Η κοπή οξυγόνου είναι η διαδικασία καύσης μετάλλων και των κραμάτων τους σε πίδακα εμπορικά καθαρού οξυγόνου. Για να γίνει αυτό, το μέταλλο κατά μήκος της γραμμής της προτεινόμενης κοπής προθερμαίνεται στη θερμοκρασία ανάφλεξής του σε οξυγόνο. Έτσι, η όλη διαδικασία μπορεί να υποδιαιρεθεί στο στάδιο της θέρμανσης με φλόγα ασετυλίνης (ή φλόγας άλλων αερίων) και στο στάδιο της κοπής του μετάλλου με πίδακα οξυγόνου, κατά το οποίο το μέταλλο καίγεται και τα σχηματιζόμενα οξείδια διοχετεύονται. του τμήματος της τομής. Μια τέτοια κοπή έχει άλλο όνομα - διαίρεση (Εικ. 124). Είναι σχεδιασμένο για κοπή φύλλων μετάλλου, κοπτικές ακμές για συγκόλληση, κοπή τεμαχίων διαφόρων σχημάτων και άλλες εργασίες που σχετίζονται με την κοπή μετάλλου σε κομμάτια. Ωστόσο, η κοπή που περιγράφηκε παραπάνω μπορεί επίσης να χρησιμοποιηθεί για την κοπή αυλακώσεων, την αφαίρεση του επιφανειακού στρώματος μετάλλου και την εξάλειψη των επιφανειακών ελαττωμάτων. Σε αυτή την περίπτωση, η κοπή θα ονομάζεται επιφάνεια (Εικ. 125).
Ρύζι. 124.

Ρύζι. 125.
Ταξινόμηση κοπτικών και εγκαταστάσεων για χειροκίνητη κοπή
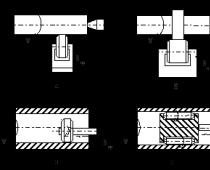
Ένα εργαλείο όπως ένας κόφτης οξυγόνου συνδυάζει βολικά όλα τα στάδια κοπής και έχει σχεδιαστεί για να αναμιγνύει σωστά εύφλεκτα αέρια ή υγρούς ατμούς με οξυγόνο, να σχηματίζει φλόγα προθέρμανσης και να παρέχει ένα ρεύμα καθαρού οξυγόνου στη ζώνη κοπής. Οι κόφτες ταξινομούνται σύμφωνα με την αρχή της ανάμειξης αερίων (με έγχυση και χωρίς έγχυση), κατά σκοπό (καθολική, βυσματωτή και ειδική), κατά εφαρμογή (για χειροκίνητη και μηχανική κοπή) και κατά τύπο κοπής (για διαχωρισμό και επιφανειακή κοπή ). Προς το παρόν, χρησιμοποιούνται ευρέως οι κόφτες χειρός γενικής χρήσης για κοπή διαχωρισμού, το διάγραμμα δομής των οποίων φαίνεται στο Σχήμα 126.

Ρύζι. 126.:
1, 2 - θηλές, 3, 4 - σωλήνες οξυγόνου, 5 - εξωτερικό επιστόμιο, 6 - εγχυτήρας, 7 - θάλαμος ανάμειξης, 8 - εσωτερικό επιστόμιο
Ως δείγμα λήφθηκε ο κόφτης μέσης ισχύος R2A-01 που χρησιμοποιείται για χειροκίνητη κοπή χάλυβα χαμηλού άνθρακα και χαμηλής κραματοποίησης πάχους έως 200 mm. Η αρχή λειτουργίας του καυστήρα είναι η εξής. Το ακετυλένιο τροφοδοτείται μέσω ενός εύκαμπτου σωλήνα στη θηλή 1 και οξυγόνο στη θηλή 2. Από τη θηλή 2, το οξυγόνο ρέει προς δύο κατευθύνσεις. Ένα μέρος του οξυγόνου, όπως στους συμβατικούς πυρσούς συγκόλλησης, εισέρχεται στον εγχυτήρα 6 και στη συνέχεια στον θάλαμο ανάμειξης 7. Στον τελευταίο σχηματίζεται ένα εύφλεκτο μείγμα οξυγόνου και ακετυλενίου, το οποίο εισέρχεται από τη θηλή 1. Στη συνέχεια το μείγμα πηγαίνει μέσω του σωλήνα, διέρχεται από το δακτυλιοειδές διάκενο μεταξύ των εξωτερικών 5 και εσωτερικών 8 επιστόμιων και σχηματίζει μια φλόγα προθέρμανσης. Το υπόλοιπο οξυγόνο μέσω των σωλήνων 3 και 4 μετακινείται στην κεντρική οπή του εσωτερικού επιστόμιου 8 και δημιουργεί έναν πίδακα οξυγόνου κοπής.
Τα μικρότερα συνεργεία χρησιμοποιούν πλέον ειδικές, γενικής χρήσης και τοποθετούν φακούς μικρής, μεσαίας και υψηλής ισχύος. Οι ειδικοί κόφτες των εμπορικών σημάτων RPA-2-72, RPK-2-72, RZR-2, RK-02 μπορούν να κόψουν μέταλλο με πάχος 200 έως 800 mm. Ο κοπτικός φακός RZR-2 βάρους 5,5 kg χρησιμοποιεί μείγμα προπανίου-βουτανίου ως καύσιμο αέριο, η μέγιστη κατανάλωση του οποίου είναι 7,5 m3/h. Η υψηλότερη κατανάλωση οξυγόνου είναι 114,5 m3/h. Το εργαλείο διαθέτει ακροφύσιο για την ανάμειξη οξυγόνου και εύφλεκτου αερίου. Η πίεση του εύφλεκτου αερίου στην είσοδο του κόφτη δεν είναι μικρότερη από 0,05 MPa (0,5 kgf/cm2) και υπάρχει μανόμετρο για τον έλεγχο της πίεσης οξυγόνου. Το εύφλεκτο αέριο προέρχεται από ράμπες διανομής ή από αυτοκινητόδρομους συνεργείων. Εάν χρησιμοποιείται αυτοκινητόδρομος, τότε πρέπει να έχετε μια ράμπα προπανίου-βουτανίου για 3 κυλίνδρους και μια ράμπα οξυγόνου για 10 κυλίνδρους. Το RZR-2 χρησιμοποιείται για την κοπή κεφαλών, σφυρηλάτησης και χύτευσης από χάλυβες χαμηλής περιεκτικότητας σε άνθρακα και χαμηλού κράματος. είναι ικανό να κόψει μέταλλο πάχους έως 800 mm.
Ο κόφτης RK-02, ή ο κόφτης κηροζίνης, έχει έναν εξατμιστή που θερμαίνεται από μια φλόγα προθέρμανσης. Ως καύσιμο χρησιμοποιείται βενζίνη ή κηροζίνη (ή το μείγμα τους). Αυτό το καύσιμο προέρχεται από μια σφαιρική δεξαμενή BG-02 με όγκο 8 λίτρων υπό πίεση 0,3 MPa (3 kgf / cm3). Η δεξαμενή διαθέτει βαλβίδα ασφαλείας και χειροκίνητη αντλία. Η ρωσική βιομηχανία παράγει τον κόφτη RK-02 ως κιτ KZhG-1 μαζί με μια δεξαμενή BG-02 για κοπή μόνο με υγρό καύσιμο. Το εργαλείο έχει σχεδιαστεί για χειροκίνητο διαχωρισμό κοπής μεταλλουργικών απορριμμάτων, λαμαρινών, σιδηροτροχιών και σκραπ πάχους έως 200 mm.
Οι κόφτες RPK-2-72 και RPA-2-72 βάρους 2,5 kg και μήκους 13,5 cm είναι εξοπλισμένοι με σώμα με εσωτερικό και εξωτερικό επιστόμιο, μοχλό εκκίνησης οξυγόνου κοπής και πολλές βαλβίδες. Προκειμένου να ληφθεί ένας φαρδύς και μαλακός πίδακας κοπής οξυγόνου, οι διάμετροι των καναλιών εξόδου στα επιστόμια και τα τμήματα ροής είναι ελαφρώς μεγαλύτερες από ό,τι στους κόφτες γενικής χρήσης. Οι κόφτες γενικής χρήσης R2A-01 και RZP-01, αντίστοιχα, μέσης και υψηλής ισχύος, έχουν επαρκώς μεγάλες διαμέτρους των καναλιών των επιστόμιων, του θαλάμου ανάμειξης και του εγχυτήρα. Ο κόφτης R2A-01 περιλαμβάνει τη χρήση ασετυλενίου και ο κόφτης RZP-01 - βουτάνιο, προπάνιο και φυσικό αέριο.
Χειροκίνητα κοπτικά μηχανήματα
Η μονάδα UFR-5 είναι σχεδιασμένη για κοπή σκόνης-οξυγόνου οπλισμένου σκυροδέματος πάχους έως 300 mm και λειτουργεί με προπάνιο ή βουτάνιο αναμεμειγμένο με οξυγόνο. Η συσκευή περιλαμβάνει έναν φορέα ροής σε ένα τρόλεϊ, έναν κόφτη, μια βάση για κυλίνδρους και μια βάση λόγχης σχεδιασμένη να στερεώνει τον σωλήνα μέσω του οποίου εισέρχεται το οξυγόνο. Το flux είναι ένα μείγμα από δύο σκόνες: σίδηρο (75-85%) και αλουμίνιο (15-25%). όπου ο αέρας χρησιμοποιείται ως αέριο μεταφοράς ροής. Το βάθος της οπής που καίγεται στο οπλισμένο σκυρόδεμα UFR-5 μπορεί να είναι 1,5 m.
