Η παραγωγή αεραγωγών είναι μια κερδοφόρα επιχείρηση. Χρειάζονται στην κατασκευή κατοικιών και επαγγελματικών χώρων. Οι αεραγωγοί είναι δομές που μοιάζουν με σωλήνες που διανέμουν τη ροή του εισερχόμενου και του αέρα εξαγωγής. Για τους σκοπούς αυτούς χρησιμοποιούνται επίσης σωλήνες εξαερισμού. Το άρθρο θα συζητήσει τους αεραγωγούς από γαλβανισμένο χάλυβα και άλλα υλικά.

Πώς να ξεκινήσετε μια επιχείρηση κατασκευής αεραγωγών;
Μελετάμε το εύρος
Υπάρχουν διάφοροι τύποι αεραγωγών. Αυτοί είναι:
- άκαμπτο και ευέλικτο.
- στρογγυλό ή ορθογώνιο?
- χάλυβας (ανοξείδωτος ή γαλβανισμένος χάλυβας), πλαστικό, αλουμίνιο, καουτσούκ, ύφασμα (πολυεστέρας), σιλικόνη, υαλοβάμβακα.
- σύνδεση (μπορεί να στερεωθεί μεταξύ τους χρησιμοποιώντας θηλές ή συνδετήρες).
- επιβραδυντικό φωτιάς.
Η τεχνολογία κατασκευής εξαρτάται από τον τύπο των πρώτων υλών που χρησιμοποιούνται στην παραγωγή.

Ο γαλβανισμένος χάλυβας και το αλουμίνιο είναι τα υλικά που κάνουν την πιο εντατική εργασία από όλους τους τρόπους παραγωγής αγωγών εξαερισμού, που χρησιμοποιούνται σε εστιατόρια, σχολεία, εμπορικά κέντρα, γραφεία. Τα προϊόντα χάλυβα έχουν τα ακόλουθα πλεονεκτήματα:
- δεν είναι ευαίσθητα στη διάβρωση.
- φθηνότερο από το πλαστικό?
- ανθεκτικό στη φωτιά?
- επιδέχεται γρήγορη αποσυναρμολόγηση.
Οι εύκαμπτοι αγωγοί για αερισμό είναι πιο δύσκολο να παραχθούν. Τοποθετούνται σε μικρά κτίρια όπου είναι απαραίτητο να αφαιρεθούν επιβλαβείς ουσίες στον αέρα. Έρχονται επίσης σε δύο σχήματα: στρογγυλά και ορθογώνια. Για την παραγωγή τους χρειάζονται πολλά χρήματα. Αλλά έχουν τη μεγαλύτερη ζήτηση. Ως εκ τούτου, οι έμπειροι επιχειρηματίες λένε ότι είναι καλύτερο να ξεκινήσετε την κατασκευή αγωγών εξαερισμού από αυτόν τον συγκεκριμένο τύπο.

Ζυγίστε τα υπέρ και τα κατά
Τα κύρια πλεονεκτήματα μπορούν να εντοπιστούν:
- Απόδοση παραγωγής. Παρά το γεγονός ότι αυτή η επιχείρηση απαιτεί πολλές επενδύσεις, φέρνει μεγάλα κέρδη εάν αναπτυχθεί προς τη σωστή κατεύθυνση.
- Υψηλή ζήτηση. Κανένα κτίριο δεν είναι ολοκληρωμένο χωρίς αεραγωγούς. Και κάθε χρόνο, ειδικά στις μητροπολιτικές περιοχές, χτίζονται όλο και περισσότερα πολυώροφα κτίρια. Χρειάζονται και αυτοί που κάνουν επισκευές και αλλάζουν το σύστημα επικοινωνίας. Επομένως, υπάρχει πάντα πελάτης για αεραγωγούς.
- Παραγωγή όλο το χρόνο. Δεδομένου ότι η επιχείρηση δεν είναι εποχιακή, η διοίκηση μπορεί να πουλήσει αγαθά σε άλλες περιοχές.
- Υψηλή απόσβεση. Σε ένα χρόνο, ένας εξειδικευμένος επιχειρηματίας θα μπορεί να βοηθήσει το ποσό που θα καλύψει όλα τα αρχικά έξοδα.
Τα μειονεκτήματα περιλαμβάνουν:
- μεγάλες επενδύσεις·
- υψηλό επίπεδο ανταγωνισμού.
Πριν ανοίξετε τη δική σας παραγωγή, πρέπει να αξιολογήσετε την κατάσταση της αγοράς στην περιοχή σας, να αναλύσετε τους ανταγωνιστές. Αυτή η επιχείρηση είναι γεμάτη με πολλά χαρακτηριστικά που μπορούν να έχουν αρνητικό αντίκτυπο στην επιχείρηση στο σύνολό της.
Πώς να επιλέξετε εξοπλισμό για την παραγωγή αεραγωγών;
Ο τεχνικός εξοπλισμός του εργοστασίου επιλέγεται λαμβάνοντας υπόψη την επιφάνεια και το σχήμα διατομής των σωλήνων, την ακαμψία τους. Ποιοι αεραγωγοί θα παραχθούν ως προς το μέγεθος και τις παραμέτρους αποφασίζεται από τον ιδιοκτήτη της επιχείρησης, με βάση τη ζήτηση των καταναλωτών.

Επίσης, ο κύριος δείκτης του τύπου των παραγόμενων προϊόντων είναι η εγκατάσταση. Έτσι, οι ορθογώνιοι αγωγοί προσφέρονται σε αυτή τη διαδικασία χειρότερα από τους στρογγυλούς, που έχουν ένα άλλο σημαντικό πλεονέκτημα. Είναι πιο εύκολο να παραχθούν λόγω του γεγονότος ότι συνδέονται με κουμπωτά θηλές.
Έχουν όμως και μειονεκτήματα - ποιότητα. Οι ορθογώνιοι αγωγοί είναι πιο αξιόπιστες δομές εξαερισμού. Χρησιμοποιούνται για μεγάλες διατομές. Όταν αναμένονται πολύπλοκες εργασίες εγκατάστασης σε ένα κτίριο με ασυνήθιστο σχεδιασμό, προτιμώνται και οι ορθογώνιοι αγωγοί.
Δεδομένου ότι δεν είναι γνωστό ποιοι τύποι προϊόντων θα έχουν μεγαλύτερη ζήτηση στην περιοχή σας, είναι καλύτερο να αγοράσετε δύο μηχανές που μπορούν να λειτουργήσουν τόσο με ορθογώνιες όσο και με στρογγυλές κατασκευές.
Εξοπλισμός για την παραγωγή αεραγωγών:
- καρμανιόλα;
- μηχανήματα που διορθώνουν το σχήμα του φύλλου.
- μια μηχανή που είναι υπεύθυνη για την τροφοδοσία πρώτων υλών στην κύρια γραμμή.
- μια συσκευή ικανή να ξετυλίγει φύλλα από μέταλλο από ρολά.
- Σύστημα CNC.
Ο εξοπλισμός που προορίζεται για την παραγωγή αεραγωγών διαφόρων σχημάτων δεν διαφέρει πολύ μεταξύ τους. Για τη δημιουργία στρογγυλών κατασκευών, χρησιμοποιούνται κύλινδροι (κύλινδροι) και για ορθογώνιες κατασκευές, μηχανές, κάμπτοντας φύλλα και ραβδώσεις εφαρμογής.

Τα μηχανήματα για την κατασκευή στρογγυλών αεραγωγών θα κοστίζουν όχι λιγότερο από 3 εκατομμύρια ρούβλια και για ορθογώνιους αγωγούς - 3,5-5 εκατομμύρια ρούβλια.
Έγγραφα που απαιτούνται για την οργάνωση μιας επιχείρησης
Η παραγωγή αεραγωγών είναι εμπορική δραστηριότητα, δεν απαιτεί άδειες ή ειδικές άδειες. Για νομική εργασία, αρκεί να εγγραφείτε ως μεμονωμένος επιχειρηματίας ή να ανοίξετε μια LLC. Η πρώτη επιλογή είναι φθηνότερη και ευκολότερη όσον αφορά την προετοιμασία όλων των απαραίτητων χαρτιών. Αλλά σοβαρές εταιρείες που ενδιαφέρονται για μεγάλους όγκους τελικών προϊόντων πολύ σπάνια συνεργάζονται με μεμονωμένους επιχειρηματίες. Ένα άλλο μειονέκτημα είναι ότι σε περίπτωση πτώχευσης, ένας επιχειρηματίας (ιδιώτης) μπορεί να χάσει την προσωπική του περιουσία και οι ιδρυτές μιας LLC διακινδυνεύουν μόνο το εγκεκριμένο κεφάλαιο και τα κεφάλαια της εταιρείας.
Για να συντάξετε έγγραφα IP, πρέπει να πληρώσετε ένα κρατικό τέλος, να γράψετε μια αίτηση, να δημιουργήσετε αντίγραφα του ΑΦΜ και του διαβατηρίου και, στη συνέχεια, να μεταφέρετε όλα αυτά στον φορολογικό επιθεωρητή. Οι ιδρυτές μιας LLC πρέπει να προετοιμάσουν επιπλέον τα καταστατικά έγγραφα της εταιρείας, να επιλύσουν το ζήτημα με τη νομική διεύθυνση και να σχηματίσουν το εγκεκριμένο κεφάλαιο (από 10 χιλιάδες ρούβλια).
Ανεξάρτητα από την επιλογή της νομικής μορφής για την επιχείρησή σας, πρέπει να επιλέξετε έναν κωδικό που να ταιριάζει με τη δραστηριότητά σας. Στην προκειμένη περίπτωση είναι OKVED 28.1.
Ποιο φορολογικό καθεστώς μπορούν να επιλέξουν οι κατασκευαστές αγωγών;
Εάν μιλάμε για μικρούς όγκους παραγωγής, τότε μπορείτε να εργαστείτε σε ένα απλοποιημένο καθεστώς, το οποίο προβλέπει υποχρεωτικές πληρωμές στο κράτος στο ποσό του 6% των κερδών ή του 15% του ακαθάριστου εισοδήματος.
Εάν αποφασίσετε να οργανώσετε μια μεγάλης κλίμακας παραγωγή αεραγωγών και σκοπεύετε να συνάψετε συμβόλαια με μεγάλες εταιρείες, τότε είναι καλύτερο να εργαστείτε σε κοινή βάση. Προκειμένου να οργανωθεί η εσωτερική και φορολογική λογιστική σε αυτή την κατάσταση, απαιτείται ένας εξειδικευμένος λογιστής, ο οποίος πρέπει να πληρωθεί με αρκετά μεγάλο μισθό. Αλλά ένας καλός ειδικός θα βρίσκει πάντα νόμιμους τρόπους για να μειώσει το ποσό των πληρωμών φόρων, συχνά υπερβαίνοντας τη χρηματική ανταμοιβή για την εργασία του.
Τεχνολογία παραγωγής αεραγωγών
Η παραγωγή αεραγωγών γίνεται σε διάφορα στάδια. Ας εξετάσουμε λεπτομερέστερα τη διαδικασία παραγωγής ενός από τους τύπους στρογγυλών κατασκευών από γαλβανισμένο χάλυβα.
Η όλη διαδικασία παραγωγής είναι αυτοματοποιημένη. Η ποιότητα των τελικών προϊόντων εξαρτάται από την κατάσταση των μηχανημάτων που αγοράστηκαν.
Πόσα χρήματα χρειάζεστε για να ξεκινήσετε μια επιχείρηση;
Η δημιουργία αυτού του τύπου επιχείρησης απαιτεί μεγάλη αρχική επένδυση. Οι κύριες δαπάνες περιλαμβάνουν:
- Αγορά εξοπλισμού για την κατασκευή αεραγωγών διαφόρων σχημάτων - 6-7 εκατομμύρια ρούβλια.
- Ενοικίαση δωματίου - 50 χιλιάδες ρούβλια.
- Μισθός - 50 χιλιάδες ρούβλια.
Εάν δεν υπάρχουν κεφάλαια για τη δημιουργία μιας παραγωγής πλήρους κλίμακας, τότε μπορείτε να ξεκινήσετε με την κατασκευή εξαρτημάτων που απαιτούνται για αγωγούς εξαερισμού. Αυτά περιλαμβάνουν:
- βύσματα?
- λυγίζει?
- δέσιμο?
- θηλές.
Αυτό δεν θα απαιτήσει μεγάλα έξοδα, καθώς όλες αυτές οι κατασκευές μπορούν να κατασκευαστούν από βιομηχανικά απόβλητα και ελαττωματικά προϊόντα. Οι εργαλειομηχανές για την κατασκευή τους κοστίζουν μέσα σε 50 χιλιάδες ρούβλια. Στη συνέχεια, μπορείτε να επεκτείνετε το πεδίο των δραστηριοτήτων και να αρχίσετε να κατασκευάζετε μόνοι τους διάφορους τύπους αεραγωγών.
Για να εξοικονομήσετε χρήματα, μπορείτε να προσλάβετε ανειδίκευτο προσωπικό για πρώτη φορά. Φυσικά, πρέπει να φροντίζετε για την ποιότητα των αγαθών, επομένως θα πρέπει να λαμβάνετε υπόψη τις ικανότητες των εργαζομένων.
