. - L. Mashinostroenie, 1979, σελ. 221, πίνακας 111).
Με την περαιτέρω διαδρομή εργασίας του διατρητή 1, όταν η διάμετρος της οπής φλάντζας έχει αυξηθεί στην τιμή d (οι δυνατότητες του μετάλλου με απλή φλάντζα έχουν εξαντληθεί), πρέπει να δημιουργηθούν συμπιεστικές τάσεις στην άκρη του τεμαχίου εργασίας για περαιτέρω παραμόρφωση . Αυτές οι τάσεις δημιουργούνται ως αποτέλεσμα του γεγονότος ότι η άκρη του τεμαχίου προς κατεργασία συμπιέζεται μεταξύ της διάτρησης 1 και του κάτω σφιγκτήρα 5.
Δηλαδή, όταν η διάμετρος της οπής φτάσει σε μια τιμή κοντά στο μεγαλύτερο μέγεθος που μπορεί να ληφθεί με φλάντζα της οπής χωρίς να συμμετέχει στη διαδικασία παραμόρφωσης του κάτω σφιγκτήρα, η άκρη του τεμαχίου εργασίας συμπιέζεται μεταξύ της διάτρησης και του κάτω σφιγκτήρας. Σε αυτή την περίπτωση, ολόκληρη η δύναμη σύσφιξης συγκεντρώνεται σε μια μικρή περιοχή κοντά στην άκρη της οπής, η οποία σας επιτρέπει να αλλάξετε την κατάσταση τάσης της άκρης του τεμαχίου εργασίας από γραμμική τάση σε ένα επίπεδο διαφορετικό σχέδιο, χωρίς υπερβολική παραμόρφωση του υλικού και με ελάχιστη δύναμη παραμόρφωσης.
Η παρουσία θλιπτικής τάσης στην άκρη αυξάνει την πλαστικότητα του μετάλλου, καθιστά δυνατή την αύξηση της μέγιστης παραμόρφωσης κατά τη μετάβαση και την παραγωγή ενός σφαιριδίου αυξημένου ύψους.
Προκειμένου να εξασφαλιστεί η επίδραση του κάτω σφιγκτήρα και της διάτρησης στο άκρο του τεμαχίου εργασίας κατά τη διάρκεια ολόκληρης της επακόλουθης διαδικασίας παραμόρφωσης του τεμαχίου εργασίας, ο κάτω σφιγκτήρας κατασκευάζεται με ζώνη στρογγυλοποίησης ακτίνας που καλύπτει τη ζώνη στρογγυλοποίησης ακτίνας της φλάντζας.
Κατά την περαιτέρω υλοποίηση της διαδικασίας, το άκρο της οπής του τεμαχίου εργασίας, όντας υπό πίεση συγκεντρωμένη σε μια μικρή περιοχή που εφαρμόζεται από την πλευρά της διάτρησης, μετακινείται μεταξύ της διάτρησης και του κάτω σφιγκτήρα μέχρι τη στιγμή της πλήρους διαμόρφωσης, η οποία συμβαίνει όταν Η άκρη της οπής του τεμαχίου εργασίας μετακινείται στο κυλινδρικό τμήμα της διάτρησης.
Τη στιγμή που η άκρη του κατεργαζόμενου τεμαχίου μετακινείται στο κυλινδρικό τμήμα της διάτρησης, η παραμόρφωση εφελκυσμού στο άκρο σταματά και επομένως, η καταστροφή του τεμαχίου εργασίας δεν θα συμβεί πλέον.
Για να σχηματιστούν συμπιεστικές τάσεις μόνο στην άκρη της οπής με φλάντζα και όχι σε ολόκληρη τη ζώνη παραμόρφωσης, το σχήμα του εργαλείου πρέπει να εξασφαλίζει συμπίεση του τεμαχίου εργασίας μόνο κατά μήκος της άκρης. Για το σκοπό αυτό, τα κέντρα καμπυλότητας των ζωνών στρογγυλοποίησης ακτίνας της φλάντζας και του κάτω σφιγκτήρα γίνονται με οριζόντια μετατόπιση από τον άξονα της μήτρας κατά την
![]()
όπου d είναι η διάμετρος της φλάντζας του τμήματος, a d 0 είναι η αρχική διάμετρος της οπής στο τεμάχιο εργασίας, k = 1,05..1,15 είναι ένας συντελεστής που χαρακτηρίζει την αύξηση της πλαστικότητας του υλικού στην άκρη της παραμορφώσιμης οπής ως αποτέλεσμα της εφαρμογής πρόσθετων θλιπτικών τάσεων σε αυτό.
Συσκευή για τη στερέωση μιας οπής που περιέχει επίπεδο σφιγκτήρα, μήτρα, φλάντζα με στρογγυλοποίηση ακτίνας της μετάβασης στο επίπεδο άκρο και κάτω σφιγκτήρα που βρίσκεται κάτω από τη φλάντζα, που χαρακτηρίζεται από το ότι το επίπεδο άκρο της διάτρησης είναι κατασκευασμένο με διάμετρος ίση με την τιμή d:
![]()
όπου d 0 είναι η διάμετρος της οπής στο αρχικό τεμάχιο εργασίας, [K om] είναι ο περιοριστικός συντελεστής φλάντζας, ο κάτω σφιγκτήρας έχει μια ζώνη στρογγυλοποίησης ακτίνας που καλύπτει την ακτίνα στρογγυλοποίησης της διάτρησης, με τιμή ακτίνας R ίση με:
όπου R n είναι η ακτίνα στρογγυλοποίησης της διάτρησης και S 0 είναι το πάχος του αρχικού τυφλού φύλλου.