Οι αρθρωτές μονάδες ASSh ("Ogonyok") και ASSh-V για κοπή με οξυγόνο διαθέτουν παντογράφο που σας επιτρέπει να κόβετε ταυτόχρονα τρία μικρού μεγέθους εξαρτήματα με πάχος υλικού από 5 έως 100 mm με ταχύτητα κοπής έως και 1600 mm/min. Αυτές οι μονάδες ζυγίζουν περίπου 350 κιλά και παρέχουν ακρίβεια πρώτης κατηγορίας με έναν μόνο φακό.

127. :
α - μπροστινή όψη, β - πλάγια όψη. 1 - τρόλεϊ, 2 - κυκλώνας, 3 - τροφοδότης ροής, 4 - μειωτήρας οξυγόνου, 5 - κόφτης, 6 - σωλήνες
Η εγκατάσταση UGPR είναι παρόμοια στο σχεδιασμό με το UFR-5, αλλά έχει ορισμένα χαρακτηριστικά. Η εγκατάσταση διαθέτει ένα γενικό κόφτη P2A-01 σε μπλοκ με μηχανισμό παροχής ροής, καθώς και μια δεξαμενή τροφοδοσίας ροής με κιβώτιο ταχυτήτων DKS-66, τα οποία είναι στερεωμένα στο καρότσι (Εικ. 127). Ως ροή, χρησιμοποιείται σκόνη σιδήρου του παγκρέατος, η οποία εμφυσάται με οξυγόνο. Θα πρέπει να σημειωθεί ότι το UGPR είναι τοποθετημένο με βάση τις μονάδες URHS-5 και URHS-6.
Εκτός από τις προαναφερθείσες εγκαταστάσεις, υπάρχουν φορητές μηχανές κοπής οξυγόνου - Gugark, Orbita-2 και Sputnik-3. Αυτά τα μηχανήματα είναι αυτοκινούμενα καρότσια που κινούνται πάνω από το μέταλλο που κόβεται και είναι εξοπλισμένα με κόφτη. Η τελευταία εγκατάσταση βάρους 18 kg έχει σχεδιαστεί για κοπή χαλύβδινων σωλήνων με διάμετρο 190 έως 1620 mm με πάχος τοιχώματος 5 έως 75 mm με ταχύτητα 100-900 mm/min.
Κοπή οξυγόνου
Θα πρέπει αμέσως να σημειωθεί ότι μπορούν να κοπούν μόνο εκείνα τα μέταλλα που ικανοποιούν τις ακόλουθες βασικές απαιτήσεις. Το σημείο τήξης του μετάλλου πρέπει να είναι μεγαλύτερο από τη θερμοκρασία ανάφλεξής του σε οξυγόνο. Διαφορετικά, το μέταλλο θα λιώσει μόνο, αλλά δεν θα καεί. Για παράδειγμα, ο μαλακός χάλυβας έχει θερμοκρασία ανάφλεξης σε οξυγόνο 1300-1350 °C και σημείο τήξης περίπου 1500 °C. Ωστόσο, η αύξηση της ποσότητας άνθρακα στον χάλυβα θα συνοδεύεται από αύξηση της θερμοκρασίας ανάφλεξης σε οξυγόνο και μείωση του σημείου τήξης. Από αυτή την άποψη, η κοπή χάλυβα με υψηλή περιεκτικότητα σε άνθρακα και ακαθαρσίες καθίσταται προβληματική.
Το σημείο τήξης του μετάλλου πρέπει να είναι υψηλότερο από το σημείο τήξης των οξειδίων. Αυτή η απαίτηση είναι απαραίτητη έτσι ώστε τα οξείδια που σχηματίζονται κατά την κοπή να διοχετεύονται εύκολα από το οξυγόνο και να μην παρεμβαίνουν στην περαιτέρω οξείδωση και κοπή. Για παράδειγμα, κατά την κοπή αλουμινίου, σχηματίζονται οξείδια με σημείο τήξης περίπου 2050 ° C και κατά την κοπή χάλυβων χρωμίου σχηματίζονται οξείδια με σημείο τήξης περίπου 2000 ° C. Είναι προφανές ότι αυτά τα οξείδια καλύπτουν την επιφάνεια του μετάλλου και έτσι σταματούν την περαιτέρω διαδικασία κοπής.
Η θερμική αγωγιμότητα του μετάλλου πρέπει να είναι όσο το δυνατόν χαμηλότερη, επειδή με υψηλή θερμική αγωγιμότητα, η θερμότητα που μεταδίδεται στο μέταλλο φεύγει γρήγορα από τη ζώνη κοπής και θα είναι δύσκολο να θερμανθεί ένα τέτοιο μέταλλο στη θερμοκρασία ανάφλεξης.
Η ποσότητα θερμότητας που απελευθερώνεται κατά την καύση του μετάλλου πρέπει να είναι αρκετά μεγάλη, καθώς αυτή η θερμότητα θερμαίνει τα μεταλλικά τμήματα που συνορεύουν με τη ζώνη κοπής και έτσι εξασφαλίζει τη συνέχεια της διαδικασίας κοπής. Έτσι, για παράδειγμα, κατά την κοπή χάλυβα χαμηλής περιεκτικότητας σε άνθρακα, το 65-70% της συνολικής ποσότητας θερμότητας απελευθερώνεται από την καύση του μετάλλου σε πίδακα οξυγόνου, το υπόλοιπο 30-35% είναι θερμότητα από τη φλόγα προθέρμανσης του κοπτήρα.
Οι σκωρίες που έχουν προκύψει κατά την κοπή θα πρέπει να είναι επαρκώς ρευστές και να φουσκώνονται εύκολα από την κοπή. Οι ιξώδεις και πυρίμαχες σκωρίες θα εμποδίσουν σοβαρά τη διαδικασία κοπής. Πριν ξεκινήσετε την κοπή, είναι απαραίτητο να καθαρίσετε καλά την επιφάνεια του μετάλλου που κόβεται από σκουριά, λέπια, βρωμιά και βαφή. Για να τα αφαιρέσετε, είναι απαραίτητο να τραβήξετε αργά τη φλόγα του κόφτη κατά μήκος της επιφάνειας του μετάλλου κατά μήκος της προβλεπόμενης γραμμής κοπής. Σε αυτή την περίπτωση, η ζυγαριά υστερεί σε σχέση με το μέταλλο και το χρώμα και το λάδι καίγονται. Μετά από αυτό, καθαρίστε τη μεταλλική επιφάνεια με μια βούρτσα.
Πρέπει να σημειωθεί ότι διαφορετικά μέταλλα υφίστανται κοπή με οξυγόνο σε διάφορους βαθμούς. Οι χάλυβες χαμηλού άνθρακα με λιγότερο από 0,3% άνθρακα κόβουν πολύ καλά, ενώ οι χάλυβες μεσαίου άνθρακα (με λιγότερο από 0,7% άνθρακα) κόβουν ελαφρώς χειρότερα. Οι χάλυβες με υψηλή περιεκτικότητα σε άνθρακα κόβονται με μεγάλη δυσκολία και με περιεκτικότητα σε άνθρακα μεγαλύτερη από 1%, η κοπή δεν είναι δυνατή χωρίς την προσθήκη ειδικών ροών. Οι χάλυβες υψηλής κραματοποίησης δεν επιδέχονται συγκόλληση με οξυγόνο, για την κοπή τους είναι απαραίτητο να χρησιμοποιηθεί κοπή με τόξο πλάσματος ή οξυροή, η οποία μπορεί επίσης να κόψει χαλκό, ορείχαλκο, μπρούτζο. Για την κοπή αλουμινίου και των κραμάτων του, εφαρμόζεται η κοπή με τόξο πλάσματος. Έτσι, μετά τον χαρακτηρισμό της ικανότητας κοπής, είναι απαραίτητο να μελετηθούν τα χαρακτηριστικά της τεχνολογίας κοπής διαφόρων μετάλλων ανάλογα με το πάχος τους, τον τύπο του προφίλ που κόβεται, τη χημική σύνθεση και την παραμορφωσιμότητα ως αποτέλεσμα της έκθεσης σε υψηλή θερμοκρασία.
Εάν το πάχος του μετάλλου δεν φτάνει τα 300 mm, τότε αρκεί μια κανονική φλόγα. Με πάχος μετάλλου μεγαλύτερο από 400 mm, το μήκος της φλόγας θέρμανσης πρέπει να αυξηθεί λόγω υπερβολικής εισροής ασετυλίνης. Αυτό θα επιτρέψει τη βαθιά θέρμανση του μετάλλου. Η ταχύτητα κοπής παίζει μεγάλο ρόλο στην αποτελεσματικότητα της εργασίας που εκτελείται. Η ταχύτητα κίνησης του κόφτη πρέπει να αντιστοιχεί στην ταχύτητα καύσης του μετάλλου. Ο ευκολότερος τρόπος προσδιορισμού της ταχύτητας θα είναι η φύση της εκπομπής σπινθήρων και σκωρίας (Εικ. 128).