Πόσα μπορείτε να κερδίσετε στην παραγωγή αεραγωγών;
Αυτή η επιχείρηση είναι πολύ κερδοφόρα. Αυτό σας επιτρέπει να έχετε ένα μεγάλο κέρδος με σχετικά χαμηλό αρχικό κόστος. Με την καθιερωμένη παραγωγή, μπορείτε να πάρετε περίπου 200-400 χιλιάδες ρούβλια. ανά μήνα, δεδομένου ότι η τιμή αγοράς για ένα μέτρο αεραγωγού κυμαίνεται μεταξύ 300-600 ρούβλια. Το κόστος εξαρτάται από τη διάμετρο του σωλήνα (εξωτερικό).
Με εντατική εργασία, το αρχικό κόστος θα αποδώσει σε 6-12 μήνες.
Η κατασκευή αεραγωγών είναι μια εξαιρετική επιχειρηματική ιδέα για έναν αρχάριο επιχειρηματία που αναζητά έναν τομέα δραστηριότητας στον οποίο θα ήθελε να πραγματοποιήσει τον εαυτό του. Υπάρχει πάντα κίνδυνος εξάντλησης, αλλά σε αυτή την περίπτωση δεν πρέπει να το φοβάστε, γιατί ούτε ένα δωμάτιο δεν μπορεί να κάνει χωρίς εξαερισμό.
Η κατασκευή ακόμη και μικρών παρτίδων αεραγωγών απαραίτητων για τον εξοπλισμό συστημάτων εξαερισμού σε διάφορες εγκαταστάσεις, κατά κανόνα, είναι επωφελής όχι μόνο από οικονομική άποψη. Και εάν η εταιρεία παρέχει υπηρεσίες για την παροχή εξοπλισμού για συστήματα εξαερισμού και πραγματοποιήσει την εγκατάστασή τους, η παρουσία των δικών της χώρων παραγωγής καθιστά δυνατή τη μείωση των τιμών και την απόκτηση πλεονεκτήματος στην αγορά.
Σήμερα, η παραγωγή αεραγωγών μπορεί να πραγματοποιηθεί χρησιμοποιώντας διάφορες τεχνολογίες και να οργανωθεί διαφορετικά γεωγραφικά. Όσον αφορά την οργάνωση της παραγωγής, μπορεί να είναι:
- Οργανωμένη σε σταθερή βάση παραγωγής.
- Να έχουν χαρακτήρα πεδίου και να αναπτύσσονται απευθείας στην εγκατάσταση όπου εγκαθίσταται το σύστημα εξαερισμού.
- Χρησιμοποιήστε συνδυασμένες προσεγγίσεις για την οργάνωση της παραγωγής.


Και οι δύο μέθοδοι οργάνωσης της παραγωγής έχουν τα δικά τους πλεονεκτήματα, τα οποία τελικά μειώνουν το κόστος των τελικών προϊόντων και το κόστος μεταφοράς. Για παράδειγμα, όταν εργάζεστε σε μεγάλα αντικείμενα, είναι συχνά πολύ πιο κερδοφόρο να παραδίδετε μηχανήματα και εξοπλισμό στο αντικείμενο παρά να επιβαρύνεστε με σημαντικά έξοδα μεταφοράς για τη μεταφορά αεραγωγών που κατασκευάζονται στην κύρια παραγωγή.
Τεχνολογίες για την παραγωγή ορθογώνιων αγωγών
Οι ορθογώνιοι και τετράγωνοι αεραγωγοί χρησιμοποιούνται συχνά για τη διευθέτηση συστημάτων εξαερισμού και μπορούν να κατασκευαστούν με συγκόλληση ή συγκόλληση, καθώς και με μηχανική κλειδαριά. Η τεχνολογία για την παραγωγή ορθογώνιων αγωγών είναι αρκετά απλή και αποτελείται από πολλά στάδια:
- Αρχικά, κόβεται ένα φύλλο μετάλλου σύμφωνα με τη σάρωση του τελικού προϊόντος.
- Στη συνέχεια, το τελειωμένο τεμάχιο κάμπτεται σε μια μηχανή κάμψης για να δώσει το απαιτούμενο σχήμα.
- Η σφράγιση των αρμών πραγματοποιείται είτε με χρήση της τεχνολογίας κλειδαριάς ραφής, συγκόλλησης ή συγκόλλησης.
Θα πρέπει να σημειωθεί ότι μια μηχανική κλειδαριά κατασκευάζεται πιο γρήγορα και η τεχνολογία για την κατασκευή μιας τέτοιας άρθρωσης είναι λιγότερο επίπονη, η χρήση της οδηγεί σε ελαφρώς υψηλότερη κατανάλωση μετάλλου. Επιπλέον, οι αρμοί του αεραγωγού παρουσιάζουν διαρροή και μπορούν να υποβαθμίσουν την απόδοση του συστήματος εξαερισμού με σημαντικό μήκος. Ωστόσο, με ένα μικρό πάχος του μεταλλικού φύλλου, και ως εκ τούτου το χαμηλό κόστος του αγωγού αέρα, μια τέτοια κλειδαριά μπορεί να θεωρηθεί βέλτιστη για την κατασκευή αεραγωγών για χιτώνια αερισμού μικρού και μεσαίου μήκους.


Με ένα μικρό πάχος του φύλλου από το οποίο κατασκευάζεται ο αεραγωγός, μπορεί να χρησιμοποιηθεί συγκόλληση για να επιτευχθεί πλήρης στεγανότητα της δομής. Εάν το πάχος του μετάλλου είναι από 1,5 mm ή περισσότερο, μπορεί να χρησιμοποιηθεί μια συγκολλημένη ραφή.
Οι κυκλικοί αεραγωγοί μπορούν να παραχθούν με δύο τρόπους:
- Με κάμψη σε μηχανές κύλισης με επακόλουθη συγκόλληση της ραφής ή χρήση κλειδαριάς ραφής.
- Σύμφωνα με την τεχνολογία περιέλιξης σε μηχανή περιέλιξης από μεταλλική ταινία.
Η τεχνολογία κύλισης έχει πρακτικά τα ίδια χαρακτηριστικά με την παραγωγή ορθογώνιων αεραγωγών. Όσον αφορά τους αεραγωγούς περιέλιξης, η διαδικασία κατασκευής τους είναι απλούστερη και δεν απαιτεί επακόλουθη σφράγιση ραφών. Επιπλέον, οι σπειροειδείς αεραγωγοί μπορούν να κατασκευαστούν σε μη τυποποιημένα μήκη, γεγονός που σας επιτρέπει να βελτιστοποιήσετε το κόστος για την κατασκευή μη τυπικών συστημάτων εξαερισμού.
ΕΙΣΑΓΩΓΗ
Η συγκόλληση, μαζί με τη χύτευση και την επεξεργασία πίεσης, είναι η παλαιότερη τεχνολογική λειτουργία που κατέκτησε ο άνθρωπος στην Εποχή του Χαλκού κατά την απόκτηση εμπειρίας στην εργασία με μέταλλα. Η εμφάνισή του συνδέεται με την ανάγκη σύνδεσης διαφόρων εξαρτημάτων στην κατασκευή εργαλείων, στρατιωτικών όπλων, κοσμημάτων και άλλων προϊόντων.
Η πρώτη μέθοδος συγκόλλησης ήταν η σφυρηλάτηση, η οποία παρείχε μια αρκετά υψηλής ποιότητας σύνδεση εκείνη την εποχή, ειδικά κατά την εργασία με όλκιμα μέταλλα όπως ο χαλκός. Με την έλευση του μπρούντζου (σκληρότερο και πιο δύσκολο να σφυρηλατηθεί), προέκυψε η συγκόλληση χυτηρίου. Κατά τη χυτική συγκόλληση, οι άκρες των προς σύνδεση μερών πλάθονταν με ειδικό πήλινο μείγμα και χύθηκαν με θερμαινόμενο υγρό μέταλλο. Αυτό το μέταλλο πλήρωσης συντήχθηκε με τα μέρη και στερεοποιήθηκε για να σχηματίσει μια ραφή. Τέτοιες ενώσεις έχουν βρεθεί σε χάλκινα αγγεία που σώζονται από την εποχή της Αρχαίας Ελλάδας και της Αρχαίας Ρώμης.
Με την εμφάνιση του σιδήρου, η γκάμα των μεταλλικών προϊόντων που χρησιμοποιούσε ο άνθρωπος αυξήθηκε, έτσι το πεδίο και το πεδίο της συγκόλλησης διευρύνθηκαν. Δημιουργούνται νέοι τύποι όπλων, βελτιώνονται τα μέσα προστασίας ενός πολεμιστή στη μάχη, εμφανίζονται αλυσίδες, κράνη και πανοπλίες. Για παράδειγμα, στην κατασκευή αλυσιδωτής αλληλογραφίας, περισσότεροι από 10 χιλιάδες μεταλλικοί δακτύλιοι έπρεπε να συνδεθούν με σφυρηλάτηση συγκόλλησης. Αναπτύσσονται νέες τεχνολογίες χύτευσης, αποκτώνται σταδιακά γνώσεις σχετικά με τη θερμική επεξεργασία του χάλυβα και δίνοντάς του διαφορετική σκληρότητα και αντοχή. Συχνά αυτή η γνώση αποκτήθηκε τυχαία και δεν μπορούσε να εξηγήσει την ουσία των συνεχιζόμενων διαδικασιών.
Για παράδειγμα, σε ένα χειρόγραφο που βρέθηκε στο ναό του Balgon στην Ασία, η διαδικασία που μας είναι γνωστή ως χάλυβας μετριασμού περιγράφεται ως εξής: «Ζεσταίνουμε το στιλέτο μέχρι να λάμψει σαν τον πρωινό ήλιο στην έρημο, και μετά ψύχεται στο χρώμα του βασιλικό μωβ, κολλώντας τη λεπίδα στο σώμα μυώδες σκλάβο. Η δύναμη του σκλάβου, που μετατρέπεται σε στιλέτο, του δίνει σκληρότητα." Παρόλα αυτά, παρά τις μάλλον πρωτόγονες γνώσεις, σπαθιά και σπαθιά κατασκευάστηκαν πριν από την εποχή μας, που είχαν μοναδικές ιδιότητες και ονομάζονταν Δαμασκός. Για να προσδώσει στο όπλο υψηλή αντοχή και σκληρότητα και ταυτόχρονα να προσφέρει πλαστικότητα που δεν επέτρεπε στο σπαθί να είναι εύθραυστο και να σπάσει από χτυπήματα, κατασκευάστηκε σε στρώσεις. Εναλλακτικά, σε μια ορισμένη σειρά, συγκολλήθηκαν μεταξύ τους σκληρές στρώσεις χάλυβα μέτριας ή υψηλής περιεκτικότητας σε άνθρακα και μαλακές λωρίδες από χάλυβα χαμηλής περιεκτικότητας σε άνθρακα ή καθαρό σίδηρο. Το αποτέλεσμα ήταν ένα όπλο με νέες ιδιότητες που δεν μπορούν να αποκτηθούν χωρίς τη χρήση συγκόλλησης. Στη συνέχεια, κατά τον Μεσαίωνα, αυτή η τεχνολογία άρχισε να χρησιμοποιείται για την κατασκευή υψηλής απόδοσης, αυτοακονιζόμενων άροτρων και άλλων εργαλείων.
Η σφυρηλάτηση και η συγκόλληση χυτηρίου παρέμειναν για μεγάλο χρονικό διάστημα η κύρια μέθοδος σύνδεσης μετάλλων. Αυτές οι μέθοδοι ταιριάζουν καλά στην τεχνολογία παραγωγής εκείνης της εποχής. Το επάγγελμα του σιδηρουργού-συγκολλητή ήταν πολύ τιμητικό και κύρος. Ωστόσο, με την ανάπτυξη τον XVIII αιώνα. η παραγωγή μηχανών, η ανάγκη δημιουργίας μεταλλικών κατασκευών, ατμομηχανών και διάφορων μηχανισμών έχει αυξηθεί δραματικά. Οι γνωστές μέθοδοι συγκόλλησης σε πολλές περιπτώσεις έπαψαν να πληρούν τις απαιτήσεις, καθώς η έλλειψη ισχυρών πηγών θερμότητας δεν επέτρεπε την ομοιόμορφη θέρμανση μεγάλων κατασκευών στις θερμοκρασίες που απαιτούνται για τη συγκόλληση. Το πριτσίνωμα έγινε η κύρια μέθοδος απόκτησης μόνιμων αρμών εκείνη την εποχή.