σε αυτή την περίπτωση, το κέντρο καμπυλότητας της ακτίνας της ζώνης στρογγυλοποίησης του σφιγκτήρα μετατοπίζεται σε σχέση με το κέντρο της ακτίνας στρογγυλοποίησης της διάτρησης στην οριζόντια κατεύθυνση, από τον άξονα της σφραγίδας, κατά μια απόσταση, η τιμή του που καθορίζεται από την εξάρτηση:
![]()
όπου d είναι η διάμετρος της πλευράς του εξαρτήματος, a d 0 είναι η αρχική διάμετρος της οπής στο τεμάχιο εργασίας, k = 1,05-1,10 είναι ένας συντελεστής που χαρακτηρίζει την αύξηση της πλαστικότητας του υλικού στην άκρη της παραμορφώσιμης οπής ως αποτέλεσμα της εφαρμογής πρόσθετων θλιπτικών τάσεων σε αυτό.
Γεωμετρικές παράμετροι του εργαλείου φλάντζας. Διάτρηση με οπή Η διαδικασία της χάραξης με οπή περιλαμβάνει το σχηματισμό σε ένα επίπεδο ή κοίλο προϊόν με προ-τρυπημένη οπή, μερικές φορές ακόμη και χωρίς αυτήν, μεγαλύτερης οπής με κυλινδρικά άκρα ή άκρα διαφορετικού σχήματος. Ιδιαίτερα αποτελεσματική είναι η χρήση οπών φλάντζας για την κατασκευή εξαρτημάτων με μεγάλη φλάντζα όταν το σχέδιο είναι δύσκολο και απαιτεί αρκετές μεταβάσεις...
Μοιραστείτε την εργασία σας στα κοινωνικά δίκτυα
Εάν αυτό το έργο δεν σας ταιριάζει, στο κάτω μέρος της σελίδας υπάρχει μια λίστα με παρόμοια έργα. Μπορείτε επίσης να χρησιμοποιήσετε το κουμπί αναζήτησης
ΣΕΛΙΔΑ 113
ΔΙΑΛΕΞΗ Νο 16
Λειτουργίες αλλαγής σχήματος σφράγισης φύλλων. Διαμόρφωση και φλάντζα
Περίγραμμα διάλεξης
1. Χύτευση.
1.1. Προσδιορισμός των επιτρεπόμενων βαθμών παραμόρφωσης κατά τη χύτευση.
1.2. Τεχνολογικοί υπολογισμοί κατά τη χύτευση.
2. Χάντρες.
2.1. Χάντρες οπών.
2.2. Γεωμετρικές παράμετροι του εργαλείου φλάντζας.
1. Χύτευση
Το ανάγλυφο καλούπι είναι μια αλλαγή στο σχήμα του τεμαχίου εργασίας, η οποία συνίσταται στον σχηματισμό τοπικών κοιλοτήτων και διογκώσεων λόγω τάνυσης του υλικού.
Εκτός από τις τοπικές εσοχές και τα κυρτά και κοίλα ανάγλυφα, μοτίβα και ενισχυτικές νευρώσεις λαμβάνονται με καλούπωμα. Οι αποτελεσματικά σχεδιασμένες ενισχυτικές νευρώσεις μπορούν να αυξήσουν σημαντικά την ακαμψία των επίπεδων και ρηχών σφραγισμένων εξαρτημάτων· καθίσταται δυνατή η μείωση του πάχους του τεμαχίου εργασίας και του βάρους του. Η χρήση χύτευσης αντικατάστασης κουκούλας στην κατασκευή ρηχών εξαρτημάτων με φλάντζα επιτρέπει εξοικονόμηση μετάλλου λόγω της μείωσης των εγκάρσιων διαστάσεων του τεμαχίου εργασίας. Η αύξηση της αντοχής που επιτυγχάνεται ως αποτέλεσμα της σκλήρυνσης λόγω παραμόρφωσης υπερβαίνει τη μείωση της αντοχής λόγω της λέπτυνσης του τεμαχίου εργασίας στη ζώνη παραμόρφωσης.
Το σχήμα της διάτρησης επηρεάζει σημαντικά τη θέση της ζώνης παραμόρφωσης. Όταν παραμορφώνεται με ημισφαιρική διάτρηση, η ζώνη πλαστικής παραμόρφωσης αποτελείται από δύο τμήματα: σε επαφή με τη διάτρηση και ένα ελεύθερο τμήμα στο οποίο δεν υπάρχουν εξωτερικά φορτία.
Εικόνα 1 Σχηματισμός του ενισχυτικού και των ημισφαιρικών εσοχών
Κατά τη διαμόρφωση ημισφαιρικών εσοχών, μπορεί να εμφανιστούν ρωγμές σε κάποια απόσταση από τον πόλο του ημισφαιρίου. Αυτό εξηγείται από το γεγονός ότι στον πόλο και στη γειτονιά του το τεμάχιο εργασίας προσαρμόζεται σφιχτά στη διάτρηση και οι δυνάμεις τριβής επαφής που προκύπτουν όταν το κατεργαζόμενο τεμάχιο γλιστράει (καθώς γίνεται λεπτότερο) σε σχέση με το διάτρητο, περιορίζει την παραμόρφωση στον πόλο πιο έντονα. παρά στις περιφερειακές περιοχές.
Χυτεύοντας με μια κυλινδρική διάτρηση με επίπεδη άκρη, μπορείτε να αποκτήσετε εσοχές με ύψος (0,2 0,3) της διαμέτρου της διάτρησης. Για τη λήψη βαθύτερων κοιλοτήτων, χρησιμοποιείται χύτευση με ένα προκαταρκτικό σετ μετάλλου με τη μορφή δακτυλιοειδούς προεξοχής (σχίσιμο) και κατά τη σφράγιση τμημάτων κραμάτων αλουμινίου, χρησιμοποιείται διαφοροποιημένη θέρμανση της φλάντζας.

Σχήμα 2 Μορφοποίηση με κυλινδρική διάτρηση με επίπεδη άκρη και διαμόρφωση με προκαταρκτικό σετ
Κατά τη χύτευση, το τεμάχιο εργασίας τυλίγεται εν μέρει γύρω από τη διάτρηση και εν μέρει κατά μήκος της μήτρας, επομένως το βάθος της μήτρας πρέπει να είναι μεγαλύτερο από το ύψος της νεύρωσης ή της εσοχής και η ακτίνα του γωνιακού τμήματος της διάτρησης είναι σημαντικά μικρότερη από την ακτίνα της στρογγυλοποίησης του άκρου της μήτρας, διαφορετικά μπορεί να προκύψει τσίμπημα των τοιχωμάτων του χυτευμένου τμήματος, οδηγώντας σε ρωγμές και ανεπανόρθωτα ελαττώματα.