Ρύζι. 128.:
α - αργή ταχύτητα κοπής. β - κανονική ταχύτητα κοπής. γ - γρήγορη ταχύτητα κοπής
Εάν η ταχύτητα του κόφτη είναι σωστή, τότε ένα ρεύμα από σπινθήρες και σκωρίες ξεσπά από την κοπή κατευθείαν προς τα κάτω και οι άκρες είναι καθαρές, χωρίς χαλάρωση και τήξη. Σε χαμηλή ταχύτητα, η ροή των σπινθήρων είναι μπροστά από τον κόφτη και οι άκρες της κοπής λιώνουν και καλύπτονται με επικαλύψεις. Σε υψηλή ταχύτητα, ένα δέμα σπινθήρων υστερεί πίσω από τον κόφτη και το μέταλλο στην κάτω άκρη δεν έχει χρόνο να καεί, οπότε η κοπή σταματά.
Η απόδοση κοπής εξαρτάται επίσης από τη σωστή θέση του φακού. Η κοπή λαμαρίνας πάχους έως 50 mm εκτελείται ως εξής. Στην αρχή της κοπής, μια φλόγα προθέρμανσης πρέπει να κατευθυνθεί στην άκρη του μετάλλου που κόβεται για να θερμάνει την άκρη στη θερμοκρασία τήξης. Στη συνέχεια, το επιστόμιο του κόφτη πρέπει να ρυθμιστεί κάθετα στην επιφάνεια του μετάλλου που κόβεται έτσι ώστε ο πίδακας της φλόγας προθέρμανσης και στη συνέχεια το οξυγόνο κοπής να βρίσκεται κατά μήκος της κατακόρυφης άκρης του μετάλλου. Μετά τη θέρμανση του μετάλλου στη θερμοκρασία ανάφλεξης, πρέπει να εκτοξευθεί ένας πίδακας οξυγόνου κοπής. Πρέπει να μετακινήσετε τον κόφτη μόνο αφού το μέταλλο έχει κοπεί σε όλο το πάχος του στην αρχή της γραμμής κοπής.
Προκειμένου να αποφευχθεί η υστέρηση κοπής στα κατώτερα στρώματα μετάλλου, στο τέλος της διαδικασίας, είναι απαραίτητο να γίνει γωνία κλίσης του κόφτη 20-30 ° προς την αντίθετη κατεύθυνση από την κίνησή του και να μειωθεί η ταχύτητα του εργαλείου.

Ρύζι. 129.:
α - η αρχή της κοπής. β - διαδικασία κοπής

Ρύζι. 130.

Ρύζι. 131.
Όταν εργάζεστε με παχύτερο μέταλλο (100-200 mm), η γωνία κλίσης πρέπει να μειωθεί σε 10-15°. Η προθέρμανση στους 300-400 °C θα επιτρέψει την κοπή με αυξημένη ταχύτητα. Η θέση του κόφτη κατά τη λειτουργία φαίνεται στο Σχήμα 129. Το πλάτος και η καθαρότητα της κοπής εξαρτώνται από τη μέθοδο κοπής και το πάχος του μετάλλου. Η μηχανική κοπή παράγει μικρότερο άκρο και καθαρότερες άκρες από την κοπή με το χέρι. Όσο πιο παχύ είναι το μέταλλο που κόβεται, τόσο πιο φαρδύ είναι το κόψιμο.
Εάν κόβονται στρογγυλά τεμάχια, τότε στην αρχή της κοπής, η γωνία κλίσης του κόφτη πρέπει να γίνει μεγάλη και στη συνέχεια να μειωθεί σταδιακά κατά τη λειτουργία μέχρι ο κόφτης να γίνει κάθετος (Εικ. 130). Πρέπει να σημειωθεί ότι όταν κόβετε σγουρά μέρη, η θέση του κόφτη ως προς τη μεταλλική επιφάνεια πρέπει να είναι αυστηρά κάθετη. Όταν κόβετε πολλά φύλλα μετάλλου, πρέπει να στερεώνονται σε μια σακούλα για να είναι παραγωγική η διαδικασία. Οι άκρες των φύλλων στην αρχή της κοπής πρέπει να διπλωθούν όπως φαίνεται στο Σχήμα 131.
Η καύση οπών έχει μια σειρά από χαρακτηριστικά. Με πάχος μετάλλου έως 20 mm, πρέπει πρώτα να θερμανθεί μέχρι την απαιτούμενη θερμοκρασία, στη συνέχεια να σβήσει η φλόγα θέρμανσης και να ξεκινήσει το οξυγόνο κοπής ανοίγοντας ομαλά τη βαλβίδα στον φακό. Το οξυγόνο αναφλέγεται αυθόρμητα από ζεστό μέταλλο. Αυτή η διαδικασία βοηθά στην αποφυγή αντιπυρικών. Με πάχος μετάλλου 20-50 mm, το φύλλο ή το τμήμα πρέπει να τοποθετηθεί σε κατακόρυφη ή κεκλιμένη θέση, έτσι ώστε η ροή των σχηματισμών σκωρίας να πραγματοποιείται αμέσως. Σε αυτή την περίπτωση, η αρχική οπή ανοίγεται σε μικρό βάθος. Επιπλέον, η πορεία της εργασίας είναι η ίδια όπως στην προηγούμενη περίπτωση.
Το επιστόμιο κατά τη λειτουργία πρέπει να διατηρείται σε μια ορισμένη απόσταση από τη μεταλλική επιφάνεια. Για να το κάνετε αυτό, μπορείτε να χρησιμοποιήσετε ένα καρότσι ή άλλα εξαρτήματα που είναι προσαρτημένα στην κεφαλή του φακού. Όταν κόβετε μέταλλο πάχους έως 100 mm, η απόσταση μεταξύ της μεταλλικής επιφάνειας και του άκρου του επιστόμιου πρέπει να είναι 2-3 mm μεγαλύτερη από το μήκος του πυρήνα της φλόγας. Κατά την κοπή μετάλλου πάχους άνω των 100 mm και κατά την κοπή με υποκατάστατα αέρια ασετυλίνης, η απόσταση πρέπει να αυξάνεται κατά 30-40% για να αποφευχθεί η υπερθέρμανση του επιστόμιου. Οι αριθμοί του επιστόμιου (εσωτερικός και εξωτερικός) πρέπει να επιλέγονται ανάλογα με το πάχος του μετάλλου.
Έτσι, η χειροκίνητη κοπή μπορεί να είναι επιτυχής μόνο εάν ο εργαζόμενος παρατηρήσει τη συνιστώμενη γωνία κλίσης του φακού, προσδιορίσει με ακρίβεια το σημείο έναρξης της κοπής και επιλέξει προσεκτικά τον αριθμό των επιστόμιων και των εύφλεκτων αερίων.

Ρύζι. 132.:
α - κοπή υψηλής ταχύτητας. β - κοπή σε κυλίνδρους
Η κοπή σωλήνων μπορεί να γίνει χρησιμοποιώντας ασετυλένιο και τα υποκατάστατά του. Κατά την κοπή, ο σωλήνας μπορεί να περιστραφεί με κυλίνδρους, όπως φαίνεται στο Σχήμα 132. Αυτό το σχήμα δείχνει επίσης τη σωστή θέση του κόφτη, στην οποία η περιοχή αλληλεπίδρασης μεταξύ μετάλλου και οξυγόνου αυξάνεται απότομα και η σκωρία που σχηματίζεται κατά τη λειτουργία θερμαίνεται τις οριακές ζώνες του σωλήνα. Αυτό, με τη σειρά του, βελτιώνει σημαντικά τις συνθήκες κοπής μετάλλου. Ταυτόχρονα, αυτή η θέση του κόφτη επιμηκύνει το χρόνο προθέρμανσης του μετάλλου στη θερμοκρασία ανάφλεξης έως και 60–70 s. Για να συντομεύσετε το χρόνο θέρμανσης, θα πρέπει να εισαχθεί αμέσως χαλύβδινη ράβδος ή σκόνη σιδήρου στην περιοχή κοπής. Στη συνέχεια, η ταχύτητα κοπής σωλήνων με πάχος τοιχώματος έως 12 mm και διάμετρο 300-1020 mm θα είναι 1,5-2 m/min.
Όταν κόβετε χυτά και σφυρήλατα με πάχος 300-800 mm, μπορείτε να χρησιμοποιήσετε ένα χειροκίνητο κόφτη τύπου RZR-2, το οποίο στην αρχή της κοπής πρέπει να έχει θέση κάθετη προς την επιφάνεια που κόβεται (ή υπό γωνία 5 ° στην αντίθετη κατεύθυνση από την κίνηση). Στη συνέχεια, θα πρέπει να κόψετε το μέταλλο στην αρχή της γραμμής κοπής μετά την προθέρμανση. Στη συνέχεια, πρέπει να ξεκινήσετε να μετακινείτε το εργαλείο με την ίδια γωνία και μέχρι το τέλος της κοπής, πρέπει να κάνετε τη γωνία του εργαλείου 10-15 ° προς την αντίθετη κατεύθυνση από την κίνηση και να μειώσετε την ταχύτητα κίνησης. Αυτό είναι απαραίτητο για την τελική κοπή του τελικού τμήματος.