Η κατάσταση άρχισε να αλλάζει στις αρχές του 20ού αιώνα. μετά τη δημιουργία πηγών ηλεκτρικής ενέργειας από τον Ιταλό φυσικό A. Volta. Το 1802, ο Ρώσος επιστήμονας V.V. Petrov ανακάλυψε το φαινόμενο του ηλεκτρικού τόξου και απέδειξε τη δυνατότητα χρήσης του για την τήξη μετάλλων. Το 1881 Ο Ρώσος εφευρέτης N.N. Benardos πρότεινε τη χρήση ενός ηλεκτρικού τόξου που καίει ανάμεσα σε ένα ηλεκτρόδιο άνθρακα και ένα μεταλλικό μέρος για να λιώσει τις άκρες του και να το συνδέσει με ένα άλλο μέρος. Ονόμασε αυτή τη μέθοδο σύνδεσης μετάλλων «ηλεκτροήφαιστος» προς τιμήν του αρχαίου Έλληνα θεού σιδηρουργού. Κατέστη δυνατή η σύνδεση μεταλλικών κατασκευών οποιουδήποτε μεγέθους και διαφόρων διαμορφώσεων με ισχυρή συγκολλημένη ραφή. Έτσι εμφανίστηκε η συγκόλληση με ηλεκτρικό τόξο - μια εξαιρετική εφεύρεση του 19ου αιώνα. Βρήκε αμέσως εφαρμογή στην πιο δύσκολη βιομηχανία εκείνη την εποχή - την κατασκευή ατμομηχανών. Ανακάλυψη του Ν.Ν. Ο Bernardos το 1888 βελτιώθηκε από τον σύγχρονο του N.G. Slavyanov, αντικαθιστώντας το μη αναλώσιμο ηλεκτρόδιο άνθρακα με ένα αναλώσιμο μεταλλικό. Ο εφευρέτης πρότεινε τη χρήση σκωρίας, η οποία προστάτευε τη συγκόλληση από τον αέρα, καθιστώντας την πιο πυκνή και ανθεκτική.
Παράλληλα, αναπτύχθηκε η συγκόλληση με αέριο, στην οποία χρησιμοποιήθηκε φλόγα για την τήξη του μετάλλου, το οποίο σχηματίστηκε κατά την καύση ενός εύφλεκτου αερίου (για παράδειγμα, ακετυλένιο) αναμεμειγμένο με οξυγόνο. Στα τέλη του XIX αιώνα. αυτή η μέθοδος συγκόλλησης θεωρήθηκε ακόμη πιο υποσχόμενη από τη συγκόλληση τόξου, καθώς δεν απαιτούσε ισχυρές πηγές ενέργειας και η φλόγα, ταυτόχρονα με την τήξη του μετάλλου, το προστάτευε από τον περιβάλλοντα αέρα. Αυτό κατέστησε δυνατή την απόκτηση αρκετά καλής ποιότητας συγκολλημένων αρμών. Περίπου την ίδια εποχή, η συγκόλληση με θερμίτη άρχισε να χρησιμοποιείται για τη σύνδεση αρμών σιδηροδρόμου. Κατά την καύση των θερμιτών (μίγμα αλουμινίου ή μαγνησίου με οξείδιο του σιδήρου), σχηματίζεται καθαρός σίδηρος και απελευθερώνεται μεγάλη ποσότητα θερμότητας. Ένα μέρος του θερμίτη κάηκε σε ένα πυρίμαχο χωνευτήριο και το τήγμα χύθηκε στο διάκενο μεταξύ των συγκολλημένων αρμών.
Ένα σημαντικό στάδιο στην ανάπτυξη της συγκόλλησης τόξου ήταν το έργο του Σουηδού επιστήμονα O. Kelberg, ο οποίος πρότεινε το 1907 να εφαρμοστεί μια επίστρωση σε ένα μεταλλικό ηλεκτρόδιο, το οποίο, αποσυντίθεται κατά την καύση τόξου, παρείχε καλή προστασία του λιωμένου μετάλλου από τον αέρα και το κράμα του με τα απαραίτητα στοιχεία για συγκόλληση υψηλής ποιότητας. Μετά από αυτή την εφεύρεση, η συγκόλληση άρχισε να βρίσκει όλο και περισσότερες εφαρμογές σε διάφορες βιομηχανίες. Ιδιαίτερη σημασία είχαν εκείνη την εποχή τα έργα του Ρώσου επιστήμονα V.P. Vologdin, ο οποίος δημιούργησε το πρώτο τμήμα συγκόλλησης στο Πολυτεχνικό Ινστιτούτο του Βλαδιβοστόκ. Το 1921 άνοιξε το πρώτο εργαστήριο συγκόλλησης για την επισκευή πλοίων στην Άπω Ανατολή και το 1924 επισκευάστηκε με συγκόλληση η μεγαλύτερη γέφυρα στον ποταμό Αμούρ. Ταυτόχρονα, δημιουργήθηκαν δεξαμενές αποθήκευσης πετρελαίου χωρητικότητας 2000 τόνων, μια γεννήτρια για το Dneproges κατασκευάστηκε με συγκόλληση, η οποία ήταν δύο φορές ελαφρύτερη από την πριτσίνια. Το 1926 πραγματοποιήθηκε η πρώτη Πανενωσιακή Διάσκεψη για τη Συγκόλληση. Το 1928, υπήρχαν 1.200 μονάδες συγκόλλησης τόξου στην ΕΣΣΔ.
Το 1929 άνοιξε ένα εργαστήριο συγκόλλησης στο Κίεβο στην Ακαδημία Επιστημών της Ουκρανικής ΣΣΔ, το οποίο το 1934 μετατράπηκε σε Ινστιτούτο Ηλεκτρικής Συγκόλλησης. Επικεφαλής του ινστιτούτου ήταν ένας γνωστός επιστήμονας στον τομέα της κατασκευής γεφυρών, ο καθηγητής E.O. Paton, από τον οποίο ονομάστηκε αργότερα το ινστιτούτο. Ένα από τα πρώτα σημαντικά έργα του ινστιτούτου ήταν η ανάπτυξη το 1939 της αυτόματης συγκόλλησης με βυθισμένο τόξο. Κατέστησε δυνατή την αύξηση της παραγωγικότητας της διαδικασίας συγκόλλησης κατά 6-8 φορές, τη βελτίωση της ποιότητας της άρθρωσης, τη σημαντική απλοποίηση του έργου του συγκολλητή, μετατρέποντάς τον σε χειριστή για τον έλεγχο της εγκατάστασης συγκόλλησης. Το έργο αυτό του Ινστιτούτου το 1941 έλαβε το Κρατικό Βραβείο. Η συγκόλληση με υποβρύχιο τόξο έπαιξε τεράστιο ρόλο κατά τη διάρκεια του Μεγάλου Πατριωτικού Πολέμου, και έγινε για πρώτη φορά στον κόσμο η κύρια μέθοδος σύνδεσης πλακών θωράκισης πάχους έως 45 mm στην κατασκευή της δεξαμενής T34 και έως και 120 mm στην κατασκευή της Δεξαμενή IS-2. Στο πλαίσιο της έλλειψης ειδικευμένων συγκολλητών κατά τη διάρκεια του πολέμου, η αύξηση της παραγωγικότητας συγκόλλησης λόγω της αυτοματοποίησης κατέστησε δυνατή τη σημαντική αύξηση της παραγωγής δεξαμενών για το μέτωπο σε σύντομο χρονικό διάστημα.
Ένα σημαντικό επίτευγμα της επιστήμης και της τεχνολογίας συγκόλλησης ήταν η ανάπτυξη το 1949 μιας θεμελιωδώς νέας μεθόδου συγκόλλησης με σύντηξη, που ονομάζεται ηλεκτροσυγκόλληση με σκωρία. Η συγκόλληση με ηλεκτροσκωρία παίζει τεράστιο ρόλο στην ανάπτυξη της βαριάς μηχανικής, καθώς επιτρέπει τη συγκόλληση πολύ παχύ μετάλλου (πάνω από 1 m). Ένα παράδειγμα χρήσης ηλεκτροσυγκόλλησης με ηλεκτροσκωρία είναι η κατασκευή μιας πρέσας στο Novokramomotorsky Mashinostroitelny Zavod που παρήγγειλε η Γαλλία, η οποία μπορεί να παράγει δύναμη 65.000 τόνων. Η πρέσα έχει ύψος ίσο με το ύψος ενός κτιρίου 12 ορόφων και το βάρος του είναι διπλάσιο από το βάρος του Πύργου του Άιφελ.
Στη δεκαετία του '50. του περασμένου αιώνα, η βιομηχανία έχει κατακτήσει τη μέθοδο της συγκόλλησης τόξου σε περιβάλλον διοξειδίου του άνθρακα, η οποία πρόσφατα έγινε η πιο κοινή μέθοδος συγκόλλησης και χρησιμοποιείται σε όλες σχεδόν τις μηχανουργικές επιχειρήσεις.
Η συγκόλληση αναπτύσσεται ενεργά τα επόμενα χρόνια. Από το 1965 έως το 1985, ο όγκος παραγωγής συγκολλημένων κατασκευών στην ΕΣΣΔ αυξήθηκε 7,5 φορές, το απόθεμα εξοπλισμού συγκόλλησης - 3,5 φορές, η παραγωγή μηχανικών συγκόλλησης - πέντε φορές. Η συγκόλληση άρχισε να χρησιμοποιείται για την κατασκευή σχεδόν όλων των μεταλλικών κατασκευών, μηχανών και κατασκευών, αντικαθιστώντας πλήρως τα πριτσίνια. Για παράδειγμα, ένα συνηθισμένο επιβατικό αυτοκίνητο έχει περισσότερες από 5.000 συγκολλήσεις. Ο αγωγός, ο οποίος προμηθεύει αέριο από τη Σιβηρία στην Ευρώπη, είναι επίσης μια συγκολλημένη κατασκευή με περισσότερα από 5.000 χιλιόμετρα συγκολλήσεων. Ούτε ένα πολυώροφο κτίριο, πύργος τηλεόρασης ή πυρηνικός αντιδραστήρας δεν κατασκευάζεται χωρίς συγκόλληση.
Στη δεκαετία του 70-80. αναπτύσσονται νέες μέθοδοι συγκόλλησης και θερμικής κοπής: δέσμη ηλεκτρονίων, πλάσμα, λέιζερ. Αυτές οι μέθοδοι συμβάλλουν τεράστια στην ανάπτυξη διαφόρων βιομηχανιών. Για παράδειγμα, η συγκόλληση με λέιζερ σάς επιτρέπει να συνδέσετε ποιοτικά τα μικρότερα μέρη στη μικροηλεκτρονική με διάμετρο και πάχος 0,01-0,1 mm. Η ποιότητα διασφαλίζεται από την απότομη εστίαση της μονοχρωματικής δέσμης λέιζερ και την καλύτερη δόση του χρόνου συγκόλλησης, η οποία μπορεί να διαρκέσει από 10 έως 6 δευτερόλεπτα. Η συγκόλληση με λέιζερ κατέστησε δυνατή τη δημιουργία μιας ολόκληρης σειράς νέας βάσης στοιχείων, η οποία με τη σειρά της κατέστησε δυνατή την κατασκευή νέων γενιών έγχρωμων τηλεοράσεων, υπολογιστών, συστημάτων ελέγχου και πλοήγησης. Η συγκόλληση με δέσμη ηλεκτρονίων έχει γίνει μια απαραίτητη τεχνολογική διαδικασία στην κατασκευή υπερηχητικών αεροσκαφών και αεροδιαστημικών οχημάτων. Η δέσμη ηλεκτρονίων καθιστά δυνατή τη συγκόλληση μετάλλων πάχους έως 200 mm με ελάχιστες δομικές παραμορφώσεις και μια μικρή ζώνη που επηρεάζεται από τη θερμότητα.Η συγκόλληση είναι η κύρια τεχνολογική διαδικασία στην κατασκευή θαλάσσιων σκαφών, πλατφορμών πετρελαίου και υποβρυχίων. Το σύγχρονο πυρηνικό υποβρύχιο, το οποίο έχει ύψος περίπου 200 μέτρα και ύψος 12 ορόφων, είναι μια πλήρως συγκολλημένη κατασκευή κατασκευασμένη από χάλυβες υψηλής αντοχής και κράματα τιτανίου.
Χωρίς τη συγκόλληση, τα σημερινά επιτεύγματα στο διαστημικό πεδίο δεν θα ήταν δυνατά. Για παράδειγμα, η τελική συναρμολόγηση του πυραυλικού συστήματος πραγματοποιείται σε ένα συγκολλημένο κατάστημα συναρμολόγησης βάρους περίπου 60 χιλ. και ύψους 160 μ. Το σύστημα συγκράτησης πυραύλων αποτελείται από συγκολλημένους πύργους και ιστούς συνολικού βάρους περίπου 5 χιλ. τόνων Όλες οι κρίσιμες κατασκευές στην εξέδρα εκτόξευσης είναι επίσης συγκολλημένα. Κάποιοι από αυτούς πρέπει να εργαστούν σε πολύ δύσκολες συνθήκες. Η πρόσκρουση μιας ισχυρής φλόγας κατά την εκτόξευση ενός πυραύλου λαμβάνει έναν συγκολλημένο διαχωριστή φλόγας βάρους 650 τόνων, ύψους 12 μ. Οι σύνθετες συγκολλημένες κατασκευές είναι δεξαμενές αποθήκευσης καυσίμου, ένα σύστημα τροφοδοσίας στις δεξαμενές και στις ίδιες τις δεξαμενές καυσίμου. Πρέπει να αντέχουν σε τεράστια υποθερμία. Για παράδειγμα, μια δεξαμενή υγρού οξυγόνου έχει χωρητικότητα άνω των 300.000 λίτρων. Είναι κατασκευασμένο με διπλό τοίχωμα - από ανοξείδωτο χάλυβα και χαμηλής περιεκτικότητας σε άνθρακα. Η διάμετρος της εξωτερικής σφαίρας είναι 22 μ. Οι δεξαμενές υγρού υδρογόνου είναι σχεδιασμένες με παρόμοιο τρόπο. Ο αγωγός για την παροχή υγρού υδρογόνου είναι συγκολλημένος από κράμα νικελίου, βρίσκεται μέσα σε έναν άλλο αγωγό κράματος αλουμινίου. Οι αγωγοί για την παροχή κηροζίνης και υπερενεργού καυσίμου είναι συγκολλημένοι από ανοξείδωτο χάλυβα και ο αγωγός παροχής οξυγόνου είναι κατασκευασμένος από αλουμίνιο.