Η χύτευση μπορεί να πραγματοποιηθεί με ελαστικό και υγρό μέσο (σφράγιση με καουτσούκ, πολυουρεθάνη, που χρησιμοποιείται σε παραγωγή μικρής κλίμακας: κατασκευή αεροσκαφών, κατασκευή βαγονιών, οργανοποιία, ραδιομηχανική) χύτευση υγρών κυματοειδών λεπτών τοιχωμάτων αξονικά μετρικά κελύφη (συμπιεστές σε αγωγό συστήματα και ως ευαίσθητα στοιχεία συσκευών).
1.1. Προσδιορισμός των επιτρεπόμενων βαθμών παραμόρφωσης κατά τη χύτευση
Το περιφερειακό δακτυλιοειδές τμήμα της φλάντζας περιορίζεται από ακτίνες και παραμορφώνεται ελαστικά.
Το μεγαλύτερο βάθος του ενισχυτικού, το οποίο μπορεί να ληφθεί ως αποτέλεσμα της ανάγλυφης χύτευσης εξαρτημάτων από αλουμίνιο, μαλακό χάλυβα, ορείχαλκο, μπορεί να προσδιοριστεί κατά προσέγγιση από τον εμπειρικό τύπο:
πού είναι το πλάτος της πλευράς, mm;
Πάχος σφραγισμένου υλικού, mm.

Εικόνα 3 Πλαστικές και ελαστικές περιοχές κατά τη χύτευση
Με βάθος? , αλλά για να αποτραπεί η υλική καταστροφή.
Για μεγάλα μεγέθη τεμαχίων, το όριο μεταξύ της πλαστικής και της ελαστικής περιοχής είναι.
Από άλλες απόψεις, το όριο μεταξύ της ελαστικής και της πλαστικής περιοχής είναι το σημείο που βρίσκεται
Το βάθος της τοπικής εξάτμισης καθορίζεται από την εξίσωση:
Η αύξηση του διακένου σε μικρές ακτίνες καμπυλότητας επιτρέπει βαθύτερο τοπικό σχέδιο.
Για χύτευση ανακούφισης με τη μορφή σφαιρικών κοιλοτήτων:
ΕΝΑ; .

Εικόνα 4 Σχέδιο διαμόρφωσης σφαιρικών εσοχών
Τα πιθανά μεγέθη των τοπικών εσοχών μπορούν να προσδιοριστούν με βάση τη σχετική επιμήκυνση του αποτυπωμένου υλικού σύμφωνα με την εξάρτηση:
πού είναι το μήκος της κεντρικής γραμμής του ανάγλυφου τμήματος μετά τη σφράγιση.
Το μήκος του αντίστοιχου τμήματος του τεμαχίου εργασίας πριν από τη σφράγιση.
Κατά τη διαμόρφωση με κυλινδρική διάτρηση με επίπεδο άκρο και μικρή ακτίνα στρογγυλοποίησης της ακμής εργασίας, το δακτυλιοειδές τμήμα της φλάντζας, που περιορίζεται από την ακτίνα και, καθώς και το επίπεδο τμήμα του πυθμένα του εξαρτήματος, παραμορφώνεται πλαστικά.

Σχήμα 5 Σχέδιο διαμόρφωσης ενισχυτικών και σφαιρικών εσοχών
1.2. Τεχνολογικοί υπολογισμοί κατά τη χύτευση
Η δύναμη της σφράγισης ανακούφισης μπορεί να προσδιοριστεί από τον τύπο:
πού είναι η ειδική δύναμη του ανάγλυφου καλουπώματος, λαμβανόμενη:
για αλουμίνιο 100 200 MPa,
για ορείχαλκο 200 250 MPa,
για μαλακό χάλυβα 300 400 MPa,
Περιοχή προβολής του σφραγισμένου ανάγλυφου σε επίπεδο κάθετο προς την κατεύθυνση της δύναμης, mm 2 .
Η δύναμη για ανακούφιση σφράγισης σε πρέσες στροφάλου μικρών εξαρτημάτων (), κατασκευασμένων από λεπτό υλικό (έως 1,5 mm) μπορεί να προσδιοριστεί από τον εμπειρικό τύπο:
πού είναι η περιοχή του σταμπωτού ανάγλυφου, mm 2
Συντελεστής: για χάλυβα 200 300 MPa,
Για ορείχαλκο 150 200 MPa.
Η δύναμη κατά τη διαμόρφωση με ημισφαιρική διάτρηση χωρίς να λαμβάνεται υπόψη η τριβή επαφής και το ανομοιόμορφο πάχος του τεμαχίου στη ζώνη παραμόρφωσης μπορεί να προσδιοριστεί από τον τύπο:
στο
Κατά το σχηματισμό ακαμψίας (σχίσιμο) με διάτρηση με διατομή σε μορφή κυκλικού τμήματος.
όπου είναι το μήκος της άκρης, με
Ή,
πού είναι ο συντελεστής, εξαρτάται από το πλάτος και το βάθος του ρήγματος
2. Χάντρες
2.1. Τρύπες από χάντρες
Η διαδικασία δημιουργίας οπών με χάντρες περιλαμβάνει το σχηματισμό σε ένα επίπεδο ή κοίλο προϊόν με προ-τρυπημένη οπή (μερικές φορές χωρίς αυτήν) μεγαλύτερης οπής με κυλινδρικές άκρες ή άκρες διαφορετικού σχήματος.
Με φλάντζα επιτυγχάνονται οπές διαμέτρου 3...1000 mm και πάχους= 0,3...30 χλστ. Αυτή η διαδικασία χρησιμοποιείται ευρέως στην παραγωγή σφράγισης, αντικαθιστώντας τις εργασίες σχεδίασης που ακολουθούνται από κοπή πυθμένα. Ιδιαίτερα αποτελεσματική είναι η χρήση οπών φλάντζας για την κατασκευή εξαρτημάτων με μεγάλη φλάντζα, όταν το σχέδιο είναι δύσκολο και απαιτεί αρκετές μεταβάσεις.