Παραμόρφωση κατά την κοπή και έλεγχος της. Η ανομοιόμορφη θέρμανση και ψύξη εξαρτημάτων ή τεμαχίων κατά τη διαδικασία κοπής οδηγεί σε υπολειμματικές τάσεις στο μέταλλο και παραμόρφωση. Για να μην συμβεί αυτό, πρέπει να ακολουθείτε τις ακόλουθες πρακτικές συστάσεις όταν εργάζεστε:
- κάντε διακοπές πριν ξεκινήσετε την εργασία.
- ξεκινάτε πάντα να κόβετε από τη μακρύτερη άκρη και τελειώνετε στη μικρή άκρη.
- πρώτα κόψτε μικρές λεπτομέρειες και μετά μεγάλες.
- η ταχύτητα κοπής πρέπει να είναι εξαιρετικά υψηλή, έτσι ώστε οι άκρες του μετάλλου να μην θερμαίνονται πολύ.
- Οι οπές κοπής πρέπει να πραγματοποιούνται πριν από άλλες εργασίες.
- κατά τη διαδικασία της εργασίας, ψύξτε το μέταλλο με νερό.
- πρώτα πρέπει να κάνετε περικοπές ζιγκ-ζαγκ και μετά ίσιες.
- πριν από την εργασία, τα μεταλλικά φύλλα πρέπει να στερεωθούν με ασφάλεια για να αποφευχθεί η μετατόπισή τους υπό την επίδραση των υπολειπόμενων τάσεων.
- εάν υπάρχουν βραχυκυκλωτήρες, αφαιρούνται μετά την ολοκλήρωση της κοπής.
Η χειροκίνητη κοπή μετάλλων μεγάλου πάχους (300-700 mm) πραγματοποιείται με κόφτη τύπου RZR-2, ο οποίος δίνει μια φλόγα ενανθράκωσης του απαιτούμενου μεγέθους. Το εργαλείο στην αρχή της κοπής πρέπει να έχει κλίση προς την κατεύθυνση κίνησης 2-3 ° σε σχέση με το επίπεδο του άκρου και στο τέλος της διαδικασίας - 2-3 ° προς την κατεύθυνση αντίθετη από την κατεύθυνση κίνησης (Εικ. 133).

Ρύζι. 133.:
α - πριν από την κοπή. β - πριν από το τέλος της κοπής
Κοπή οξυγόνου
Τα μη σιδηρούχα μέταλλα και τα κράματά τους, οι χυτοσίδηροι, οι χάλυβες από ανοξείδωτο χρώμιο και χρώμιο-νικέλιο δεν μπορούν να κοπούν με συμβατική κοπή με οξυγόνο. Για αυτό, είναι απαραίτητο να χρησιμοποιήσετε τόξο πλάσματος και κατά προτίμηση κοπή ροής οξυγόνου. Η ουσία του τελευταίου έγκειται στο γεγονός ότι η ροή σε σκόνη τροφοδοτείται συνεχώς στη ζώνη κοπής με τη βοήθεια ειδικού εξοπλισμού μαζί με το οξυγόνο κοπής. Η ροή καίει και λιώνει τα πυρίμαχα οξείδια που προκύπτουν. Επιπλέον, η ροή μετατρέπει τα οξείδια σε υγρές σκωρίες που ρέουν εύκολα από την τομή. Αυτή η κοπή χρησιμοποιείται κυρίως για εργασία με χυτοσίδηρο και χάλυβες υψηλής κραματοποίησης πάχους έως 70 mm.
Η λεπτόκοκκη σκόνη σιδήρου της μάρκας PZh5M (GOST 9849-74) με μεγέθη σωματιδίων από 0,07 έως 0,16 mm χρησιμοποιείται ως ροή (χρησιμοποιείται για την κοπή χυτοσιδήρου και χαλκού). Για την κοπή ανοξείδωτου χάλυβα, 10-12% σκόνη αλουμινίου μάρκας APV προστίθεται στην καθορισμένη σκόνη. Μπορείτε επίσης να χρησιμοποιήσετε σκόνη αλουμινίου-μαγνήσιου (60-80%) αναμεμειγμένη με σιδηροπυρίτιο (20-40%). Κατά την κοπή χάλυβα χρωμίου και χρωμίου-νικελίου, χρησιμοποιείται σκόνη σιδήρου PZh5M με την προσθήκη κλίμακας 25-50%. Κατά την κοπή του χυτοσιδήρου, σε αυτή τη σκόνη μπορεί να προστεθεί 30-35% σιδηροφωσφόρος υψικάμινου. Ένα μείγμα σκόνης σιδήρου με σκόνη αλουμινίου (15-20%) και σιδηροφωσφόρου (10-15%) χρησιμοποιείται κατά την κοπή του χαλκού και των κραμάτων του.
Αυτή η κοπή πραγματοποιείται από την εγκατάσταση URHS-5, η οποία αποτελείται από έναν κόφτη και έναν τροφοδότη ροής. Η μονάδα μπορεί να κόψει χάλυβες υψηλής κραματοποίησης χρωμίου-νικελίου και χρωμίου με πάχος 10-200 mm με το χέρι ή με μηχανή με ταχύτητα κοπής 230-760 mm/min. Για 1 m του τμήματος, η κατανάλωση οξυγόνου είναι 0,20-2,75 m3, ακετυλένιο - 0,017-0,130 m3 και ροή - 0,20-1,3 kg. Ο χυτοσίδηρος πάχους 50 mm κόβεται με ταχύτητα 70-100 mm/min σε κατανάλωση 2-4 m3 οξυγόνου, 0,16-0,25 m3 ακετυλίνης και 3,5-6 kg ροής ανά 1 m κοπής. Κατά την κοπή κραμάτων χαλκού, λαμβάνονται περίπου οι ίδιες παράμετροι.
Θα πρέπει να ληφθεί υπόψη ότι η ισχύς της φλόγας προθέρμανσης πρέπει να αυξηθεί κατά 15-25% σε σύγκριση με τη συμβατική κοπή αερίου, καθώς ένα ορισμένο μέρος της θερμότητας αυτής της φλόγας θα δαπανηθεί για τη θέρμανση της ροής. Η φλόγα πρέπει να είναι κανονική ή με ελαφρά περίσσεια ακετυλίνης. Από το άκρο του επιστόμιου του κόφτη μέχρι την επιφάνεια του μετάλλου πρέπει να υπάρχει απόσταση 15-25 mm. Σε μικρές αποστάσεις, είναι δυνατά σκασίματα και αναδρομές λόγω ροής σωματιδίων που αναπηδούν από την επιφάνεια και εισέρχονται στο ακροφύσιο του φακού. Επιπλέον, μπορεί να υπάρξει υπερθέρμανση του επιστόμιου και, ως αποτέλεσμα, παραβίαση της διαδικασίας κοπής. Η γωνία κλίσης του εργαλείου πρέπει να γίνεται σε 1-10 ° στην αντίθετη κατεύθυνση από την κατεύθυνση κοπής. Για να διευκολυνθεί η διαδικασία κοπής, τα κράματα χαλκού πρέπει να προθερμανθούν στους 200-50 ° C και οι χάλυβες χρωμίου και χρωμίου-νικελίου - έως 300-400 ° C.
Στην πράξη, η κοπή σκυροδέματος και οπλισμένου σκυροδέματος πραγματοποιείται αρκετά συχνά. Εκτελείται με 2 τρόπους: κοπή με οξυγόνο και κοπή με λόγχη σκόνης. Η κοπή με οξυγόνο καίει πολύ καλά τις τρύπες στο σκυρόδεμα. Σας επιτρέπει να δημιουργήσετε τρύπες βάθους έως και 4 m με διάμετρο έως και 1,2 m. Αυτή η κοπή μπορεί να καυτηριάσει με επιτυχία τρύπες σε ένα ατσάλι. Με τη μέθοδο αυτή χρησιμοποιείται ένας χαλύβδινος σωλήνας (δόρυ), του οποίου το ένα άκρο θερμαίνεται στη θερμοκρασία τήξης και προσκολλάται στην επιφάνεια του σκυροδέματος. Το οξυγόνο διοχετεύεται μέσα από το δόρυ, το οποίο, αλληλεπιδρώντας με το καυτό άκρο του σωλήνα, αποκαθίσταται. Σε αυτή την περίπτωση, προκύπτουν ρευστά οξείδια σιδήρου, τα οποία αντιδρούν με το σκυρόδεμα και μετατρέπονται σε σκωρίες, οι οποίες στη συνέχεια διοχετεύονται εύκολα. Σπρώχνοντας τον σωλήνα προς τα εμπρός, μπορείτε να κάψετε την απαιτούμενη τρύπα στο σκυρόδεμα.
Ως δόρυ, μπορείτε να χρησιμοποιήσετε έναν σωλήνα αερίου με λεπτά τοιχώματα με διάμετρο 10-20 mm, γεμάτο με ράβδους χάλυβα στο 60-65% του όγκου του ή τυλιγμένο εξωτερικά με σύρμα από χάλυβα διαμέτρου 3-4 mm , καθώς και ένας συμπαγής σωλήνας με παχύ τοίχωμα με διάμετρο 20-35 mm. Το σύρμα και οι ράβδοι εκτελούν την ίδια λειτουργία σε τέτοια κοπή όπως η ροή στην κοπή με οξυγόνο. Το δόρυ θερμαίνεται, κατά κανόνα, από ηλεκτρόδιο άνθρακα ή καυστήρα.