Με τη βοήθεια συγκόλλησης κατασκευάζονται BelAZ και MAZ πολλών τόνων, τρακτέρ, τρόλεϊ, ανελκυστήρες, γερανοί, ξύστρες, ψυγεία, τηλεοράσεις και άλλα βιομηχανικά προϊόντα και καταναλωτικά αγαθά.
1. ΤΕΧΝΟΛΟΓΙΚΟ ΤΜΗΜΑ
1 Περιγραφή της συγκολλημένης κατασκευής και ο σκοπός της
Το περίβλημα του ανεμιστήρα λειτουργεί σε ιδιαίτερα σκληρές συνθήκες. Υπόκειται σε άμεσες κρούσεις δυναμικών φορτίων και δονήσεων.
Το περίβλημα του ανεμιστήρα αποτελείται από
Θέση 1 Σώμα 1 τεμ
V \u003d π * D * S * H \u003d 3,14 * 60,5 * 0,8 \u003d 151,98 cc.
Q \u003d ρ * V \u003d 7,85 * 151,98 \u003d 1193,01 γρ. = 1,19 κιλά
Pos 2 Flange 2 τεμ.
τόξο παραμόρφωσης συγκόλλησης με ανεμιστήρα
V \u003d π * (D out 2. - D int 2) * s \u003d 3,14 * (64,5 2 -60,5 2) * 1 \u003d 1570 cu. εκ
Q \u003d ρ * V \u003d 7,85 * 1570 \u003d 12324,5 γρ. = 12,33 κιλά.
Pos 3 Ear 2 τεμ
V \u003d h + l + s \u003d 10 * 10 * 0,5 \u003d 50 cu. εκ
Q \u003d ρ * V \u003d 7,85 * 50 \u003d 392,5 g \u003d 0,39 kg
Επιφάνεια διατομής της συγκόλλησης
t. sh. \u003d 0,5K² + 1,05K \u003d 0,5 * 6² + 1,05 * 6 \u003d 24,3 τετραγωνικά χιλιοστά
2 Αιτιολόγηση υλικού συγκόλλησης
Χημική σύνθεση χάλυβα

Ισοδύναμη περιεκτικότητα σε άνθρακα
Ce \u003d Cx + Cp
Сх - χημικό ισοδύναμο άνθρακα
Сх = С + Mn/9 + Cr/9 + Mo/12 = 0,16 +1,6/9 + 0,4/9 = 0,38
Ср - διόρθωση σε ισοδύναμο άνθρακα
Cp \u003d 0,005 * S * Cx \u003d 0,005 * 8 * 0,38 \u003d 0,125
Θερμοκρασία προθέρμανσης
T p \u003d 350 * \u003d 350 * 0,25 \u003d 126,2 μοίρες.
1.3 Προδιαγραφές για την κατασκευή συγκολλημένης κατασκευής
Το περίβλημα του ανεμιστήρα λειτουργεί σε ιδιαίτερα σκληρές συνθήκες. Υπόκειται σε άμεσες κρούσεις δυναμικών φορτίων και δονήσεων.
4 Προσδιορισμός του είδους της παραγωγής
Το συνολικό βάρος του σπάρ είναι 32,07 κιλά. Με πρόγραμμα παραγωγής 800 τμχ επιλέγουμε τον σειριακό τύπο παραγωγής

Στη σειριακή παραγωγή, ο τύπος παραγωγής χαρακτηρίζεται από τη χρήση εξειδικευμένων εξαρτημάτων συναρμολόγησης και συγκόλλησης, η συγκόλληση μονάδων πραγματοποιείται σε σταθερούς εργάτες
5 Επιλογή και αιτιολόγηση μεθόδων συναρμολόγησης και συγκόλλησης
Αυτό το σχέδιο είναι κατασκευασμένο από χάλυβα 16G2AF, που ανήκει στην ομάδα των καλά συγκολλημένων χάλυβων. Κατά τη συγκόλληση, απαιτείται προθέρμανση έως 162 μοίρες και επακόλουθη θερμική επεξεργασία.
Ο χάλυβας συγκολλάται με όλους τους τύπους συγκόλλησης. Το πάχος των προς συγκόλληση εξαρτημάτων είναι 10 mm, γεγονός που επιτρέπει τη συγκόλληση σε περιβάλλον διοξειδίου του άνθρακα με σύρμα Sv 08 G2S
1.6 Προσδιορισμός τρόπων συγκόλλησης
sv \u003d h * 100 / Kp
όπου: h - βάθος διείσδυσης
Kp - συντελεστής αναλογικότητας

c σε \u003d 0,6 * 10 * 100 / 1,55 \u003d 387 A
Τάση τόξου
20 + 50* Ib* 10-3 / d⁰² V
20 + 50 *387 *10 ⁻3 / 1,6⁰² = 20 + 15,35 = 35,35 V
Ταχύτητα συγκόλλησης
V sv \u003d K n * I sv / (ρ * F * 100) m / h =
1*387/7,85*24,3*100 = 34,6 m/h
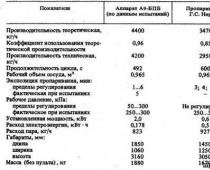
όπου K n - συντελεστής επιφανείας g / A * h ρ είναι η πυκνότητα του μετάλλου, που λαμβάνεται για χάλυβες άνθρακα και χαμηλού κράματος, ίση με 7,85 g/cm3. F είναι η περιοχή διατομής του εναποτιθέμενου μετάλλου. mm 2 7 Επιλογή αναλωσίμων συγκόλλησης Το Steel 16G2AF συγκολλάται με οποιοδήποτε τύπο συγκόλλησης χρησιμοποιώντας διάφορους τύπους αναλώσιμων συγκόλλησης. Επομένως, χρησιμοποιούμε σύρμα SV 08 G 2 S για συγκόλληση. Το σύρμα SV 08 G2S έχει καλή συγκολλησιμότητα, χαμηλή εκπομπή αναθυμιάσεων συγκόλλησης και χαμηλή τιμή. 7.1 Κατανάλωση αναλωσίμων συγκόλλησης Η κατανάλωση του σύρματος ηλεκτροδίου κατά τη συγκόλληση σε CO2 καθορίζεται από τον τύπο G e. pr. \u003d 1,1 * M kg M - μάζα αποτιθέμενου μετάλλου, M = F * ρ * L * 10 -3 kg M t. sh. \u003d 0,243 * 7,85 * 611,94 * 10 -3 \u003d 1,16 kg Κατανάλωση σύρματος ηλεκτροδίου G e. pr. \u003d 1,1 * M \u003d 1,1 * 1,16 \u003d 1,28 kg Κατανάλωση διοξειδίου του άνθρακα G co2 \u003d 1,5 * G e. pr. \u003d 1,5 * 1,28 \u003d 1,92 kg Κατανάλωση ηλεκτρικής ενέργειας W \u003d a * G e. κ.λπ. \u003d 8 * 1,28 \u003d 10,24 kW / h a \u003d 5 ... 8 kW * h / kg - ειδική κατανάλωση ενέργειας ανά 1 kg εναποτιθέμενου μετάλλου 8 Επιλογή εξοπλισμού συγκόλλησης, τεχνολογικός εξοπλισμός, εργαλεία ΣΥΣΤΗΜΑ ΣΥΓΚΟΛΛΗΣΗΣ MAGSTER · Επαγγελματικό σύστημα συγκόλλησης με τον εξαγόμενο 4ο μηχανισμό δόσεως κυλίνδρου της γνωστής ποιότητας Lincoln Electric στην τιμή των καλύτερων ρωσικών αναλόγων. · Συγκόλληση σε προστατευτικά αέρια με σύρματα συμπαγούς και πυρήνα ροής. · Με επιτυχία εφαρμόζεται στη συγκόλληση δομικών χάλυβων χαμηλής περιεκτικότητας σε άνθρακα και ανοξείδωτου χάλυβα, καθώς και στη συγκόλληση αλουμινίου και των κραμάτων του. · Βήμα-βήμα ρύθμιση της τάσης συγκόλλησης. · Ομαλή ρύθμιση δόσεως σύρματος. · Προκαθαρισμός αερίου. · Θερμική προστασία υπερφόρτωσης. · Ψηφιακός δείκτης τάσης. · Υψηλή αξιοπιστία και εύκολη λειτουργία. · Συνεργικό σύστημα της διαδικασίας συγκόλλησης - μετά τη φόρτωση του τύπου του σύρματος και της διαμέτρου, ο ρυθμός τροφοδοσίας και η τάση αντιστοιχίζονται αυτόματα από τον μικροεπεξεργαστή, (για μοντ. 400.500). · Πολλές λειτουργικές οθόνες υγρών κρυστάλλων - εμφανίζουν τις παραμέτρους της διαδικασίας συγκόλλησης (για mod. 400, 500). · Σύστημα υδρόψυξης (για μοντέλα με δείκτη W) . · Όλα τα μοντέλα είναι εξοπλισμένα με πρίζα για τη σύνδεση θερμαντήρα αερίου (ο θερμαντήρας παρέχεται χωριστά). · Σχεδιασμένο σύμφωνα με το IEC 974-1. Κατηγορία προστασίας IP23 (λειτουργία σε εξωτερικό χώρο). · Παρέχεται ως έτοιμα προς χρήση κιτ και περιλαμβάνει: πηγή ρεύματος, τροφοδότη με καρότσι μεταφοράς, καλώδια σύνδεσης 5 m, καλώδιο τροφοδοσίας 5 m, φακό συγκόλλησης "MAGNUM" μήκους 4,5 m, σφιγκτήρα εργασίας. · AGSTER 400 plus MAGSTER 500 w plus MAGSTER 501 w Μέγιστη κατανάλωση ρεύματος, ρεύμα 380 V. 14,7 kW. 17 kW. 16 kW. 24 kW. 24 kW. Ρεύμα συγκόλλησης σε κύκλο λειτουργίας 35%. 315 Α. 400 Α. 400 Α. 500 Α. 500 Α. Ρεύμα συγκόλλησης σε κύκλο λειτουργίας 60%. 250 Α. 350 Α. 350 Α. 450 Α. 450 Α. Ρεύμα συγκόλλησης σε κύκλο λειτουργίας 100%. 215 Α. 270 Α. 270 Α. 350 Α. 450 Α. Τάση εξόδου. 19-47 V. 18-40 V. 18-40 V. 19-47 V. 19-47 V. Βάρος χωρίς καλώδια. 88 κιλά 140 κιλά 140 κιλά 140 κιλά 140 κιλά ΤΕΧΝΙΚΕΣ ΠΑΡΑΜΕΤΡΟΙ ΤΟΥ ΣΥΡΜΑΤΟΤΡΟΦΟΤΗ · Ταχύτητα τροφοδοσίας καλωδίων. 1-17 m/min 1-24 m/min 1-24 m/min 1-24 m/min 1-24 m/min Διάμετροι σύρματος. 0,6-1,2 mm 0,8-1,6 mm 0,8-1,6 mm 0,8-1,6 mm 0,8-1,6 mm Βάρος χωρίς φακό. 20 κιλά. 20 κιλά. 20 κιλά. 9 Καθορισμός τεχνικών προτύπων για τους χρόνους συναρμολόγησης και συγκόλλησης Υπολογισμός τεχνικών προτύπων χρόνου συναρμολόγησης και συγκόλλησης συναρμολόγησης.