Κατά τη διάρκεια της διαδικασίας που εξετάζουμε, εμφανίζεται επιμήκυνση στην εφαπτομενική κατεύθυνση και μείωση του πάχους του υλικού.
Για μια σχετικά υψηλή πλευρά, η διάμετρος του αρχικού τεμαχίου εργασίας υπολογίζεται με βάση την κατάσταση ίσων όγκων υλικού πριν και μετά την παραμόρφωση. Οι αρχικές παράμετροι είναι η διάμετρος της οπής με φλάντζα και το ύψος της πλευράς του εξαρτήματος (Εικ. 6). Χρησιμοποιώντας αυτές τις παραμέτρους, υπολογίζεται η απαιτούμενη διάμετρος της αρχικής οπής:
Οπου.
Εάν το ύψος της πλευράς καθορίζεται από το σχέδιο του εξαρτήματος (Εικ. 6), τότε η διάμετρος της οπής για φλάντζα για τη χαμηλή πλευράυπολογίζεται κατά προσέγγιση, όπως στην περίπτωση της απλής κάμψης, σύμφωνα με τον τύπο:
Οπου;
Ακτίνα καμπυλότητας της ακμής εργασίας της μήτρας,
ή
όπου είναι το ύψος της πλευράς, mm, είναι η ακτίνα της φλάντζας, είναι το πάχος του υλικού πηγής.
Στην περίπτωση μιας δεδομένης διαμέτρου για φλάντζα, το ύψος του σφαιριδίου μπορεί να προσδιοριστεί από την εξάρτηση:

Σχήμα 6 Σχέδιο για τον υπολογισμό των παραμέτρων φλάντζας - ύψος σφαιριδίου και - διάμετρος οπής για φλάντζα
Το ύψος της φλάντζας επηρεάζεται σε μεγάλο βαθμό από την ακτίνα. Σε υψηλότερες τιμές, το πλευρικό ύψος αυξάνεται σημαντικά.
Κατά τη λήψη μικρών οπών για σπειρώματα ή πίεση σε άξονες, όταν είναι κατασκευαστικά απαραίτητο να υπάρχουν κυλινδρικά τοιχώματα, χρησιμοποιείται φλάντζα με μικρή ακτίνα καμπυλότητας και μικρό διάκενο (Εικ. 7, α).
Όταν χρησιμοποιείτε την υπό εξέταση λειτουργία για να αυξήσετε την ακαμψία της δομής: κατά την τοποθέτηση μεγάλων οπών, παραθύρων αεροσκαφών, μεταφορών, ναυπηγικών κατασκευών, φλάντζες καταπακτών, λαιμού, κουδουνιών, κ.λπ., η διαδικασία εκτελείται καλύτερα με μεγάλο κενό μεταξύ της διάτρησης και η μήτρα και με μεγάλη ακτίνα πινάκων καμπυλότητας (Εικ. 7, β). Σε αυτή την περίπτωση, λαμβάνεται ένα μικρό κυλινδρικό τμήμα της πλευράς.

α) β)
Εικόνα 7 Επιλογές φλάντζας: α - με μικρή ακτίνα καμπυλότητας της μήτρας και μικρό διάκενο, β με μεγάλο διάκενο
Ο αριθμός των μεταβάσεων που απαιτούνται για τη λήψη μιας φλάντζας καθορίζεται από τον συντελεστή φλάντζας:
πού είναι η διάμετρος της οπής πριν από τη φλάντζα.
Η διάμετρος της φλάντζας κατά μήκος της κεντρικής γραμμής.
Ο μέγιστος επιτρεπόμενος συντελεστής για ένα δεδομένο υλικό μπορεί να προσδιοριστεί αναλυτικά:
πού είναι η σχετική επιμήκυνση του υλικού;
Συντελεστής που καθορίζεται από τις συνθήκες φλάντζας.
Το μικρότερο πάχος στην άκρη της πλευράς είναι:
Η τιμή του συντελεστή φλάντζας εξαρτάται από:
- Η φύση της φλάντζας και η κατάσταση των άκρων της οπής (μια τρύπα λήφθηκε με διάτρηση ή διάτρηση, παρουσία ή απουσία γρεζιών).
- Στο σχετικό πάχος του τεμαχίου εργασίας.
- Ανάλογα με τον τύπο του υλικού, τις μηχανικές του ιδιότητες και το σχήμα του τμήματος εργασίας της διάτρησης.
Η μικρότερη τιμή του συντελεστή πρέπει να λαμβάνεται όταν ανοίγετε τρύπες με φλάντζα, τις μεγαλύτερες με διάτρηση. Αυτό προκαλείται από τη σκλήρυνση μετά από διάτρηση. Για την αφαίρεσή του, εισάγεται ανόπτηση ή καθαρισμός της οπής στις μήτρες καθαρισμού, γεγονός που καθιστά δυνατή την αύξηση της ολκιμότητας του υλικού.
Οι οπές για φλάντζα πρέπει να τρυπηθούν από την αντίθετη πλευρά προς την κατεύθυνση της φλάντζας ή το τεμάχιο εργασίας πρέπει να τοποθετηθεί με τα γρέζια στραμμένα προς τα επάνω, έτσι ώστε η άκρη με τα γρέζια να είναι λιγότερο τεντωμένη από τη στρογγυλεμένη άκρη.
Κατά την φλάντζα του πυθμένα ενός προτεταμένου γυαλιού με μια τρύπα (Εικ. 8), το συνολικό ύψος του εξαρτήματος που λαμβάνεται μετά την παραμόρφωση μπορεί να προσδιοριστεί από τον τύπο:
πού είναι το βάθος του προσχεδίου.