Η κοπή με λόγχη σκόνης χαρακτηρίζεται από το γεγονός ότι χρησιμοποιεί σκόνη σιδήρου-αλουμινίου σε αναλογία 85:25. Όπως και η ροή, αυτή η σκόνη διοχετεύεται στη ζώνη κοπής με πίδακα οξυγόνου. Οι παράμετροι της εργασίας που εκτελείται σε αυτή την περίπτωση μπορεί να είναι οι εξής. Έτσι, για παράδειγμα, κατά την καύση μιας τρύπας με διάμετρο 50 mm και βάθος 500 mm, η ταχύτητα προώθησης θα είναι 120-160 mm / λεπτό σε πίεση οξυγόνου 0,7 MPa, κατανάλωση σκόνης 30 kg / h και κατανάλωση λόγχης (σωλήνας) 4 mm ανά μέτρο μήκους οπών. Με βάθος οπής 1,5 m και ίδια διάμετρο, η ταχύτητα εμβάθυνσης θα μειωθεί στα 40-70 mm/min σε πίεση οξυγόνου 1,0-1,2 MPa, κατανάλωση ροής 30 kg/h και κατανάλωση δόρατος 6 mm ανά 1 m του μήκους της τρύπας.
Η επιφανειακή κοπή είναι ένας τύπος κοπής με οξυγόνο. Είναι σχεδιασμένο για ανάγλυφο κοπής με τη μορφή μιας ή περισσότερων χωριστών ή συνδυασμένων αυλακώσεων στη μεταλλική επιφάνεια. Στις εργασίες συγκόλλησης, αυτή η κοπή χρησιμοποιείται συχνά για την αποκοπή ελαττωματικών τμημάτων των ραφών. Με αυτή την κοπή, η πηγή θέρμανσης του μετάλλου θα είναι τόσο η φλόγα του κόφτη όσο και η λιωμένη σκωρία, η οποία όταν απλώνεται θερμαίνει τα βαθιά στρώματα του μετάλλου. Οι κόφτες RPA και RPK είναι κατάλληλοι για αυτόν τον τύπο εργασίας. Ο τρόπος κοπής και η γωνία του εργαλείου παίζουν σημαντικό ρόλο στην αποτελεσματικότητα της επιφανειακής κοπής.
Στο αρχικό στάδιο, είναι απαραίτητο να ζεσταθεί η περιοχή της τομής στη θερμοκρασία ανάφλεξης. Ο κόφτης πρέπει να τοποθετείται σε γωνία 70-80° ως προς τη μεταλλική επιφάνεια. Πριν την παροχή οξυγόνου κοπής, το εργαλείο πρέπει να έχει κλίση υπό γωνία 15-45°. Κατά τη διαδικασία κοπής, συμβαίνει εστιακή καύση του μετάλλου. Αυτό εξασφαλίζει αποτελεσματικό καθαρισμό της μεταλλικής επιφάνειας, μεταξύ άλλων λόγω της ομοιόμορφης προώθησης του εργαλείου κατά μήκος της γραμμής της προβλεπόμενης κοπής. Η θέση του κόφτη για αυτόν τον τύπο κοπής φαίνεται λεπτομερώς στο Σχήμα 134.

Ρύζι. 134.:
1 - επιστόμιο? 2 - σκωρία? 3 - αυλάκι
Το πλάτος και το βάθος της αυλάκωσης μειώνονται όσο αυξάνεται η ταχύτητα κοπής. Επιπλέον, το βάθος της αυλάκωσης γίνεται μικρότερο όταν μειώνεται η γωνία κλίσης του επιστόμιου εργαλείου και όταν πέφτει η πίεση οξυγόνου κοπής. Το πλάτος της αυλάκωσης εξαρτάται από τη διάμετρο του πίδακα οξυγόνου. Κατά την επιφανειακή κοπή, το πλάτος του αυλακιού θα πρέπει να γίνεται 5-6 φορές το βάθος του για να αποφευχθεί η εμφάνιση ηλιοβασιλέματος στην επιφάνεια. Εάν είναι απαραίτητο να καθαρίσετε πολλά ελαττώματα σε μια μεγάλη περιοχή, τότε σε αυτήν την περίπτωση, η κοπή ψαροκόκαλου θα πρέπει να γίνει σε ένα ή περισσότερα περάσματα χρησιμοποιώντας ταλαντευτικές κινήσεις του κόφτη.
Χαρακτηριστικά κοπής με τόξο αέρα
Η κοπή με τόξο αέρα είναι μια από τις ποικιλίες κοπής διαχωρισμού και βασίζεται στην τήξη του μετάλλου από την περιοχή κοπής από τη θερμότητα ενός ηλεκτρικού τόξου που διεγείρεται μεταξύ του μετάλλου που κόβεται και του ηλεκτροδίου. Ταυτόχρονα, ένας πίδακας πεπιεσμένου αέρα αφαιρεί συνεχώς το λιωμένο μέταλλο από την κομμένη κοιλότητα. Αυτός ο τύπος κοπής έχει βρει ευρεία εφαρμογή σε εργασίες κατασκευής και εγκατάστασης για πρόχειρη κοπή μετάλλου πάχους έως 30 mm, αλλά μόνο εάν δεν απαιτείται υψηλή ποιότητα, καθώς το πλάτος της κοπής θα είναι 2-3 φορές μεγαλύτερο από ό,τι με την κοπή με οξυγόνο . Αυτή η κοπή εκτελείται επίσης για την τήξη ελαττωματικών τμημάτων ραφών, την εξάλειψη των ελατηρίων, την επεξεργασία των χυτών και για τον καθαρισμό επιφανειών. Η ταχύτητα μιας τέτοιας κοπής με πάχος μετάλλου 15 mm δεν υπερβαίνει τα 120-150 mm/min. Η κατανάλωση του ηλεκτροδίου είναι 1,0-1,5 kg ανά 1 m του μετάλλου που κόβεται. Ένα διάγραμμα του κόφτη για κοπή με τόξο αέρα φαίνεται στο Σχήμα 135. Διαθέτει μια συσκευή εκκίνησης αέρα βαλβίδας και ένα ακροφύσιο για την παροχή πεπιεσμένου αέρα στην περιοχή κοπής. Το ρεύμα και ο αέρας τροφοδοτούνται μέσω ενός συνδυασμένου σωλήνα καλωδίου.

Ρύζι. 135.:
1 - σωλήνας παροχής αέρα. 2 - παροχή καλωδίου ηλεκτροδίου. - σώμα κοπής 4 - τόξο? 5 - ακροφύσιο για την παροχή πεπιεσμένου αέρα στη ζώνη καύσης. 6 - κενό? 7 - λιωμένο τμήμα του τεμαχίου εργασίας
Τα ηλεκτρόδια για κοπή με τόξο αέρα παρουσιάζονται με τη μορφή άνθρακα, γραφίτη, κυλινδρικών ράβδων ή πλακών γραφίτη μήκους 250 έως 350 mm. Τα επιχαλκωμένα ηλεκτρόδια είναι πολύ καλύτερα από άλλα, καθώς είναι λιγότερο επιρρεπή στην οξείδωση. Επί του παρόντος, 2 τύποι κοπτικών χρησιμοποιούνται ευρέως στην πράξη: RVDm-315 και RVDl-1200. Η πρώτη συσκευή έχει σχεδιαστεί για ρεύμα 315 A και η ροή αέρα είναι 20 m3/h. Το RVDm-315 έχει μάζα 0,8 kg και μεγάλη γκάμα εφαρμογών. Η διάμετρος του ηλεκτροδίου αυτής της συσκευής είναι 6-10 mm. Το RVDL-1200 χρησιμοποιεί ρεύμα 1200 A με ρυθμό ροής αέρα 35 m3/h. Αυτή η συσκευή μπορεί να διορθώσει τα κενά χύτευσης χρησιμοποιώντας ηλεκτρόδια με διάμετρο τουλάχιστον 15-25 mm. Η μάζα της συσκευής είναι 1,6 kg. Ο αέρας εισέρχεται υπό πίεση 0,4-0,6 MPa είτε από συμπιεστή με χωρητικότητα 20-30 m3/h ή μεγαλύτερη, είτε από γραμμή αέρα. Σε αυτή την περίπτωση είναι επιβεβλημένη η χρήση διαχωριστών λαδιού και υγρασίας, αφού ο αέρας πρέπει να είναι καθαρός.
Για τον καθορισμένο τύπο κοπής, μπορεί να χρησιμοποιηθεί τόσο συνεχές όσο και εναλλασσόμενο ρεύμα. Οι πηγές συνεχούς ρεύματος μπορεί να είναι μετατροπείς συγκόλλησης ή ανορθωτές μονού και πολλαπλών σταθμών. Ως πηγές εναλλασσόμενου ρεύματος, μπορούν να χρησιμοποιηθούν μετασχηματιστές με χαμηλή τάση και καθαρό βολτ-αμπέρ χαρακτηριστικό του ρελαντί.
Προφυλάξεις ασφαλείας για εργασίες συγκόλλησης αερίου και κοπής αερίου
Σε αυτούς τους τύπους εργασιών, είναι πιθανοί οι ακόλουθοι τύποι τραυματισμών: ηλεκτροπληξία, εγκαύματα από σταγόνες μετάλλου και σκωρίας, βλάβη στα μάτια και στην επιφάνεια του δέρματος από ακτινοβολία ηλεκτρικού τόξου, μώλωπες και τραυματισμοί από εκρήξεις κυλίνδρων συμπιεσμένου αερίου και κατά τη συγκόλληση δοχείων από εύφλεκτες ουσίες, δηλητηρίαση με επιβλαβή αέρια, σκόνη και αναθυμιάσεις από συγκόλληση. Για προστασία από ηλεκτροπληξία, πρέπει να τηρούνται οι ακόλουθες συνθήκες.