Παράμετρος Χρονικό όριο ελάχ Χρόνος min Πηγή Καθαρίστε τα σημεία συγκόλλησης από λάδια, σκουριά και άλλους ρύπους. 0,3 ανά 1 m της ραφής Εγκαταστήστε το παιδικό pos 2 στο εξάρτημα. Το βάρος των παιδιών 12,33 κιλά Ορίστε τη θέση των παιδιών. 1 στο det pos 2 Grab det poses 1 to det poses 3 for 3 potholders 0,09 1 τακ Ορίστε τη θέση των παιδιών. 2 στο det pos 1 Το βάρος των παιδιών 12.33 Grab det poses 2 to det poses 1 for 3 potholders 0,09 1 τακ Εγκαταστήστε 2 παιδική θέση. 3 στο det pos 1 Το βάρος των παιδιών 0,39 Πιάσε 2 det pos 3 για det pos 1 για 4 potholders 0,09 1 τακ Αφαιρέστε τη μονάδα συναρμολόγησης και τοποθετήστε την στο τραπέζι του συγκολλητή Καθιστό βάρος μονάδες 32,07 κιλά Ραφή L = 1,9 m 1,72 min / m ραφή Συγκολλήστε τις άκρες των παιδιών θέσης 1 μεταξύ τους Ραφή L = 0,32 m 1,72 min / m ραφή Συγκολλήστε το παιδικό pos 2 στο παιδί pos 1 Ραφή L = 1,9 m 1,72 min / m ραφή Καθαρίστε τη ραφή συγκόλλησης από πιτσίλισμα. Lzach = 4,12 m Ραφή 0,4 min/m Εργατικός έλεγχος, εργοδηγός Αφαιρέστε τη μονάδα συναρμολόγησης Τραπέζι 1
πίνακας 2 Χρόνος εγκατάστασης εξαρτημάτων (μονάδες συναρμολόγησης) κατά τη συναρμολόγηση μεταλλικών κατασκευών για συγκόλληση
Άποψη συναρμολόγησης Μέρος βάρος, μονάδα συναρμολόγησης σταθεροποιητής Πίνακας 3 Χρόνος κολλήματος
Πάχος μετάλλου ή ποδιών, mm Μήκος κολλήματος, mm Ώρα για ένα τακ, min Ώρα να αφαιρέσετε τις μονάδες συναρμολόγησης από το εξάρτημα και να τις αποθηκεύσετε
Βασικός χρόνος για συγκόλληση 1 μ. ραφή F - περιοχή διατομής της συγκόλλησης ρ - ειδική πυκνότητα του εναποτιθέμενου μετάλλου, g / cu. εκ. α - συντελεστής εναπόθεσης a \u003d 17,1 g / a * ώρα Οτι. t.sh = = 1,72 min / 1 m ραφή 10 Υπολογισμός της ποσότητας του εξοπλισμού και της φόρτισής του Εκτιμώμενη ποσότητα εξοπλισμού C p = = = 0,09 T gi - η ετήσια πολυπλοκότητα της λειτουργίας, n-ώρα. T gi = = = 308,4 n-ώρα F d o - ετήσιο πραγματικό ταμείο λειτουργίας εξοπλισμού F d o \u003d (8 * D p + 7 * D s) * n * K p \u003d (8 * 246 + 7 * 7) * 2 * 0,96 \u003d 3872,6 ώρες D p, D s - ο αριθμός των εργάσιμων ημερών ανά έτος, αντίστοιχα, με πλήρη διάρκεια και μειωμένη. n είναι ο αριθμός των βάρδιων εργασίας ανά ημέρα. K p - συντελεστής λαμβάνοντας υπόψη τον χρόνο επισκευής του εξοπλισμού (K p \u003d 0,92-0,96). Συντελεστής φορτίου K z = = = 0,09 Cp είναι η εκτιμώμενη ποσότητα εξοπλισμού. Spr - αποδεκτή ποσότητα εξοπλισμού Spr = 1 11 Υπολογισμός του αριθμού των εργαζομένων Ο αριθμός των κύριων εργαζομένων που εμπλέκονται άμεσα στην εκτέλεση τεχνολογικών εργασιών καθορίζεται από τον τύπο Ch o.r. ===0,19 T g i - ετήσια ένταση εργασίας, n-ώρα. F d r - το ετήσιο πραγματικό κεφάλαιο του χρόνου εργασίας ενός εργαζομένου, σε ώρες. K in - συντελεστής απόδοσης των προτύπων παραγωγής (K σε \u003d 1.1-1.15) Ετήσιο πραγματικό ταμείο χρόνου εργασίας ενός εργαζομένου F dr \u003d (8 * D p + 7 * D s) * K nev \u003d (8 * 246 + 7 * 7) * 0,88 \u003d 1774,96 ώρες όπου D p, D s - ο αριθμός των εργάσιμων ημερών ανά έτος, αντίστοιχα, με πλήρη διάρκεια και μειωμένη. K nev - συντελεστής απουσίας για καλούς λόγους (K nev = 0,88) 12 Μέθοδοι αντιμετώπισης παραμορφώσεων συγκόλλησης Το σύνολο των μέτρων για την καταπολέμηση των παραμορφώσεων και των τάσεων μπορεί να χωριστεί σε τρεις ομάδες: Δραστηριότητες που υλοποιούνται πριν από τη συγκόλληση. Δραστηριότητες στη διαδικασία συγκόλλησης. Δραστηριότητες που πραγματοποιούνται μετά τη συγκόλληση. Τα μέτρα ελέγχου παραμόρφωσης που εφαρμόζονται πριν από τη συγκόλληση εφαρμόζονται στο στάδιο του σχεδιασμού της συγκολλημένης κατασκευής και περιλαμβάνουν τα ακόλουθα μέτρα. Η δομική συγκόλληση πρέπει να έχει ελάχιστη ποσότητα εναποτιθέμενου μετάλλου. Τα σκέλη δεν πρέπει να υπερβαίνουν τις τιμές σχεδιασμού, οι συγκολλήσεις από άκρο πρέπει να γίνονται χωρίς κοπτικές ακμές, εάν είναι δυνατόν, ο αριθμός και το μήκος των συγκολλήσεων πρέπει να είναι το ελάχιστο επιτρεπόμενο. Είναι απαραίτητο να χρησιμοποιηθούν μέθοδοι και τρόποι συγκόλλησης που παρέχουν ελάχιστη εισαγωγή θερμότητας και μια στενή ζώνη που επηρεάζεται από τη θερμότητα. Από αυτή την άποψη, η συγκόλληση με CO 2 είναι προτιμότερη από τη χειροκίνητη συγκόλληση και η συγκόλληση με δέσμη ηλεκτρονίων και λέιζερ είναι προτιμότερη από τη συγκόλληση τόξου. Οι συγκολλήσεις πρέπει να είναι όσο το δυνατόν πιο συμμετρικές στη συγκολλημένη κατασκευή, δεν συνιστάται η τοποθέτηση συγκολλήσεων κοντά η μία στην άλλη, να υπάρχει μεγάλος αριθμός τεμνόμενων ραφών, χωρίς να απαιτείται η χρήση ασύμμετρων αυλακώσεων. Σε κατασκευές με στοιχεία λεπτού τοιχώματος, συνιστάται η τοποθέτηση των ραφών σε άκαμπτα στοιχεία ή κοντά σε αυτά. Σε όλες τις περιπτώσεις που υπάρχει ανησυχία ότι θα προκύψουν ανεπιθύμητες παραμορφώσεις, ο σχεδιασμός εκτελείται με τέτοιο τρόπο ώστε να εξασφαλίζεται η δυνατότητα μεταγενέστερης ευθυγράμμισης. Μέτρα που χρησιμοποιούνται στη διαδικασία συγκόλλησης Ορθολογική σειρά εφαρμογής συγκολλήσεων, στη δομή και κατά μήκος. Κατά τη συγκόλληση κραματοποιημένων χάλυβων και χάλυβων με υψηλή περιεκτικότητα σε άνθρακα, αυτό μπορεί να οδηγήσει στο σχηματισμό ρωγμών, επομένως η ακαμψία των συνδετήρων πρέπει να αποδίδεται λαμβάνοντας υπόψη το μέταλλο που συγκολλάται. Προκαταρκτική παραμόρφωση συγκολλημένων εξαρτημάτων. Συμπίεση ή έλαση της συγκόλλησης, η οποία πραγματοποιείται αμέσως μετά τη συγκόλληση. Σε αυτή την περίπτωση, η ζώνη των πλαστικών παραμορφώσεων της βράχυνσης υπόκειται σε πλαστική ανατροπή κατά μήκος του πάχους. 1.13 Επιλογή μεθόδων ποιοτικού ελέγχου Το σύστημα λειτουργικού ελέγχου στην παραγωγή συγκόλλησης περιλαμβάνει τέσσερις λειτουργίες: έλεγχο προετοιμασίας, συναρμολόγηση, διαδικασία συγκόλλησης και συγκολλημένες αρθρώσεις. .) Έλεγχος προετοιμασίας εξαρτημάτων για συγκόλληση Προβλέπει τον έλεγχο της επεξεργασίας των μπροστινών και πίσω επιφανειών, καθώς και των ακραίων άκρων των προς συγκόλληση εξαρτημάτων. Οι επιφάνειες των άκρων που πρόκειται να συγκολληθούν πρέπει να καθαρίζονται από ακαθαρσίες, συντηρητικό γράσο, σκουριά και άλατα, σε πλάτος 20 - 40 mm από την ένωση. .) Συναρμολόγηση - εγκατάσταση των προς συγκόλληση εξαρτημάτων στην κατάλληλη θέση μεταξύ τους όταν οι αρμοί συγκόλλησης ελέγχει την καθετότητα των προς συγκόλληση εξαρτημάτων. Κατά τον έλεγχο της ποιότητας των κολλήσεων, πρέπει να δίνεται προσοχή στην κατάσταση της επιφάνειας και στο ύψος των κολλήσεων. .) Ο έλεγχος της διαδικασίας συγκόλλησης περιλαμβάνει οπτική παρατήρηση της διαδικασίας τήξης μετάλλων και σχηματισμού συγκόλλησης, έλεγχο της σταθερότητας των παραμέτρων λειτουργίας και την απόδοση του εξοπλισμού. .) Επιθεώρηση συγκολλημένων αρμών. Μετά τη συγκόλληση, οι συγκολλημένοι σύνδεσμοι συνήθως επιθεωρούνται οπτικά. Η συγκόλληση και η ζώνη που επηρεάζεται από τη θερμότητα υποβάλλονται σε επιθεώρηση. Συνήθως ο έλεγχος πραγματοποιείται με γυμνό μάτι. Κατά την ανίχνευση επιφανειακών ελαττωμάτων μεγέθους μικρότερου από 0,1 mm, χρησιμοποιούνται οπτικές συσκευές, για παράδειγμα, μεγεθυντικός φακός μεγέθυνσης 4-7 φορές. Τα κύρια δομικά στοιχεία των συγκολλήσεων είναι: πλάτος ραφής ύψος ενίσχυσης και διείσδυσης. ομαλή μετάβαση από τον οπλισμό στο βασικό μέταλλο κ.λπ. 1.14 Ασφάλεια, πρόληψη πυρκαγιάς και προστασία του περιβάλλοντος Οι βλαβερές συνέπειες της συγκόλλησης και της θερμικής κοπής σε ένα άτομο και οι βιομηχανικοί τραυματισμοί κατά τη συγκόλληση προκαλούνται από διάφορους λόγους και μπορούν να οδηγήσουν σε προσωρινή αναπηρία και σε δυσμενείς συνθήκες, σε πιο σοβαρές συνέπειες. Το ηλεκτρικό ρεύμα είναι επικίνδυνο για τον άνθρωπο και το εναλλασσόμενο ρεύμα είναι πιο επικίνδυνο από το συνεχές ρεύμα. Ο βαθμός κινδύνου ηλεκτροπληξίας εξαρτάται κυρίως από τις συνθήκες για τη συμπερίληψη ενός ατόμου στο κύκλωμα και την τάση σε αυτό, καθώς η ισχύς του ρεύματος που ρέει μέσω του σώματος είναι αντιστρόφως ανάλογη με την αντίσταση (σύμφωνα με το νόμο του Ohm). Για την ελάχιστη σχεδιαστική αντίσταση του ανθρώπινου σώματος λαμβάνονται 1000 ohms. Υπάρχουν δύο τύποι ηλεκτροπληξίας: ηλεκτροπληξία και τραύμα. Με ηλεκτροπληξία, επηρεάζεται το νευρικό σύστημα, οι μύες του θώρακα και οι κοιλίες της καρδιάς. είναι πιθανή η παράλυση των αναπνευστικών κέντρων και η απώλεια συνείδησης. Οι ηλεκτρικοί τραυματισμοί περιλαμβάνουν εγκαύματα στο δέρμα, στους μυϊκούς ιστούς και στα αιμοφόρα αγγεία. Η φωτεινή ακτινοβολία του τόξου που ενεργεί σε μη προστατευμένα όργανα όρασης για 10-30 δευτερόλεπτα σε ακτίνα έως και 1 m από το τόξο μπορεί να προκαλέσει έντονο πόνο, δακρύρροια και φωτοφοβία. Η παρατεταμένη έκθεση στο φως τόξου υπό τέτοιες συνθήκες μπορεί να οδηγήσει σε πιο σοβαρές ασθένειες - (ηλεκτροφθαλμία, καταρράκτης). Η επιβλαβής επίδραση των ακτίνων του τόξου συγκόλλησης στα όργανα όρασης επηρεάζει σε απόσταση έως και 10 m από τον τόπο συγκόλλησης. Επιβλαβείς ουσίες (αέρια, ατμοί, αερολύματα) απελευθερώνονται κατά τη συγκόλληση ως αποτέλεσμα φυσικών και χημικών διεργασιών που συμβαίνουν κατά την τήξη και την εξάτμιση του συγκολλούμενου μετάλλου, των συστατικών των επικαλύψεων ηλεκτροδίων και των ροών συγκόλλησης, καθώς και λόγω του ανασυνδυασμού αέρια υπό τη δράση πηγών θερμότητας συγκόλλησης υψηλής θερμοκρασίας. Το περιβάλλον του αέρα στη ζώνη συγκόλλησης μολύνεται από αεροζόλ συγκόλλησης, το οποίο αποτελείται κυρίως από οξείδια των συγκολλούμενων μετάλλων (σίδηρος, μαγγάνιο, χρώμιο, ψευδάργυρος, μόλυβδος κ.