Σχήμα 8 - Σχέδιο για τον υπολογισμό της φλάντζας στο κάτω μέρος ενός προτεταμένου γυαλιού: 1-μήτρα, 2-τρυπητή, 3-σφιγκτήρας
Λόγω της σημαντικής τάνυσης του υλικού στην άκρη της τεχνολογικής οπής, ως αποτέλεσμα της αύξησης σε, εμφανίζεται σημαντική λέπτυνση της άκρης:
πού είναι το πάχος της άκρης μετά την αραίωση.
Σε μία λειτουργία, ταυτόχρονα με τη φλάντζα, είναι δυνατό να λεπτύνετε τον τοίχο μέχρι.
Κατά τη διάτρηση μιας οπής, η μέγιστη διάμετρος για κάθε τύπο και πάχος υλικού καθορίζεται συνήθως πειραματικά. Η άκρη του άκρου των κατακόρυφων τοίχων παραμένει πάντα σχισμένη, επομένως η διάτρηση ισχύει μόνο για μη κρίσιμα μέρη.
Η τεχνολογική δύναμη που απαιτείται για τη στερέωση στρογγυλών οπών καθορίζεται από τον τύπο:
όπου είναι το όριο αντοχής του σφραγισμένου υλικού, MPa.
Η δύναμη σύσφιξης κατά τη φλάντζα μπορεί να ληφθεί ίση με το 60% της δύναμης σύσφιξης κατά το τράβηγμα υπό παρόμοιες συνθήκες (πάχος, τύπος υλικού, διάμετρος της δακτυλιοειδούς περιοχής κάτω από τον σφιγκτήρα).
2. Γεωμετρικές παράμετροι του εργαλείου φλάντζας
Οι διαστάσεις των τμημάτων εργασίας των καλουπιών για φλάντζα στρογγυλών οπών μπορούν να καθοριστούν ανάλογα με τη διάμετρο της φλάντζας, λαμβάνοντας υπόψη κάποιο ελατήριο του σταμπωμένου υλικού και το περιθώριο φθοράς της διάτρησης:
πού είναι η ονομαστική τιμή της διαμέτρου της οπής με φλάντζα;
Μια καθορισμένη ανοχή στη διάμετρο μιας οπής με φλάντζα.
Η μήτρα κατασκευάζεται χρησιμοποιώντας μια διάτρηση με διάκενο.
Το κενό εξαρτάται από το πάχος του αρχικού υλικού και τον τύπο του τεμαχίου εργασίας και μπορεί να προσδιοριστεί από τις ακόλουθες σχέσεις:
- σε ένα επίπεδο κομμάτι -
- στο κάτω μέρος ενός προτεταμένου γυαλιού -
ή από τον πίνακα 1.
Το τμήμα εργασίας των διατρητών φλάντζας μπορεί να έχει διαφορετικές γεωμετρίες (Εικ. 9):
α) τρακτέρ που παρέχει ελάχιστη δύναμη φλάντζας·
β) κωνικό.
γ) σφαιρικό.
δ) με μεγάλη ακτίνα καμπυλότητας.
ε) με μικρή ακτίνα καμπυλότητας.

Α Β Γ Δ Ε)
Σχήμα 9 Σχήματα του τμήματος εργασίας των διατρητών
Οι διατρήσεις με σφαιρική γεωμετρία εξαρτήματος εργασίας και μικρή ακτίνα καμπυλότητας απαιτούν τη μεγαλύτερη δύναμη φλάντζας.
Πίνακας 1-Μονόπλευρο διάκενο κατά τη φλάντζα
|
Είδος επεξεργασίας |
Πάχος υλικού τεμαχίου εργασίας |
|||||||
|
Πλάκα |
0,25 |
0,45 |
0,85 |
1,00 |
1,30 |
1,70 |
||
|
Πάτος από προτεταμένο γυαλί |
0,25 |
0,45 |
0,55 |
0,75 |
0,90 |
1,10 |
1,50 |
|
Άλλα παρόμοια έργα που μπορεί να σας ενδιαφέρουν.vshm> |
|||
| 6634. | Λειτουργίες αλλαγής σχήματος σφράγισης φύλλων. Κάμψη | 617,41 KB | |
| Τύποι κάμψης. Σχεδιαστικά χαρακτηριστικά των μήτρων κάμψης. Τύποι κάμψης Πρόκειται για εργασίες μορφοποίησης μετάλλων που έχουν ως αποτέλεσμα την αλλαγή του σχήματος του τεμαχίου λόγω πλαστικής παραμόρφωσης. Ανάλογα με αυτά τα σχήματα, διακρίνονται οι ακόλουθοι τύποι κάμψης: μονής γωνίας ή σχήματος V. | |||
| 6633. | Λειτουργίες αλλαγής σχήματος σφράγισης φύλλων. κουκούλα | 217,88 KB | |
| Τύποι κουκούλων. Τύποι σχεδίου Το σχέδιο είναι η διαδικασία μετατροπής ενός επίπεδου τεμαχίου εργασίας επίπεδο ή κοίλο σε ένα κοίλο προϊόν. Κατά τη διαδικασία τραβήγματος, λόγω της παρουσίας περίσσειας υλικού στη φλάντζα, μετατοπίζεται και μετακινείται κατά μήκος της διάτρησης. Κατά το σχέδιο, ένα επίπεδο τεμάχιο εργασίας, που κινείται κατά τη διάρκεια του σχεδίου, αλλάζει τις διαστάσεις του και καταλαμβάνει μια σειρά από ενδιάμεσες θέσεις. | |||
| 6631. | Λειτουργίες αλλαγής σχήματος σφράγισης φύλλων. Πρεσάρισμα και διανομή | 819,4 KB | |
| Προσδιορισμός των διαστάσεων του αρχικού τεμαχίου εργασίας. Προσδιορισμός των διαστάσεων του αρχικού τεμαχίου εργασίας. Κατά τη διάρκεια της πτύχωσης, το ανοιχτό άκρο ενός κοίλου τεμαχίου εργασίας ή σωλήνα ωθείται στο τμήμα εργασίας σε σχήμα χοάνης της μήτρας, το οποίο έχει τη μορφή τελικού προϊόντος ή ενδιάμεσης μετάβασης... | |||