Τα περιβλήματα της πηγής ισχύος τόξου, τα τεμάχια εργασίας και ο βοηθητικός εξοπλισμός συγκόλλησης πρέπει να γειώνονται αξιόπιστα με ένα χάλκινο σύρμα, το ένα άκρο του οποίου συνδέεται είτε με μια μεταλλική ράβδο που τοποθετείται στο έδαφος είτε σε μια κοινή επιφάνεια γείωσης και το άλλο άκρο συνδέεται με το τόξο περίβλημα πηγής ενέργειας, συγκεκριμένα σε ειδικό μπουλόνι με την επιγραφή "Γη".
Η γείωση των φορητών πηγών ενέργειας πραγματοποιείται μέχρι να συνδεθούν στο ηλεκτρικό δίκτυο και η γείωση αφαιρείται μόνο μετά την αποσύνδεση από το δίκτυο. Η σύνδεση πηγών ισχύος συγκόλλησης στο δίκτυο απαιτεί την υποχρεωτική χρήση επιτοίχιων κουτιών με διακόπτες κυκλώματος, σφιγκτήρες και ασφάλειες. Το μήκος των καλωδίων τροφοδοσίας δεν πρέπει να υπερβαίνει τα 10 μ. Το καλώδιο πρέπει να αναρτάται σε ύψος 2,5-3 μ. Οι είσοδοι και οι έξοδοι πρέπει να είναι εξοπλισμένες με χοάνες ή δακτυλίους που προστατεύουν τα καλώδια από συστροφές και τη μόνωση από βλάβη. Οι ηλεκτρολόγοι υποχρεούνται να συνδέουν και να αποσυνδέουν τον ηλεκτρικό εξοπλισμό συγκόλλησης, καθώς και να παρακολουθούν την καλή τους κατάσταση κατά τη λειτουργία. Οι συγκολλητές απαγορεύεται να εκτελούν τέτοιες εργασίες.
Μην χρησιμοποιείτε καλώδια με κατεστραμμένη και κατεστραμμένη μόνωση. Η μόνωση πρέπει να είναι κατάλληλη για το εφαρμοζόμενο ρεύμα. Για εργασίες σε εξωτερικούς χώρους, ο εξοπλισμός συγκόλλησης θα πρέπει να βρίσκεται κάτω από ένα θόλο για να προστατεύεται από το χιόνι και τη βροχή. Ελλείψει αυτών των συνθηκών, δεν επιτρέπεται η συγκόλληση. Βεβαιωθείτε ότι χρησιμοποιείτε λαστιχένιο χαλάκι, γαλότσες και κράνος από καουτσούκ, καθώς και επιγονατίδες και μπράτσα με επένδυση από τσόχα, όταν συγκολλάτε τις εσωτερικές ραφές λεβήτων, σωλήνων, δεξαμενών και άλλων κλειστών και ακόμη πιο πολύπλοκων κατασκευών. Όλος ο ηλεκτρικός εξοπλισμός συγκόλλησης πρέπει να είναι εξοπλισμένος με συσκευές (ASN-1, ASN-30 ή AST-500) ώστε να απενεργοποιείται αυτόματα η τάση ανοιχτού κυκλώματος ή να περιορίζεται σε μια ασφαλή τιμή.
Σε περίπτωση ηλεκτροπληξίας, το θύμα χρειάζεται βοήθεια: πρώτα απ' όλα, ελευθερώστε το από τα ηλεκτρικά καλώδια, παρέχετε πρόσβαση σε καθαρό αέρα και εάν χάσει τις αισθήσεις του, κάντε τεχνητή αναπνοή το συντομότερο δυνατό και καλέστε ασθενοφόρο. Για να προστατευτείτε από πιτσιλιές μετάλλου και σκωρίας, πρέπει να χρησιμοποιείτε φόρμες και να καλύπτετε το πρόσωπό σας με ασπίδα, μάσκα ή κράνος. Πρέπει να σημειωθεί ότι κατά τη συγκόλληση οριζόντιων, οροφής και κάθετων ραφών, τα μανίκια από καμβά πρέπει να φοριούνται και να δένονται σφιχτά πάνω από τα μανίκια. Οι φόρμες του συγκολλητή αποτελούνται από μουσαμά κοστούμι, γάντια από μουσαμά και δερμάτινα ή πιληματοποιημένα παπούτσια. Το παντελόνι πρέπει να είναι χωρίς πέτα, λεία, με επικάλυψη πάνω από μπότες ή μπότες από τσόχα. Τα γάντια πρέπει επίσης να έχουν επικάλυψη στα μανίκια και να δένονται με πλεξούδα.
Για να προστατεύσετε τα μάτια και το δέρμα του προσώπου από την ακτινοβολία ενός ηλεκτρικού τόξου, θα πρέπει επίσης να χρησιμοποιήσετε μάσκα, ασπίδα ή κράνος, καθώς η φωτεινότητα των ακτίνων φωτός υπερβαίνει κατά πολύ τον κανόνα για το ανθρώπινο μάτι και παράγει ένα εκτυφλωτικό αποτέλεσμα. Η ακτινοβολία των αόρατων υπεριωδών ακτίνων κατά την καύση του τόξου συγκόλλησης μπορεί να προκαλέσει μέσα σε λίγα δευτερόλεπτα μια οφθαλμική νόσο που ονομάζεται ηλεκτροφθαλμία, η οποία χαρακτηρίζεται από οξύ πόνο, δακρύρροια, βλεφαροσπασμούς, πόνο στα μάτια. Από αυτές τις ακτίνες στο δέρμα με παρατεταμένη έκθεση σε αυτές, μπορεί να εμφανιστεί έγκαυμα. Το υπέρυθρο φάσμα της ακτινοβολίας κατά την καύση μπορεί να προκαλέσει θόλωση του φακού του ματιού (καταρράκτη) και εγκαύματα στο πρόσωπο. Ωστόσο, αυτές οι προστατευτικές συσκευές διαθέτουν μια οπή προβολής εφοδιασμένη με ένα φίλτρο φωτός, το οποίο μειώνει τη φωτεινότητα των ακτίνων φωτός του τόξου και, επιπλέον, καθυστερεί τις υπέρυθρες και υπεριώδεις ακτίνες. Εξωτερικά, για προστασία από πιτσιλιές μετάλλων, το φίλτρο φωτός προστατεύεται από ένα απλό διαφανές γυαλί.
Πρόληψη κινδύνου έκρηξης. Μπορεί να προκληθεί έκρηξη κατά την ακατάλληλη αποθήκευση, μεταφορά και χρήση κυλίνδρων με συμπιεσμένα αέρια, καθώς και κατά τη διάρκεια εργασιών συγκόλλησης σε διάφορα δοχεία χωρίς προηγουμένως να τα καθαρίσετε προσεκτικά από τα υπολείμματα εύφλεκτων ουσιών. Απαγορεύεται αυστηρά η τοποθέτηση κυλίνδρων κοντά σε συσκευές θέρμανσης ή κάτω από το φως του ήλιου. Οι κύλινδροι στο χώρο εργασίας πρέπει να είναι καλά στερεωμένοι σε όρθια θέση, αποκλείοντας κάθε πιθανότητα χτυπημάτων και πτώσεων. Σε καμία περίπτωση δεν πρέπει ο μειωτήρας ενός κυλίνδρου διοξειδίου του άνθρακα ή οποιωνδήποτε κυλίνδρων συμπιεσμένου αερίου να θερμαίνεται με ανοιχτή φλόγα. Η θέρμανση μπορεί να γίνει μόνο με κουρέλια εμποτισμένα σε ζεστό νερό.
Μόνο πιστοποιημένοι και επισκευάσιμοι κύλινδροι πρέπει να επιτρέπονται για λειτουργία. Η μεταφορά των κυλίνδρων μπορεί να πραγματοποιηθεί σε ειδικά φορεία ή σε αναπηρικά αμαξίδια με ελατήρια. Για να γίνει αυτό, τα προστατευτικά καπάκια βιδώνονται στους κυλίνδρους και τοποθετούνται σε ξύλινες επενδύσεις με φωλιές επενδυμένες με τσόχα. Πρέπει πάντα να θυμάστε ότι η κοινή μεταφορά φιαλών οξυγόνου και ασετυλίνης απαγορεύεται.
Κατά τη λειτουργία, ο κύλινδρος στερεώνεται σε κατακόρυφη θέση με σφιγκτήρα σε απόσταση τουλάχιστον 5 m από το σημείο συγκόλλησης. Πριν ξεκινήσετε την εργασία, πρέπει να φυσήξετε την έξοδο του κυλίνδρου. Η κατανάλωση αερίου πρέπει να πραγματοποιείται σε υπολειπόμενη πίεση οξυγόνου τουλάχιστον 0,05 MPa και η ακετυλίνη 0,05-0,1 MPa. Μετά την ολοκλήρωση της εργασίας, κλείστε προσεκτικά τη βαλβίδα του κυλίνδρου, απελευθερώστε αέριο από τον μειωτήρα και τους εύκαμπτους σωλήνες, στη συνέχεια αφαιρέστε τον μειωτήρα, στερεώστε το βύσμα στο εξάρτημα και βιδώστε το καπάκι στη βαλβίδα. Οι κύλινδροι πρέπει επίσης να ελέγχονται έγκαιρα (μία φορά κάθε 5 χρόνια) και η πορώδης μάζα των κυλίνδρων ασετυλίνης (μία φορά το χρόνο).