λπ.), αέριες ενώσεις φθορίου, καθώς και μονοξείδιο του άνθρακα, οξείδια του αζώτου και το όζον. Η παρατεταμένη έκθεση σε αεροζόλ συγκόλλησης μπορεί να οδηγήσει σε επαγγελματική δηλητηρίαση, η σοβαρότητα της οποίας εξαρτάται από τη σύνθεση και τη συγκέντρωση επιβλαβών ουσιών. Ο κίνδυνος έκρηξης οφείλεται στη χρήση οξυγόνου, προστατευτικών αερίων, εύφλεκτων αερίων και υγρών στη συγκόλληση και κοπή, στη χρήση γεννητριών αερίων, κυλίνδρων συμπιεσμένου αερίου κ.λπ. Οι χημικές ενώσεις ακετυλενίου με χαλκό, άργυρο και υδράργυρο είναι εκρηκτικές. Ο κίνδυνος είναι το ύπτιο στο δίκτυο αερίου όταν εργάζεστε με καυστήρες και κόφτες χαμηλής πίεσης. Κατά την επισκευή χρησιμοποιημένων δεξαμενών και άλλων δοχείων για την αποθήκευση εύφλεκτων υγρών, απαιτούνται ειδικά μέτρα για την αποφυγή εκρήξεων. Θερμικά εγκαύματα, μώλωπες και τραυματισμοί προκαλούνται από την υψηλή θερμοκρασία των πηγών θερμότητας συγκόλλησης και τη σημαντική θέρμανση του μετάλλου κατά τη συγκόλληση και την κοπή, καθώς και από την περιορισμένη ορατότητα του περιβάλλοντος χώρου σε σχέση με την παραγωγή εργασίας χρησιμοποιώντας ασπίδες, μάσκες και γυαλιά με γυαλιά προστασίας από το φως. Οι δυσμενείς μετεωρολογικές συνθήκες επηρεάζουν τους συγκολλητές (χαραστές) - κατασκευαστές και συναρμολογητές για περισσότερο από το μισό χρόνο του χρόνου, αφού πρέπει να εργάζονται κυρίως στο ύπαιθρο. Ο αυξημένος κίνδυνος πυρκαγιάς κατά τη συγκόλληση και την κοπή οφείλεται στο γεγονός ότι το σημείο τήξης του μετάλλου και της σκωρίας υπερβαίνει σημαντικά τους 1000 ° C και οι υγρές καύσιμες ουσίες, το ξύλο, το χαρτί, τα υφάσματα και άλλα εύφλεκτα υλικά αναφλέγονται στους 250-400 ° C. 2. ΠΡΟΦΥΛΑΞΕΙΣ ΗΛΕΚΤΡΙΚΗΣ ΑΣΦΑΛΕΙΑΣ Είναι απαραίτητο να γειωθεί αξιόπιστα το σώμα της μηχανής συγκόλλησης ή της εγκατάστασης, οι σφιγκτήρες του δευτερεύοντος κυκλώματος των μετασχηματιστών συγκόλλησης που χρησιμοποιούνται για τη σύνδεση του σύρματος επιστροφής, καθώς και τα προϊόντα και οι κατασκευές που πρόκειται να συγκολληθούν. 2. Απαγορεύεται η χρήση βρόχων γείωσης, σωλήνων εγκαταστάσεων υγιεινής, μεταλλικών κατασκευών κτιρίων και τεχνολογικού εξοπλισμού ως σύρμα επιστροφής του κυκλώματος συγκόλλησης. (Κατά την κατασκευή ή την επισκευή, μεταλλικές κατασκευές και σωληνώσεις (χωρίς ζεστό νερό ή εκρηκτική ατμόσφαιρα) μπορούν να χρησιμοποιηθούν ως σύρμα επιστροφής του κυκλώματος συγκόλλησης και μόνο σε περιπτώσεις που είναι συγκολλημένες.) 4. Είναι απαραίτητο να προστατεύσετε τα σύρματα συγκόλλησης από ζημιά. Κατά την τοποθέτηση συρμάτων συγκόλλησης και κάθε φορά που μετακινούνται, αποτρέψτε τη ζημιά στη μόνωση. επαφή συρμάτων με νερό, λάδι, σχοινιά από χάλυβα, χιτώνια (σωλήνες) και σωληνώσεις με εύφλεκτα αέρια και οξυγόνο, με θερμούς αγωγούς. Τα εύκαμπτα ηλεκτρικά καλώδια για τον έλεγχο του σχήματος της εγκατάστασης συγκόλλησης, με το σημαντικό τους μήκος, πρέπει να τοποθετούνται σε ελαστικά χιτώνια ή σε ειδικές εύκαμπτες κατασκευές πολλαπλών συνδέσμων. 6. Μόνο το ηλεκτρολογικό προσωπικό δικαιούται να επισκευάζει εξοπλισμό συγκόλλησης. Μην επισκευάζετε τον εξοπλισμό ηλεκτροσυγκόλλησης με ρεύμα. Κατά τη συγκόλληση σε ιδιαίτερα επικίνδυνες συνθήκες (μέσα σε μεταλλικά δοχεία, λέβητες, δοχεία, σωληνώσεις, σε σήραγγες, σε κλειστούς ή υπόγειους χώρους με υψηλή υγρασία κ.λπ.): Ο εξοπλισμός συγκόλλησης πρέπει να βρίσκεται έξω από αυτά τα δοχεία, δοχεία κ.λπ. Οι εγκαταστάσεις ηλεκτρικής συγκόλλησης πρέπει να είναι εξοπλισμένες με διάταξη αυτόματης απενεργοποίησης της τάσης ανοιχτού κυκλώματος ή περιορισμού της σε τάση 12 V για όχι περισσότερο από 0,5 δευτερόλεπτα μετά τη διακοπή της συγκόλλησης. διαθέστε έναν υπάλληλο ασφαλείας, ο οποίος πρέπει να βρίσκεται έξω από τη δεξαμενή, για να παρακολουθεί την ασφάλεια του συγκολλητή. Ο συγκολλητής είναι εφοδιασμένος με ζώνη στερέωσης με σχοινί, το άκρο του οποίου πρέπει να έχει μήκος τουλάχιστον 2 m στα χέρια του ασφαλιστή. Κοντά στον ασφαλιστή θα πρέπει να υπάρχει μια συσκευή (μαχαιροδιακόπτης, επαφέας) για την απενεργοποίηση της τάσης δικτύου από την πηγή ισχύος του τόξου συγκόλλησης. Μην αφήνετε τους συγκολλητές να κάνουν συγκόλληση με τόξο ή να κόβουν βρεγμένα γάντια, παπούτσια και φόρμες. 9. Τα ερμάρια, οι κονσόλες και οι κλίνες μηχανών συγκόλλησης επαφής, μέσα στις οποίες υπάρχει εξοπλισμός με ανοιχτά εξαρτήματα μεταφοράς ρεύματος υπό τάση, πρέπει να διαθέτουν κλειδαριά που να παρέχει ανακούφιση τάσης όταν ανοίγουν. Τα κουμπιά εκκίνησης του πεντάλ των μηχανών επαφής πρέπει να είναι γειωμένα και να παρακολουθείται η αξιοπιστία του άνω προφυλακτήρα, που εμποδίζει την ακούσια ενεργοποίηση. 10. Σε περίπτωση ηλεκτροπληξίας πρέπει: κλείστε επειγόντως το ρεύμα με τον πλησιέστερο διακόπτη ή διαχωρίστε το θύμα από εξαρτήματα που μεταφέρουν ρεύμα χρησιμοποιώντας στεγνά αυτοσχέδια υλικά (στύλος, σανίδα κ.λπ.) και στη συνέχεια τοποθετήστε τον σε μια στρωμνή. καλέστε αμέσως ιατρική βοήθεια, δεδομένου ότι μια καθυστέρηση άνω των 5-6 λεπτών μπορεί να οδηγήσει σε ανεπανόρθωτες συνέπειες. Εάν το θύμα είναι αναίσθητο και δεν αναπνέει, αφήστε το από τα στενά ρούχα, ανοίξτε το στόμα του, λάβετε μέτρα για να μην πέσει η γλώσσα και ξεκινήστε αμέσως την τεχνητή αναπνοή, συνεχίζοντας την μέχρι να φτάσει ο γιατρός ή να αποκατασταθεί η κανονική αναπνοή. 3. ΠΡΟΣΤΑΣΙΑ ΑΠΟ ΤΗ ΦΩΣ ΑΚΤΙΝΟΒΟΛΙΑ Για την προστασία των ματιών και του προσώπου του συγκολλητή από την ακτινοβολία φωτός ενός ηλεκτρικού τόξου, χρησιμοποιούνται μάσκες ή ασπίδες, στις οπές προβολής των οποίων εισάγονται προστατευτικά γυάλινα φίλτρα που απορροφούν τις υπεριώδεις ακτίνες και σημαντικό μέρος του φωτός και των υπέρυθρων ακτίνων. Από πιτσιλιές, σταγόνες λιωμένου μετάλλου και άλλους ρύπους, το φίλτρο φωτός προστατεύεται από το εξωτερικό με συνηθισμένο διαφανές γυαλί εγκατεστημένο στην οπή προβολής μπροστά από το φίλτρο φωτός. Τα φίλτρα φωτός για τις μεθόδους συγκόλλησης με τόξο επιλέγονται ανάλογα με τον τύπο της εργασίας συγκόλλησης και το ρεύμα συγκόλλησης, χρησιμοποιώντας τα δεδομένα στον Πίνακα. 3. Κατά τη συγκόλληση σε περιβάλλον θωράκισης αδρανούς αερίου (ειδικά κατά τη συγκόλληση αλουμινίου σε αργό), είναι απαραίτητο να χρησιμοποιείτε φίλτρο πιο σκούρου φωτός απ' ό,τι κατά τη συγκόλληση με ανοιχτό τόξο με την ίδια ένταση ρεύματος. Πίνακας 3. Φίλτρα φωτός για προστασία των ματιών από την ακτινοβολία τόξου (OST 21-6-87)
2. Για την προστασία των γύρω εργαζομένων από την ελαφριά ακτινοβολία του τόξου συγκόλλησης χρησιμοποιούνται φορητές ασπίδες ή σήτες από πυρίμαχα υλικά (με μη μόνιμο χώρο εργασίας του συγκολλητή και μεγάλα προϊόντα). Σε σταθερές συνθήκες και με σχετικά μικρά μεγέθη συγκολλημένων προϊόντων, η συγκόλληση πραγματοποιείται σε ειδικούς θαλάμους. 3. Για να μειωθεί η αντίθεση μεταξύ της φωτεινότητας του φωτός τόξου, της επιφάνειας των τοίχων του εργαστηρίου (ή των καμπινών) και του εξοπλισμού, συνιστάται η βαφή τους σε ανοιχτά χρώματα με διάχυτη αντανάκλαση φωτός, καθώς και για να εξασφαλιστεί καλός φωτισμός των γύρω αντικειμένων. Εάν τα μάτια έχουν υποστεί βλάβη από την ακτινοβολία φωτός του τόξου, θα πρέπει να συμβουλευτείτε αμέσως έναν γιατρό. Εάν είναι αδύνατο να λάβετε γρήγορη ιατρική φροντίδα, οι λοσιόν για τα μάτια παρασκευάζονται με ασθενές διάλυμα μαγειρικής σόδας ή παρασκευής τσαγιού. Προστασία από επιβλαβείς εκπομπές αερίων και αεροζόλ Για την προστασία του σώματος των συγκολλητών και των κοπτικών από επιβλαβή αέρια και αερολύματα που απελευθερώνονται κατά τη διαδικασία συγκόλλησης, είναι απαραίτητο να χρησιμοποιείται τοπικός και γενικός αερισμός, να παρέχεται καθαρός αέρας στη ζώνη αναπνοής, καθώς και υλικά και διαδικασίες χαμηλής τοξικότητας (π. χρησιμοποιήστε ηλεκτρόδια με επικάλυψη τύπου ρουτιλίου, αντικαταστήστε τη συγκόλληση με επικαλυμμένα ηλεκτρόδια για μηχανοποιημένη συγκόλληση σε διοξείδιο του άνθρακα κ.λπ.). 2. Κατά τη συγκόλληση και την κοπή προϊόντων μικρού και μεσαίου μεγέθους σε μόνιμες θέσεις σε εργαστήρια ή εργαστήρια (σε καμπίνες), είναι απαραίτητο να χρησιμοποιείται τοπικός αερισμός με σταθερή αναρρόφηση στο πλάι και το κάτω μέρος (τραπέζι συγκόλλησης). Κατά τη συγκόλληση και την κοπή προϊόντων σε σταθερές θέσεις σε εργαστήρια ή εργαστήρια, πρέπει να χρησιμοποιείται τοπικός αερισμός με χοάνη εισαγωγής τοποθετημένη σε εύκαμπτο σωλήνα. Ο αερισμός θα πρέπει να γίνεται με τροφοδοσία και εξαγωγή με παροχή καθαρού αέρα στους χώρους συγκόλλησης και θέρμανση του σε κρύο καιρό. Όταν εργάζεστε σε κλειστούς και ημίκλειστους χώρους (δεξαμενές, δεξαμενές, σωλήνες, διαμερίσματα λαμαρινών κ.λπ.), είναι απαραίτητο να χρησιμοποιείτε τοπική αναρρόφηση σε εύκαμπτο σωλήνα για την εξαγωγή επιβλαβών ουσιών απευθείας από το σημείο της συγκόλλησης (κοπής) ή παρέχουν γενικό αερισμό. Εάν είναι αδύνατο να πραγματοποιηθεί τοπικός ή γενικός αερισμός, παρέχεται αναγκαστικά καθαρός αέρας στη ζώνη αναπνοής του εργαζομένου σε ποσότητα (1,7-2,2) 10-3 m3 ανά 1 δευτερόλεπτο, χρησιμοποιώντας μάσκα ή κράνος ειδικού σχεδιασμού. για το σκοπό αυτό. ΒΙΒΛΙΟΓΡΑΦΙΑ 1. Kurkin S. A., Nikolaev G. A. Συγκολλημένες κατασκευές. - Μ.: Ανώτατο Σχολείο, 1991. - 398s. Belokon V.M. Παραγωγή συγκολλημένων κατασκευών. - Mogilev, 1998. - 139s. Blinov A.N., Lyalin K.V. Συγκολλημένες κατασκευές - M .: - "Stroyizdat", 1990. - 352s Maslov B.G. Vybornov A.P. παραγωγή συγκολλημένων κατασκευών -Μ: Εκδοτικό Κέντρο "Ακαδημία", 2010. - 288 σελ.