| 6636. | Τεχνολογία σφράγισης κρύου φύλλου. Λειτουργίες διαχωρισμού | 410,26 KB | |
| Η αποκοπή είναι ο πλήρης διαχωρισμός ενός μέρους του τεμαχίου εργασίας από ένα άλλο κατά μήκος ενός ανοιχτού περιγράμματος με διάτμηση. Η κοπή είναι μια διαδικασία προμήθειας, κατά την οποία το φύλλο κόβεται σε λωρίδες δεδομένου μήκους και η ταινία κόβεται σε λωρίδες. Η εργασία κοπής πραγματοποιείται σε ειδικές μηχανές κοπής ή σε πρέσες μήτρας. | |||
| 6635. | Τεχνολογία σφράγισης κρύου φύλλου. Κόψιμο του υλικού | 91,88 KB | |
| Κόψτε το υλικό. Κόβουμε το φύλλο σε λωρίδες. Υπάρχουν δύο κύριοι τρόποι για να αποκτήσετε εξαρτήματα: με ένα βραχυκυκλωτήρα που κόβει με απόβλητα. χωρίς βραχυκυκλωτήρα, κομμένο χωρίς απορρίμματα. Η κοπή με βραχυκυκλωτήρα χρησιμοποιείται συχνότερα. | |||
| 5556. | Ανάπτυξη συστήματος ελέγχου σφράγισης | 423,86 KB | |
| Ο στόχος του μαθήματος είναι η ανάπτυξη ενός συστήματος ελέγχου για τη σφράγιση RTC. Η συνάφεια της ανάπτυξης αυτού του συστήματος ελέγχου είναι ότι θα επιτρέψει τη μείωση, πρώτα απ' όλα, του μεριδίου της χειρωνακτικής εργασίας, η οποία θα βελτιώσει την ποιότητα των προϊόντων και το οικονομικό κόστος, δεδομένου ότι το RTK υλοποιείται με βάση τα υπάρχοντα πιεστήρια. Ας προσδιορίσουμε τον τύπο της συσκευής αυτόματου ελέγχου που θα ελέγχει το αντικείμενο. Αυτό το αντικείμενο ελέγχου είναι μια πολύπλοκη διαδικασία που αποτελείται από μεμονωμένες λειτουργίες. | |||
| 16016. | Τεχνολογική βάση της διαδικασίας σφυρηλάτησης καλουπιών | 632,62 KB | |
| Η κλειστή σφράγιση εξασφαλίζει την παραγωγή σφυρηλάτησης χωρίς γρέζια, λόγω της οποίας το τεμάχιο εργασίας μπορεί να μειωθεί κατά τον όγκο αυτού του γρέζιου και η απουσία αυλακιού γύρω από την περίμετρο του σφυρηλάτησης οδηγεί σε μείωση του κύκλου της τεχνολογικής διαδικασίας και εξοικονόμηση ενέργειας και μήτρα χάλυβα. | |||
| 69. | Λειτουργίες σε τρισδιάστατα αντικείμενα | 276,43 KB | |
| Όπως και στην πρώτη περίπτωση, είναι δυνατή η επιλογή του τύπου συστοιχίας, ορθογώνιος ή κυκλικός: Rectngulr ή Polr rry. Στην περίπτωση ενός ορθογώνιου πίνακα, είναι απαραίτητο να καθορίσετε τον αριθμό των σειρών, στηλών και επιπέδων: Αριθμός σειρών Αριθμός στηλών Αριθμός επιπέδων καθώς και η απόσταση μεταξύ σειρών, στηλών και επιπέδων: Απόσταση μεταξύ σειρών κ.λπ. Στην περίπτωση ενός κυκλικού πίνακα, είναι απαραίτητο να καθοριστεί ο αριθμός των στοιχείων: Αριθμός αντικειμένων γωνία πλήρωσης : ngle για πλήρωση 0360 αν θα περιστρέφονται ή όχι αντικείμενα όταν τοποθετούνται στο διάστημα:... | |||
| 72. | Λειτουργίες σε 3D σώματα | 23,41 KB | |
| Πληροφορίες από τη θεωρία Λογικές πράξεις Ενότητα Boolen Union Κύριο μενού âΕπεξεργασία Επεξεργασία στερεών σωμάτων â: Γραμμή εντολών Union Γραμμή εντολών: _union Εικ. 1. Τα επιλεγμένα αντικείμενα μπορεί να είναι είτε περιοχές είτε σώματα που βρίσκονται σε οποιαδήποτε επίπεδα. Το αποτέλεσμα αυτής της λειτουργίας είναι ένα σώμα που περιλαμβάνει τους συνολικούς όγκους όλων των επιλεγμένων σωμάτων. | |||
| 3314. | Πράξεις σε κατηγορήματα | 62,34 KB | |
| Μέθοδοι εμπειρικής γνώσης: παρατήρηση, σύγκριση, πείραμα. Η παρατήρηση ως γνωστικό μέσο παρέχει πρωταρχικές πληροφορίες· αυτή είναι η σκόπιμη και σκόπιμη αντίληψη των φαινομένων και των διαδικασιών χωρίς άμεση παρέμβαση στην πορεία τους, που εξαρτώνται από τα καθήκοντα της επιστημονικής έρευνας. Για την κατανόηση των αντικειμένων, η σύγκρισή τους πρέπει να πραγματοποιείται σύμφωνα με τα πιο σημαντικά χαρακτηριστικά που είναι απαραίτητα για ένα δεδομένο φαινόμενο. Μέθοδοι θεωρητικής γνώσης: αφαίρεση, εξιδανίκευση, επισημοποίηση κ.λπ. | |||
Σύντομη διαδρομή http://bibt.ru
Χάντρες προϊόντων με χρήση ειδικών σφραγίδων. Χάντρες του εξωτερικού περιγράμματος.Φλάντζα οπής (εσωτερική).
Σχέδιο για τον υπολογισμό της φλάντζας προϊόντων.Δύναμη για φλάντζα με κυλινδρική διάτρηση. Γείσο.