Απαγορεύεται αυστηρά η αποθήκευση λιπαντικών και λιπαρών πανιών κοντά σε φιάλες οξυγόνου. Οι δεξαμενές από προϊόντα πετρελαίου πρέπει να πλένονται 2-3 φορές με ζεστό διάλυμα αλκαλίου 10% πριν από τη συγκόλληση και στη συνέχεια να φυσούνται με ατμό ή αέρα για να αφαιρεθούν οι οσμές. Πρέπει επίσης να γίνει σχολαστικός καθαρισμός πριν από τη συγκόλληση αγωγών αερίου.
Προστασία από δηλητηρίαση από επιβλαβή αέρια, σκόνη και ατμούς. Η ατμοσφαιρική ρύπανση από αυτούς τους παράγοντες εμφανίζεται ιδιαίτερα έντονα όταν εργάζεστε με ηλεκτρόδια με επίστρωση υψηλής ποιότητας. Ταυτόχρονα, η ποσότητα σκόνης και αερίων είναι πολύ μικρότερη στην αυτόματη συγκόλληση από ότι στη χειροκίνητη συγκόλληση. Σύμφωνα με τις φυσικές της ιδιότητες, η σκόνη συγκόλλησης είναι ένα αεροζόλ που αποτελείται από ένα εναιώρημα σωματιδίων ορυκτών και οξειδίων μετάλλων σε ένα αέριο μέσο. Τα κύρια συστατικά της σκόνης είναι οξείδια του σιδήρου (έως 70%), το χρώμιο, το μαγγάνιο, το πυρίτιο, καθώς και ενώσεις φθορίου. Οι ενώσεις φθορίου, μαγγανίου και χρωμίου είναι οι πιο επιβλαβείς για τον οργανισμό. Από τα αέρια που εκπέμπονται κατά τη συγκόλληση στους χώρους εργασίας, τα πιο τοξικά είναι τα οξείδια του άνθρακα, του αζώτου, του υδροφθορίου και άλλα. Επομένως, για την απομάκρυνση της σκόνης και των επιβλαβών αερίων από τη ζώνη συγκόλλησης και την παροχή καθαρού αέρα, είναι απαραίτητο να οργανωθεί γενικός και τοπικός αερισμός. Ο γενικός αερισμός θα πρέπει να γίνεται από τροφοδοσία και εξαγωγή, ενώ ο τοπικός αερισμός θα πρέπει να είναι με άνω, κάτω και πλευρική αναρρόφηση, διασφαλίζοντας την απομάκρυνση της σκόνης και των αερίων απευθείας από τη ζώνη συγκόλλησης. Απαγορεύεται αυστηρά η εργασία σε κλειστά δοχεία χωρίς αερισμό, η οποία συνίσταται στην παροχή καθαρού αέρα μέσω ενός εύκαμπτου σωλήνα στον χώρο εργασίας του συγκολλητή. Η παροχή αέρα πρέπει να είναι τουλάχιστον 30 m3/h.
Στη χειροκίνητη συγκόλληση τόξου με ηλεκτρόδια με επιστρώσεις υψηλής ποιότητας, ο όγκος εξαερισμού πρέπει να είναι 4000-6000 m3 ανά 1 kg κατανάλωσης ηλεκτροδίου, στη συγκόλληση με διοξείδιο του άνθρακα - έως 1000 m3 ανά 1 kg λιωμένου σύρματος και σε αυτόματο βυθισμένο τόξο συγκόλληση - περίπου 200 m3. Επιτρέπεται η χρήση φυσικού αερισμού εάν η ωριαία κατανάλωση ηλεκτροδίων είναι μικρότερη από 0,2 kg ανά 1 m3 του δωματίου. Επιπλέον, κατά τη λειτουργία εξοπλισμού συγκόλλησης (κοπής) αερίου, πρέπει να πληρούνται οι ακόλουθες απαιτήσεις.
Πριν πραγματοποιήσετε εργασίες συγκόλλησης, πρέπει να διαβάσετε προσεκτικά τις οδηγίες για τους κανόνες χρήσης και τα τεχνικά χαρακτηριστικά διάφορου εξοπλισμού (καυστήρες, δοχεία, κιβώτια ταχυτήτων, εύκαμπτοι σωλήνες). Σε περίπτωση που δεν έχετε αρκετές πρακτικές γνώσεις για να εκτελέσετε την καθορισμένη εργασία, τότε πρέπει να συμβουλευτείτε ειδικούς (είναι δυνατό με έναν συγκολλητή αερίου).
Ο νέος εξοπλισμός θα πρέπει να λειτουργεί μόνο κατά τη διάρκεια της περιόδου εγγύησης, γεγονός που διασφαλίζει την ασφάλεια της εργασίας. Είναι απαραίτητο να επανεξεταστεί προσεκτικά, να ρυθμιστεί και να προσαρμοστεί ο εξοπλισμός εντός των χρονικών ορίων που καθορίζονται στο τεχνικό διαβατήριο. Επιπλέον, μόνο ειδικοί μπορούν να πραγματοποιήσουν δοκιμές και επισκευές. Απαγορεύεται η εκτέλεση εργασιών συγκόλλησης και η εγκατάσταση εξοπλισμού κοντά σε εύφλεκτα υλικά. Κατά τη λειτουργία, η γεννήτρια δεν πρέπει να αφήνεται χωρίς επιτήρηση και η φορτισμένη γεννήτρια δεν πρέπει να μετακινείται. Οι κινητές γεννήτριες ασετυλίνης πρέπει να τοποθετούνται σε απόσταση τουλάχιστον 10 m από τις πυρκαγιές. Αυτές οι γεννήτριες πρέπει να τοποθετούνται αυστηρά κάθετα και να γεμίζουν με νερό μόνο στο συνιστώμενο επίπεδο. Είναι απαραίτητο να φορτώσετε τη γεννήτρια με καρβίδιο ασβεστίου μόνο με την κοκκοποίηση που αναγράφεται στο διαβατήριο του μηχανήματος. Μετά τη φόρτωση της καθορισμένης ουσίας, η γεννήτρια πρέπει να καθαριστεί από υπολείμματα αέρα. Για να αποφευχθεί το πάγωμα της γεννήτριας, το νερό πρέπει να αφαιρεθεί μετά τη λειτουργία. Εάν η γεννήτρια είναι ακόμα παγωμένη, τότε μπορεί να ζεσταθεί μόνο με ατμό ή κουρέλια βρεγμένα με ζεστό νερό, αλλά όχι με ανοιχτή φλόγα. Η λάσπη πρέπει να εκφορτώνεται μόνο μετά την τελική αποσύνθεση του καρβιδίου και μόνο σε λάκκους λάσπης με επιγραφή για την απαγόρευση του καπνίσματος.
Η παρουσία, η δυνατότητα συντήρησης και ο ανεφοδιασμός του στεγανοποιητικού νερού της γεννήτριας είναι απαραίτητη προϋπόθεση για την ασφαλή λειτουργία αυτής της εγκατάστασης. Πριν από τη λειτουργία, είναι απαραίτητο να ρυθμίσετε τη στάθμη του νερού ή ενός υγρού χαμηλής κατάψυξης (30% διάλυμα χλωριούχου ασβεστίου σε νερό ή 60% διάλυμα αιθυλενογλυκόλης σε νερό) στη βαλβίδα μέσω της βαλβίδας ανάμειξής της, η οποία γεμίζει όταν η θερμοκρασία του αέρα είναι κάτω από 0 °C. Στη στεγανοποίηση νερού, η στάθμη του υγρού πρέπει να ρυθμιστεί στο ύψος της βαλβίδας ελέγχου. Μετά τη συγκόλληση, η βαλβίδα πρέπει να πλυθεί με νερό. Η στεγανοποίηση του νερού πρέπει να ελέγχεται κάθε εβδομάδα για διαρροές και κάθε 3 μήνες πρέπει να αποσυναρμολογείται για καθαρισμό και ξέβγαλμα. μετά τη συναρμολόγηση, θα πρέπει να ελεγχθεί η αξιοπιστία της στεγανοποίησης της βαλβίδας αντεπιστροφής.
Το καρβίδιο του ασβεστίου πρέπει να αποθηκεύεται μόνο σε ερμητικά σφραγισμένους κάδους σε καλά αεριζόμενους και ξηρούς χώρους. Όταν ανοίγετε το τύμπανο, μην χρησιμοποιείτε χαλύβδινη σμίλη και σφυρί για να αποτρέψετε το σχηματισμό σπινθήρων, οι οποίοι είναι πολύ επικίνδυνοι για τα μείγματα ακετυλενίου-αέρα. Το άνοιγμα επιτρέπεται μόνο με ένα ειδικό μαχαίρι και το καπάκι είναι προ-καλυμμένο με λάδι στο σημείο κοπής (μπορείτε να ανοίξετε μια τρύπα και στη συνέχεια να κάνετε μια κοπή με ψαλίδι). Επίσης δεν πρέπει να χρησιμοποιούνται χάλκινα εργαλεία, γιατί το ασετυλένιο σε υγρές συνθήκες μπορεί να σχηματίσει χαλκό ακετυλενίου με χαλκό, το οποίο είναι πολύ εκρηκτικό ακόμη και με μικρές κρούσεις.