Παρόμοια έργα με - Τεχνολογία κατασκευής του περιβλήματος ανεμιστήρα
Τα υλικά που χρησιμοποιούνται για την κατασκευή αεραγωγών, οι κύριες τεχνολογικές διεργασίες και οι τύποι μηχανημάτων που απαιτούνται για την υλοποίηση αυτού του κύκλου παραγωγής.
1. Η εξάρτηση του πάχους των τοιχωμάτων του αγωγού από την περιοχή του τμήματός του.
2. Οι κύριοι τύποι μηχανημάτων που απαιτούνται για την κατασκευή γαλβανισμένων αεραγωγών από χάλυβα.
Η γκιλοτίνα.
· Μηχάνημα λυγίσματος.
· Πτυσσόμενο μηχάνημα.
· Μηχάνημα Falseosadochny.
· Μηχάνημα σκλήρυνσης νευρώσεων.
· Μηχάνημα Puklevochny.
Μηχανή ZIG.
· Η συσκευή παραγωγής εργασιών επί τόπου συγκόλλησης.
· Μηχανή περιέλιξης σπιράλ.
· Το μηχάνημα παραγωγής κλαδιών στρογγυλής διατομής Gariloker (GORELOCKER).
· Κυλιόμενη μηχανή.
1. Υλικά που χρησιμοποιούνται για την κατασκευή αεραγωγών από γαλβανισμένο χάλυβα.
Οι αεραγωγοί από γαλβανισμένο χάλυβα κατασκευάζονται κυρίως από φύλλο πάχους 0,5 - 1,2 mm, ανάλογα με τα τυπικά μεγέθη τους, για παράδειγμα:
ένας ορθογώνιος αγωγός αέρα, που κυμαίνεται από 100x100 mm έως 500x200 mm, είναι κατασκευασμένος από γαλβανισμένο χάλυβα πάχους 0,5 mm.
ένας ορθογώνιος αεραγωγός, που κυμαίνεται από 500x300 mm έως 800x200 mm, είναι κατασκευασμένος από γαλβανισμένο χάλυβα πάχους 0,7 mm.
Ο ορθογώνιος αεραγωγός, από 800x300 mm έως 1000x1500 mm, είναι κατασκευασμένος από γαλβανισμένο χαλύβδινο φύλλο πάχους 1,2 mm.
Μεταχειρισμένο χάλυβα ποιότητας ST-3, ST-6.
2. Οι κύριοι τύποι μηχανών που απαιτούνται για την κατασκευή γαλβανισμένων αεραγωγών από χάλυβα:
Κάθε μηχάνημα έχει σχεδιαστεί για να εκτελεί μια μοναδική ή περισσότερες σχετικές τεχνολογικές εργασίες για την επεξεργασία λαμαρίνας γαλβανισμένου χάλυβα, μετατρέποντάς το σταδιακά σε ημικατεργασμένο προϊόν, ένα σετ εξαρτημάτων και, τέλος, μια γραμμή αέρα έτοιμη για λειτουργία, που αποτελείται από ένα σύστημα αέρα αγωγούς και εξοπλισμό εξαερισμού.
Καρμανιόλα.
Το μηχάνημα έχει σχεδιαστεί για να κόβει το φύλλο χάλυβα σε όλο το πλάτος του ρολού και για τίποτα άλλο. Δομικά, είναι ένας πάγκος εργασίας στον οποίο είναι τοποθετημένο ένα μαχαίρι με αντίβαρο ή μια ηλεκτρική κίνηση.
Μηχάνημα λυγίσματος.
Το μηχάνημα προορίζεται για την κάμψη ενός φύλλου χάλυβα στην απαιτούμενη γωνία (από 00 έως 3600). Δομικά είναι ένα κρεβάτι με δύο οδηγούς, κινητούς και σταθερούς. Ο κινητός οδηγός λυγίζει το φύλλο. Η κίνηση μπορεί να είναι χειροκίνητη ή ηλεκτρική.
Πτυσσόμενη μηχανή.
Σχεδιασμένο για την παραγωγή πολλών τύπων κλειδαριών που συνδέουν τις άκρες ενός φύλλου χάλυβα και, κατά συνέπεια, για τη σύνδεση διαφορετικών τμημάτων αεραγωγών ευθείας ραφής: μονή κλειδαριά, διπλή κλειδαριά. Δομικά είναι ένα πλαίσιο με μηχανισμό κύλισης και ηλεκτροκινητήρα.
Πτυσσόμενη μηχανή.
Αυτή η συσκευή έχει σχεδιαστεί για να σφίγγει (καθιζάνει) τη γωνία στη διασταύρωση των ακραίων άκρων δύο χαλύβδινων φύλλων, δηλαδή να κλείνει την κλειδαριά και να δημιουργεί μια σφιχτή σύνδεση μεταξύ δύο γειτονικών τμημάτων ενός αγωγού ευθείας ραφής μεταξύ τους.
Μηχάνημα ραβδώσεων.
Προορίζεται για την κατασκευή ενισχυτικών που χρησιμεύουν στη μείωση των κραδασμών των τοιχωμάτων του αγωγού κατά τη διέλευση του αέρα και, κατά συνέπεια, στη μείωση του θορύβου. Οι αεραγωγοί, τα τοιχώματα των οποίων είναι εξοπλισμένα με ενισχυτικά, δεν κουδουνίζουν κατά τη λειτουργία και «διατηρούν καλύτερα το σχήμα τους».
Μηχάνημα διάτρησης.
Χρησιμεύει για την επεξεργασία θέσεων σύνδεσης αεραγωγού με φλάντζα και προσδίδοντάς τους την απαραίτητη ακαμψία, αντοχή και στεγανότητα. Μάλιστα, το μηχάνημα πιέζει μέσα από τα φύλλα της φλάντζας και του αεραγωγού, εξασφαλίζοντας τη δύναμη και την ακινησία της σύνδεσής τους μεταξύ τους.
Μηχανή ZIG.
Σχεδιασμένο για την κατασκευή των σωστών γωνιών στα άκρα των φύλλων στα σημεία στερέωσης στα τμήματα των αεραγωγών των ακόλουθων εξαρτημάτων από γαλβανισμένο φύλλο χάλυβα: κάμψεις, μισές στροφές, αναγωγές και δεσίματα. Στην πραγματικότητα, το μηχάνημα εκτελεί φλάντζα και προφόρτωση των άκρων των εξαρτημάτων που είχαν προηγουμένως κοπεί από φύλλο γαλβανισμένου χάλυβα σε άλλους τύπους μηχανών, για παράδειγμα GORELOCKER.
Συσκευή για την παραγωγή εργασιών επί τόπου συγκόλλησης.
Πραγματοποιεί εργασίες συγκόλλησης για την ένωση φύλλων χάλυβα με συγκόλληση σημείου. Χρησιμοποιείται για την κατασκευή μεταπτώσεων τμημάτων αεραγωγών από γαλβανισμένο χάλυβα, θαλάμων ανάμειξης και διανομής κεντρικών και αεραγωγών κλιματιστικών, τμημάτων σιγαστήρα και προσαρμογών.
Μηχανή περιέλιξης σπιράλ.
Εφαρμόζεται με παραγωγή αεραγωγών αποκλειστικά στρογγυλής διατομής. Το πάχος του φύλλου χάλυβα που χρησιμοποιείται για την κατασκευή αεραγωγών με σπειροειδή περιέλιξη εξαρτάται άμεσα από την περιοχή διατομής του αεραγωγού - όσο μεγαλύτερη είναι η περιοχή, τόσο πιο παχύ είναι το φύλλο.
Ο αεραγωγός κυκλικής διατομής, ξεκινώντας από διάμετρο 100 mm και έως 500 mm, είναι κατασκευασμένος από γαλβανισμένο φύλλο χάλυβα πάχους 0,5 mm.
κυκλικός αεραγωγός, ξεκινώντας από διάμετρο 500 mm και μέχρι διάμετρο 900 mm είναι κατασκευασμένος από γαλβανισμένο φύλλο χάλυβα πάχους 0,7 mm.
Ο κυκλικός αεραγωγός, από 900 mm σε διάμετρο έως 1250 mm, είναι κατασκευασμένος από γαλβανισμένο χάλυβα πάχους 1 mm.
Η μέγιστη επιτρεπόμενη επιφάνεια διατομής του αεραγωγού που μπορεί να αφομοιώσει αυτό το μηχάνημα είναι 1,13 m2, με διάμετρο 1250 mm.
Gariloker (GORELOCKER).
Το μηχάνημα αυτού του τύπου έχει σχεδιαστεί για την κοπή φύλλων γαλβανισμένου χάλυβα σε τμήματα και για την περαιτέρω κατασκευή κάμψεων και μισοκαμπωμάτων με διάμετρο από 100 mm έως 1250 mm συμπεριλαμβανομένων.
κυλιόμενη μηχανή.
Αυτή η συσκευή έχει σχεδιαστεί για την παραγωγή στρογγυλών αεραγωγών ευθείας ραφής. Επιτρέπει την κατασκευή μορφοποιημένων προϊόντων και ενθέτων μήκους 50 mm. έως 1250 χλστ. συμπεριλαμβανομένων: προσαρμογείς και μεταβάσεις τομών (από ορθογώνιο σε στρογγυλό και αντίστροφα). Είναι επίσης δυνατή η κατασκευή ευθύγραμμου τμήματος του αγωγού, ωστόσο, το μήκος του θα περιοριστεί στα 1250 mm.
Το πάρκο μηχανών που αναφέρεται παραπάνω χρησιμοποιείται για την παραγωγή αεραγωγών και εξαρτημάτων από γαλβανισμένο χάλυβα των ακόλουθων τύπων:
- Αεραγωγοί από γαλβανισμένο χάλυβα ευθείας ραφής τετράγωνης διατομής μήκους 10 cm έως 2,5 m συμπεριλαμβανομένων.
- Αεραγωγοί από γαλβανισμένο χάλυβα ευθείας ραφής κυκλικής διατομής μήκους 5 cm έως 1,25 m.
- Αεραγωγοί από γαλβανισμένο χάλυβα με σπειροειδή περιέλιξη με μήκος από 50 cm έως 5 m συμπεριλαμβανομένων.
- Μεταβάσεις τομών (σχεδιασμένες για τη σύνδεση αεραγωγών διαφόρων διαμέτρων και σχημάτων τομών).
- Αγκώνες (Σχεδιασμένοι για να περιστρέφουν τον αγωγό κατά 900, μπορούν να είναι είτε στρογγυλοί είτε τετράγωνοι).
- Ημι-κάμψεις (Σχεδιασμένο για να περιστρέφει τον αγωγό κατά 450, μπορεί να είναι είτε στρογγυλό είτε τετράγωνο).
- Tees (Προορίζεται για τη διαίρεση της γραμμής αεραγωγού σε δύο μέρη του ίδιου τμήματος, σε μια μη τυποποιημένη έκδοση είναι δυνατό να χωριστεί σε ίσα μέρη με μετάβαση σε μεγαλύτερο τμήμα, για παράδειγμα (100x100 / 100x100) / 200x100 ).