Υπάρχει διάκριση μεταξύ φλάντζας οπών (εσωτερική) και εξωτερικής φλάντζας περιγράμματος. Τα προϊόντα φλαντζώνονται χρησιμοποιώντας ειδικές σφραγίδες. Για να κάνετε φλάντζα σε ένα επίπεδο ή κοίλο τεμάχιο εργασίας, πρέπει πρώτα να ανοίξετε μια τρύπα σε αυτό. Όταν γίνει βαθιά φλάντζα, πρώτα φτιάχνεται κουκούλα, στη συνέχεια τρυπιέται μια τρύπα και στη συνέχεια γίνεται φλάντζα. Προκειμένου να πραγματοποιηθεί η φλάντζα χωρίς σκισίματα και ρωγμές σε μία λειτουργία, είναι απαραίτητο να ληφθεί υπόψη ο βαθμός παραμόρφωσης (ή ο λεγόμενος συντελεστής φλάντζας) K otb =d/D, όπου d είναι η διάμετρος του προτρυπημένου τρύπα, mm; D είναι η διάμετρος της οπής που προκύπτει μετά τη φλάντζα, mm.
Η φλάντζα ενός προϊόντος από λεπτό υλικό πραγματοποιείται πιέζοντας το προϊόν στην επιφάνεια της μήτρας της μήτρας. Η διάμετρος της οπής για φλάντζα για χαμηλή φλάντζα μπορεί να προσδιοριστεί κατά προσέγγιση με τη μέθοδο που χρησιμοποιείται κατά τον υπολογισμό ενός τεμαχίου εργασίας με στρογγυλοποίηση, η οποία λαμβάνεται με κάμψη. Για παράδειγμα, για το προϊόν που φαίνεται στο Σχ. 9, η διάμετρος της οπής (mm) στο τεμάχιο εργασίας καθορίζεται από τον τύπο d=D 1 - π - 2h. Εξ ου και το ύψος της πλευράς H=h + r 1 + S=D - (d/2)+0,43r 1 + 0,72S.
Ρύζι. 9. Σχέδιο για τον υπολογισμό της φλάντζας προϊόντων
Η πρακτική έχει αποδείξει ότι ο περιοριστικός συντελεστής φλάντζας εξαρτάται από τις μηχανικές ιδιότητες του υλικού και το σχετικό πάχος του τεμαχίου εργασίας (S/d). 100, τραχύτητα επιφάνειας των άκρων των οπών στο τεμάχιο εργασίας, το σχήμα του τμήματος εργασίας της διάτρησης σφραγίδας.
Η ακτίνα καμπυλότητας της κυλινδρικής διάτρησης πρέπει να είναι τουλάχιστον τέσσερις φορές το πάχος του υλικού.
Δύναμη για φλάντζα με κυλινδρική διάτρησημπορεί να προσδιοριστεί από τον τύπο του A.D. Tomlenov: P out = π(D-d)SCσ t ≈1,5π(D-d)Sσ in, όπου D είναι η διάμετρος φλάντζας του προϊόντος, m; d - διάμετρος της οπής για φλάντζα, m. S - πάχος υλικού, m; C είναι ο συντελεστής σκλήρυνσης μετάλλου και η παρουσία τριβής κατά τη φλάντζα Cσ t = (1,5÷2)σ in; σ t και σ v - αντοχή διαρροής και αντοχή εφελκυσμού του υλικού, MPa (N/m 2).
Χάντρες του εξωτερικού περιγράμματοςΤα μέρη χρησιμοποιούνται με κυρτά και κοίλα περιγράμματα. Η φλάντζα με κυρτό περίγραμμα είναι παρόμοια με τη διαδικασία ρηχής σχεδίασης και η φλάντζα με κοίλο περίγραμμα είναι παρόμοια με τη φλάντζα με οπή.
Το μέγεθος της παραμόρφωσης κατά τη διάρκεια της εξωτερικής φλάντζας ενός κυρτού περιγράμματος K n.otb = R 1 / R 2, όπου R 1 είναι η ακτίνα του περιγράμματος του επίπεδου τεμαχίου εργασίας. Το R 2 είναι η ακτίνα του περιγράμματος με χάντρες του προϊόντος.
Το καλούπωμα είναι μια λειτουργία κατά την οποία συμβαίνει μια αλλαγή στο σχήμα ενός προϊόντος που προηγουμένως ελήφθη με σχέδιο. Αυτή η λειτουργία περιλαμβάνει, για παράδειγμα, χύτευση από το εσωτερικό (διόγκωση), απόκτηση κυρτότητας, κατάθλιψης, σχεδίου ή επιγραφής. Οι μήτρες για χύτευση από το εσωτερικό έχουν αποσπώμενες μήτρες και διαστελλόμενη ελαστική διάταξη (υγρή, ελαστική, μηχανική).
Η φλάντζα σωλήνων και σωλήνων για αποσπώμενες συνδέσεις σωληνώσεων με χαλαρές φλάντζες πραγματοποιείται σε τόρνους, μηχανές κοπής σωλήνων ή σε πρέσες με σφράγιση.
Η ουσία της διαδικασίας φλάντζας σε τόρνους και μηχανές κοπής σωλήνων είναι ότι ο σωλήνας με φλάντζα είναι στερεωμένος σε έναν άξονα στο τσοκ της μηχανής και η φλάντζα (πρέσσα) στερεώνεται στη βάση εργαλείων της δαγκάνας. Κατά τη διαδικασία φλάντζας, ο σωλήνας περιστρέφεται. Για να μειωθεί η προσπάθεια, η φλάντζα στις περισσότερες περιπτώσεις πραγματοποιείται με θέρμανση των άκρων των σωλήνων με καυστήρες αερίου ή ρεύματα υψηλής συχνότητας.
Συνιστάται η διεξαγωγή σφαιροποίησης των άκρων των σωλήνων κατά την κεντρική παραγωγή συγκροτημάτων αγωγών απευθείας στις συνθήκες του καταστήματος προμηθειών σωλήνων.
Οι σωλήνες με χάντρες (βραχυνόμενοι) κατασκευάζονται σε εξειδικευμένα εργοστάσια από ένα στρογγυλό φύλλο, κόβοντας μια τρύπα και φλαντζώνοντάς το.
Ρύζι. 47. Συσκευές για το άνοιγμα οπών σε σωλήνες για εξαρτήματα
ΕΝΑ- βίδα, b - υδραυλικό; 1 - βίδα, 2 - βραχίονας, 3 - σφιγκτήρας, 4 - κωνική διάτρηση, 5 - εξάρτημα με φλάντζα, 6 - υδραυλικός γρύλος, 7 - αντλία
Η φλάντζα των οπών σε σωλήνες για τη συγκόλληση εξαρτημάτων των συνδέσεων tee πραγματοποιείται με τη χρήση βιδωτών ή υδραυλικών συσκευών (Εικ. 47). Συνιστάται να ανοίγετε οπές σε σωλήνες για εξαρτήματα όταν η αναλογία των εξωτερικών διαμέτρων του εξαρτήματος και του σωλήνα είναι 0,8 ή μικρότερη. Κατά την τοποθέτηση εξαρτημάτων φλάντζας σε σωλήνες, πρώτα κόβεται μια οπή με διάμετρο περίπου ⅓ της εσωτερικής διαμέτρου του εξαρτήματος (συχνά γίνεται μια οβάλ οπή), στη συνέχεια τοποθετείται μια κωνική διάτρηση στον σωλήνα και συνδέεται με τη ράβδο. Μετά από αυτό, η θέση φλάντζας θερμαίνεται στους 950-1000 ° C με καυστήρες αερίου. Περιστρέφοντας τη βίδα του ηλεκτροδίου ή ασκώντας πίεση στον υδραυλικό γρύλο, τραβήξτε τη διάτρηση μέσα από την οπή χωρίς να διακόψετε τη θέρμανση. Η φλάντζα ολοκληρώνεται σε θερμοκρασία όχι χαμηλότερη από 700° C (σκούρο κερασί χρώμα). Είναι απαραίτητο να θερμάνετε μια περιοχή που είναι η περιοχή ενός κύκλου με διάμετρο ίση με 1,5 φορές τη διάμετρο του εξαρτήματος.

Ρύζι. 48. Παραδείγματα εργασιών που εκτελούνται σε πρέσες PG-25, PG-50 και PG-100:
ΕΝΑ -φλάντζα του άκρου του σωλήνα κατά μήκος της φλάντζας, σι- φλάντζα του άκρου του σωλήνα κάτω από την ελεύθερη φλάντζα (δύο λειτουργίες), V- απλώνοντας το άκρο του σωλήνα κάτω από τη σύνδεση μετάβασης, δ - πτύχωση του άκρου του σωλήνα κάτω από τη σύνδεση μετάβασης, ρε- επεξεργασία του άκρου του σωλήνα για συγκόλληση, μι- αυλακώστε την επιφάνεια στεγανοποίησης στη φλάντζα και τον φλαντζωτό σωλήνα

Ρύζι. 49. Υδραυλική πρέσα PG-50: 1 - κρεβάτι, 2 - συσκευή σύσφιξης, 3 - συσκευή βαθμολόγησης. 4 - συσκευή πίεσης, 5 - συσκευές, 6 - ρυθμιστές πίεσης, 7 - σφόνδυλος ελέγχου συσκευής βαθμολόγησης, 8, 9, 10 - λαβές ελέγχου για τη συσκευή πίεσης, 11 - εγκάρσιοι οδηγοί, 12 - μετωπική πλάκα
Η ανταλλακτική διάτρηση επιλέγεται ανάλογα με την απαιτούμενη εσωτερική διάμετρο του εξαρτήματος με φλάντζα. Μετά τη φλάντζα, η άκρη του εξαρτήματος επεξεργάζεται για συγκόλληση.
Σε πολλά ναυπηγεία, τα άκρα σωλήνων με διάμετρο 14-300 είναι φλάντζα mmγια χαλαρές φλάντζες, καθώς και συμπίεση και κατανομή των άκρων σωλήνων για συνδέσεις μετάβασης εκτελούνται σε ειδικές πρέσες PG-25, PG-50 και PG-100 με πίεση εμβόλου εργασίας 25, 50 και 100, αντίστοιχα ts.Αυτές οι πρέσες μπορούν να χρησιμοποιηθούν για να φουσκώσουν τα άκρα των σωλήνων κατά μήκος της λοξοτομής μιας συγκολλημένης φλάντζας ή δακτυλίου ώθησης (Εικ. 48, ΕΝΑ),Φλάντζα στα άκρα σωλήνων από χάλυβα, χαλκό, αλουμίνιο κάτω από ελεύθερες φλάντζες (Εικ. 48.6). κατανομή (Εικ. 48, γ) και συμπίεση (Εικ. 47, δ) των άκρων σωλήνων για συνδέσεις μετάβασης. κόψιμο του άκρου των σωλήνων για συγκόλληση άκρου (Εικ. 48, ρε); αυλακώστε την επιφάνεια ζευγαρώματος και αυλακώσεις στεγανοποίησης στις φλάντζες και τους δακτυλίους στήριξης (Εικ. 48, μι).
Στο Σχ. Το Σχήμα 49 δείχνει μια γενική άποψη της υδραυλικής πρέσας PG-50. Ανάλογα με τη φύση της λειτουργίας που εκτελείται στην πρέσα στο στέλεχος του εμβόλου της συσκευής πίεσης 4 εγκαταστήστε τα απαραίτητα εργαλεία αντικατάστασης. Συσκευή βαθμολόγησης 3 με κόφτη στερεωμένο σε μια πλάκα πρόσοψης 12, εγκατεστημένος σε εγκάρσιους οδηγούς 11.
1. Πώς γίνεται η φλάντζα των οπών σε σωλήνες;
2. Γιατί χρειάζεστε φλάντζα των άκρων των σωλήνων και των σωλήνων;
3. Πώς γίνεται η φλάντζα των άκρων σωλήνων και σωλήνων;
- Σε επαφή με 0
- Google+ 0
- Εντάξει 0
- Facebook 0