- Προσαρμογείς (Προορίζονται για την τοποθέτηση σχαρών και των τύπων οροφής και τοίχου. Ένα μη τυποποιημένο εξάρτημα που απαιτεί την ανάπτυξη ενός μεμονωμένου σχεδίου. Δομικά, ο προσαρμογέας είναι ένα χαλύβδινο κουτί με ένθετο στο πάνω ή στο πλάι).
Αναγωγή (Ένα διαμορφωμένο εξάρτημα που έχει σχεδιαστεί για να μεταβαίνει από έναν κύριο σωλήνα σε έναν αεραγωγό μικρότερης διαμέτρου. Χρησιμοποιούνται μειώσεις τόσο ορθογώνιων όσο και στρογγυλών τμημάτων. Δομικά χωρίζονται σε ίσια δεσίματα και δεσίματα σέλας. Το μήκος του Το δέσιμο δεν μπορεί να είναι μεγαλύτερο από 20 cm).
Υπενθύμιση:Μπορείτε να αγοράσετε από εμάς εξαρτήματα και ανταλλακτικά για βιομηχανικά συστήματα εξαερισμού: στερέωση αεραγωγών, κλιματιστικών, ορθογώνιων και στρογγυλών αεραγωγών, τραβέρσα, ράγα στήριξης, γαλβανισμένες γωνίες, βραχίονας σύνδεσης φλάντζες, ταινία στερέωσης, διάτρητη, σφιγκτήρας ταινίας, ταινία αλουμινίου, βραχίονες, σχάρες και ανεμοστάτες, μόνωση σε φύλλο και ρολό, γαλβανισμένες λαμαρίνες. Διαθέτουμε επίσης χονδρικά στοιχεία στερέωσης: καρφιά με σπείρωμα, βίδες με αυτοκόλλητη βίδα, βίδες, μπουλόνια, βίδες, παξιμάδια, ροδέλες, πριτσίνια, αγκυρώσεις κίνησης. Οι παραδόσεις γίνονται σε όλη τη Ρωσία, από μια αποθήκη στη Μόσχα.
12 16 ..ΑΕΡΑΓΩΓΟΙ ΚΑΙ ΤΥΠΙΚΑ ΜΕΡΗ ΣΥΣΤΗΜΑΤΩΝ ΑΕΡΙΣΜΟΥ
ΜΕΤΑΛΛΙΚΟΙ ΑΕΡΑ
Οι αεραγωγοί και τα εξαρτήματα για αυτά κατασκευάζονται σε ορισμένα μεγέθη και τύπους που καθορίζονται από το VSN 353-86 "Σχεδιασμός και χρήση αεραγωγών από ενοποιημένα μέρη", "Προσωρινά κανονικά για μεταλλικούς αεραγωγούς κυκλικής διατομής για συστήματα αναρρόφησης", TU 36- 736-78 "Μεταλλικοί αγωγοί αέρα" και SNiP 2.04.05-86 "Θέρμανση, εξαερισμός και κλιματισμός".
Κατά τη μεταφορά αέρα με θερμοκρασία έως 80 ° C και σχετική υγρασία έως και 60%, αεραγωγοί από λαμαρίνα θερμής έλασης ή γαλβανισμένο χάλυβα, ταινία ψυχρής έλασης, λαμαρίνα ψυχρής έλασης, υαλοβάμβακα, αμίαντο- Χρησιμοποιούνται τσιμεντοσωλήνες και αγωγοί (δεν επιτρέπεται η χρήση αεραγωγών από κατασκευές αμιαντοτσιμέντου στον εξαερισμό παροχής συστημάτων). Εάν η θερμοκρασία ή η σχετική υγρασία του αέρα που κινείται μέσω των αεραγωγών είναι πάνω από τα καθορισμένα όρια, χρησιμοποιήστε γαλβανισμένη λαμαρίνα, λαμαρίνα αυξημένου πάχους (έως 1,5 ... 2 mm), φύλλο αλουμινίου, πλαστικούς σωλήνες και φύλλα (μόνο σε υψηλή σχετική υγρασία), σωλήνες από υαλοβάμβακα, αμιαντοτσιμέντο.
Σε περίπτωση που το μείγμα αέρα περιέχει αντιδραστικά αέρια, ατμούς ή σκόνη, μεταλλικό πλαστικό, λεπτό φύλλο χάλυβα αυξημένου πάχους (έως 1,5 ... 2 mm) με προστατευτική επίστρωση που αντιστοιχεί στο μεταφερόμενο μέσο (σμάλτα και βερνίκια περχλωροβινυλίου ) , πλαστικοί και αμιαντοτσιμεντοσωλήνες, κουτιά και λαμαρίνες, υαλοβάμβακα. Σε ορισμένες περιπτώσεις, αεραγωγοί από λεπτό φύλλο ανθεκτικό στη διάβρωση, ανθεκτικό στη θερμότητα και ανθεκτικό στη θερμότητα χάλυβα ή τιτάνιο χρησιμοποιούνται για τη μετακίνηση ενός επιθετικού περιβάλλοντος.
Στρογγυλοί αγωγοί. Οι κυκλικοί αεραγωγοί κατασκευάζονται με διαμέτρους, mm: 100, 125, 160, 200, 250, 315, 355, 400, 450, 500, 560, 630, 710, 800, 900, 112001, 11201 18 00 και 2000. για συστήματα αναρρόφησης και πνευματικής μεταφοράς, χρησιμοποιούνται πρόσθετες διάμετροι, mm: PO, 140, 180, 225 και 280.
Για αεραγωγούς από φύλλο χάλυβα στέγης, η εξωτερική διάμετρος του αεραγωγού λαμβάνεται ως η κανονικοποιημένη διάμετρος.
Το πάχος του τοιχώματος των στρογγυλών αεραγωγών, μέσω των οποίων ο αέρας κινείται με θερμοκρασία όχι μεγαλύτερη από 80 ° C, εξαρτάται από τη διάμετρό τους.
Διάμετρος αεραγωγού, mm. . Έως 200 250...450 500...800
Πάχος τοιχώματος αγωγού, mm............0,5 0,6 0,7
Διάμετρος αεραγωγού, mm. . 900...1250 1400 1G00 1800...2000
Πάχος τοιχώματος αγωγού, mm.............1,0 1,2 1,4
Οι αεραγωγοί από μέταλλο-πλαστικό με επίστρωση μονής ή διπλής όψης κατασκευάζονται ως σπειροειδείς κλειδαριές με διάμετρο 100 ... 800 mm, καθώς και με ευθεία ραφή. Η τεχνολογία κατασκευής αεραγωγών από μεταλλικό στρώμα δεν διαφέρει από την κατασκευή τους από χαλύβδινο φύλλο ή ακάρεα.
Ευθύγραμμα τμήματα στρογγυλών αεραγωγών έχουν μήκος 2500, 3000, 4000, 5000 και C000 mm.
Τα διαμορφωμένα τμήματα στρογγυλής τομής φαίνονται στο σχ. 27. Για γενικά συστήματα αερισμού χρησιμοποιούνται αγκώνες με έναν σύνδεσμο και δύο γυαλιά και noluouts (Εικ. 27, a, b) με μέση ακτίνα R-D. για συστήματα αναρρόφησης και πνευματικής μεταφοράς, χρησιμοποιούνται καμπύλες, αποτελούμενες από πέντε συνδέσμους και δύο γυαλιά (Εικ. 27, γ) με μέση ακτίνα R \u003d 2D με διάμετρο κλάδου μεγαλύτερη από 315 mm ή τρεις συνδέσμους και δύο ποτήρια με διάμετρος κλαδιού 315 mm ή μικρότερη.
Οι σφραγισμένες στροφές (Εικ. 27, δ), οι οποίες έχουν υψηλές αεροδυναμικές ιδιότητες, χρησιμοποιούνται για συστήματα γενικού εξαερισμού.
Κόμβοι διακλάδωσης (tees), που φαίνονται στο σχ. 27, e, e, -h, i, l, χρησιμοποιούνται μόνο για γενικά συστήματα εξαερισμού, και στην εικ. 27, g, j, m - για συστήματα αναρρόφησης και πνευματική μεταφορά.
Οι ενοποιημένες αξονικές μεταβάσεις (Εικ. 27, n) είναι τυποποιημένες σε μήκος.
Οι εύκαμπτοι κυματοειδείς μεταλλικοί αεραγωγοί (TU 400-2-157-86) κατασκευάζονται από τα ακόλουθα υλικά:
Λαμαρίνα ψυχρής έλασης ή γαλβανισμένη χαμηλής περιεκτικότητας σε άνθρακα (GOST 503-81 *) με τμήμα OLxYuOmm.
Λωρίδα ψυχρής έλασης με διατομή 0,1 X 100 mm από ανθεκτικό στη διάβρωση και ανθεκτικό στη θερμότητα χάλυβα (GOST 4986-79 *).
μαλακό φύλλο αλουμινίου (GOST 618-73 *) πάχους 0,1 ... 0,15 mm, πλάτους 100 mm.
Η ακτίνα κάμψης των εύκαμπτων κυματοειδών αγωγών εξαρτάται από την ονομαστική διάμετρο (Πίνακας 34).
Ορθογώνιοι αγωγοί. Οι ορθογώνιοι αεραγωγοί κατασκευάζονται με πλευρικές διαστάσεις, mm: 100X150, 150X150, 150X200,
250X250 300X150 300X250 400X250 400X400 500X250 500X400 500X500 600X400 600X500 600X600 800X080X000 , 1000X500, 1000X600, 1000X800, 1000x1000, 1250X000,
1250X800 1250X1000 1250X1250 1600X800 X X1250, 2500X1600, 2500x2000, 2500x2500, 3150X1600, 3102305, 3102300, 31020500, 31020500, 3102500, 31020500, 3102500, 2500x2000 4000x2500, 4000x3150.

Ρύζι. 28. Σχηματισμένα τμήματα ορθογώνιων αεραγωγών:
a, b - κάμψεις με κεντρική γωνία 90 και 45 °, o - κάμψη συναρμολογημένη από πάνελ, d..g - ενοποιημένοι κόμβοι διακλάδωσης (tees), h - ενοποιημένη μετάβαση, / - πίσω μέρος της κεφαλής, 2 - πλευρικό τοίχωμα. 3 - λαιμός, 4 - βάση, 5 - πέρασμα, 6 - ενοποιημένη μετάβαση, 7 - κλάδος, 8 - βύσμα
Το πάχος του τοιχώματος των ορθογώνιων αεραγωγών, μέσω των οποίων αναμιγνύεται αέρας με θερμοκρασία έως 80 ° C, εξαρτάται από τη διατομή τους.
Η μεγαλύτερη πλευρά του τμήματος του αγωγού, mm (συμπεριλαμβανομένου) .............. 250 1000 2000
Πάχος τοιχώματος αγωγού, mm... . 0,5 0,7 0,9
Για να εξασφαλιστεί η ακαμψία των ευθύγραμμων τμημάτων των αεραγωγών, το τυπικό μήκος των οποίων είναι 2500 mm, με πλευρά τομής από 400 έως 1000 mm, κατασκευάζονται ραβδώσεις με βήμα 200 ... 300 mm κατά μήκος της περιμέτρου του αγωγού ή διαγώνιες κάμψεις (στροφές). Με πλευρά διατομής άνω των 1000 mm, επιπλέον τοποθετούνται εξωτερικά ή εσωτερικά πλαίσια ακαμψίας. Ως εξωτερικά ενισχυτικά πλαίσια χρησιμοποιούνται συνήθως διαγώνιες χαλύβδινες γωνίες και ως εσωτερικά πλαίσια χρησιμοποιούνται στρογγυλές ή οβάλ χαλύβδινες λωρίδες με βήμα 1250 mm. Τα ενισχυτικά πλαίσια πρέπει να συνδέονται με ασφάλεια στον αγωγό με συγκόλληση με σημείο ή με πριτσίνια. Με μέγεθος μιας πλευράς του αεραγωγού μεγαλύτερο από 2000 mm, η ακαμψία του εξασφαλίζεται με τη συναρμολόγησή του από ξεχωριστά πάνελ.
Τα διαμορφωμένα τμήματα της ορθογώνιας τομής φαίνονται στο σχ. 28. Οι κλάδοι ορθογώνιων αεραγωγών (Εικ. 28, α, β) έχουν σταθερή ακτίνα λαιμού 150 mm με πλάτος κλάδου έως 2000 mm. Με μεγαλύτερο πλάτος, η έξοδος συναρμολογείται από πάνελ (Εικ. 28, γ).
Οι ορθογώνιοι κόμβοι διακλάδωσης (tees) (Εικ. 28, d ... g) συναρμολογούνται από ευθύγραμμα τμήματα, σωλήνες διακλάδωσης και ενοποιημένες μεταβάσεις. μερικές φορές προστίθενται στελέχη σε αυτά.
Ενοποιημένες μεταβάσεις (Εικ. 28, η) μονόπλευρες με κανονικοποιημένο ύψος 300, 400, 500, 700 και 900 mm χρησιμοποιούνται για την αλλαγή των διατομών των αγωγών και των κλάδων.
- Σε επαφή με 0
- Google Plus 0
- Εντάξει 0
- Facebook 0