Η στερέωση του μειωτήρα στον κύλινδρο πρέπει να γίνει με προσοχή ώστε να μην σπάσει το νήμα. το κούμπωμα πρέπει να είναι σφιχτό. Η παροχή οξυγόνου στον μειωτήρα πραγματοποιείται μόνο με ένα εντελώς εξασθενημένο ελατήριο ρύθμισης του μειωτήρα και η βαλβίδα πρέπει να ανοίγει αργά. Ταυτόχρονα, βεβαιωθείτε ότι δεν υπάρχει διαρροή οξυγόνου. Εάν εντοπιστεί κάποια δυσλειτουργία, πρέπει να εξαλειφθεί μετά το προκαταρκτικό κλείσιμο της βαλβίδας του κυλίνδρου.
Οι εύκαμπτοι σωλήνες παροχής αερίου πρέπει να στερεώνονται ερμητικά και σφιχτά στις θηλές με σφιγκτήρες. Ο έλεγχος της δυνατότητας συντήρησης των αγωγών αερίου και των εύκαμπτων σωλήνων πρέπει να πραγματοποιείται συνεχώς. Απαγορεύεται αυστηρά η μείωση της πίεσης οξυγόνου στην είσοδο του κοπτήρα κάτω από την πίεση καυσίμου στη δεξαμενή. Συνδέστε περισσότερους από έναν καυστήρες σε μία βαλβίδα. χρησιμοποιήστε φακό ή φακό που δεν είναι εξοπλισμένο με βαλβίδα αντεπιστροφής που εμποδίζει τις φλόγες να διεισδύσουν στον εύκαμπτο σωλήνα. μετακινηθείτε με τον φακό σε λειτουργία ή αφήστε τον φακό ή τον φακό με αναμμένη φλόγα χωρίς επίβλεψη.
Δεν μπορείτε να ξεκινήσετε εργασίες συγκόλλησης απουσία πυροσβεστικού εξοπλισμού (πυροσβεστήρας, βαρέλια ή κουβάδες με νερό, κουτιά άμμου και φτυάρι). κάπνισμα κατά την εργασία με καρβίδιο του ασβεστίου, υγρές καύσιμες ουσίες και με γεννήτρια ακετυλενίου. χρησιμοποιήστε οξυγόνο για να φυσήξετε ρούχα, καθώς και οικιακά εργαλεία.
Οι χώροι εργασίας με φλόγα αερίου πρέπει να καθαρίζονται καλά από εκρηκτικές και εύφλεκτες ουσίες σε απόσταση 30 m. Η ίδια η εργασία πρέπει να εκτελείται σε απόσταση τουλάχιστον 1,5 m από πτυσσόμενους στύλους αερίου και αγωγούς αερίου, 5 m - από δεξαμενές με υγρό καύσιμο και κυλίνδρους, 10 m - από κινητές γεννήτριες. Εάν οι φλόγες και οι σπινθήρες κατευθύνονται προς τις πηγές ενέργειας, τότε θα πρέπει να χρησιμοποιηθούν μεταλλικές σήτες για την προστασία τους. Σε δοχεία και δεξαμενές, η εργασία με φλόγα αερίου πρέπει να εκτελείται με ρούχα από αμίαντο ή μουσαμά. η εργασία στο σκάφος πρέπει να είναι εξοπλισμένη με σχοινί ασφαλείας, ζώνη ασφαλείας, ατομικό προστατευτικό εξοπλισμό με παροχή καθαρού αέρα.
Η κοπή μετάλλου με κόφτη αερίου αποτελείται από δύο κύρια στάδια:
- στο πρώτο στάδιο, το κράμα θερμαίνεται στην επιθυμητή θερμοκρασία λειτουργίας. Για αυτό, χρησιμοποιείται μια φλόγα ενός καιόμενου μίγματος αερίου με οξυγόνο.
- στο δεύτερο - το μέταλλο καίγεται σε πίδακα οξυγόνου.
Πώς να χρησιμοποιήσετε έναν πυρσό αερίου: ανάψτε το αέριο και θερμάνετε το μέταλλο
Φακός κοπής μάρκας NORD-S
Πριν ανάψετε τον πυρσό, βεβαιωθείτε ότι όλες οι συνδέσεις στο εξάρτημα είναι σφιχτές.
Στη συνέχεια, η βαλβίδα ασετυλίνης ανοίγει στον κόφτη και το οξυγόνο αφήνεται να εξέλθει από τον θάλαμο ανάμειξης. Όταν ακούγεται ότι η ασετυλίνη βγαίνει αργά, σφίξτε τη βαλβίδα. Ο καυστήρας ανάβει με ειδικό εργαλείο.

Αναπτήρες
Ο αναπτήρας πρέπει να τοποθετηθεί μπροστά από το ακροφύσιο έτσι ώστε το εσωτερικό του να ακουμπά το επιστόμιο. Ο αναπτήρας δημιουργεί σπινθήρες που θα ανάψουν την ασετυλίνη.
Μια μικρή κίτρινη φλόγα σχηματίζεται μπροστά από το επιστόμιο. Χρησιμοποιώντας τη βαλβίδα παροχής αερίου, αυξάνουμε το μήκος της φλόγας σε περίπου 250 mm. Φροντίζουμε ο πυρσός να ξεκινά από το ίδιο το επιστόμιο.
Εάν η φωτιά «πηδήξει» ή ξεφύγει από αυτήν, τότε η παροχή αερίου θα πρέπει να μειωθεί.
Ανοίξτε αργά την μπροστινή βαλβίδα οξυγόνου. Είναι απαραίτητο να παρέχεται τέτοια ποσότητα οξυγόνου που είναι απαραίτητη για την πλήρη καύση της ακετυλίνης. Όταν συμβεί αυτό, η φωτιά θα αλλάξει το χρώμα της από κίτρινο σε μπλε. Στη συνέχεια, η παροχή οξυγόνου θα πρέπει να αυξηθεί μέχρι να μειωθεί και να συμπιεστεί η εσωτερική μπλε φλόγα.
Συνεχίζουμε να ανοίγουμε τη βαλβίδα οξυγόνου και να αυξάνουμε το μέγεθος του φακού μέχρι το μήκος της εσωτερικής φλόγας του να γίνει ελαφρώς μεγαλύτερο από το πάχος του υλικού που κόβεται. Εάν ακούσετε έναν ήχο παρόμοιο με το «σνιφάρισμα» ή παρατηρήσετε ότι η μπλε φλόγα έχει γίνει ασταθής, τότε θα πρέπει να μειώσετε την παροχή οξυγόνου. Μειώνεται μέχρι να σταθεροποιηθεί η φλόγα και στο εσωτερικό σχηματίζεται ένας διαυγής κώνος.
Ο κόφτης φέρεται στο τεμάχιο εργασίας έτσι ώστε η εσωτερική φλόγα να αγγίζει την επιφάνειά του με την ίδια την άκρη. Η θέρμανση συνεχίζεται μέχρι να σχηματιστεί μια «λακκούβα» λιωμένου μετάλλου στο σημείο επαφής. Η άκρη της φλόγας πρέπει να κρατιέται ακίνητη σε απόσταση 10 mm από αυτή τη «λακκούβα».

Κοπή αερίου για μέταλλο: κοντύνει και μοχλός από τη Nord-S
Πώς να κόψετε με κόφτη αερίου (τεχνολογία)
Σταδιακά αυξάνουμε το ρεύμα του οξυγόνου, το οποίο αναφλέγει το λιωμένο μέταλλο. Εάν έχει ξεκινήσει μια βίαιη διαδικασία και ο χάλυβας έχει πάρει φωτιά, τότε μπορείτε να αυξήσετε σταδιακά την πίεση του οξυγόνου (μέχρι η φωτιά να διαπεράσει και να διαπεράσει το υλικό). Εάν η αντίδραση δεν ξεκινήσει (το μέταλλο δεν θερμαίνεται), τότε θα πρέπει να προστεθεί οξυγόνο και να θερμανθεί.
Αρχίσαμε να κόβουμε το μέταλλο και να κινούμαστε αργά κατά μήκος της γραμμής κοπής. Όλα τα επεξεργασμένα προϊόντα απομακρύνονται από τον πίδακα προς την πίσω πλευρά της περιοχής κοπής. Εάν αυτή η ροή επιβραδύνει ή επανέλθει, τότε μειώστε την ταχύτητα κοπής ή σταματήστε και θερμαίνετε το υλικό.
Λόγω της εμφάνισης στην αγορά εργαλείων κατασκευής διαφόρων τύπων κοπτικών, προσιτών και σχετικά εύχρηστων, το ζήτημα του τρόπου χρήσης του κόφτη γίνεται όλο και πιο επίκαιρο. Για να εκτελέσετε σωστά και με ασφάλεια την εργασία με τη χρήση τέτοιου εξοπλισμού, πρέπει πρώτα να μελετήσετε τα χαρακτηριστικά και τους κανόνες λειτουργίας του.
Ο εξοπλισμός αερίου που χρησιμοποιείται στη διαδικασία κοπής μετάλλων, δηλαδή ένας κόφτης οξυ-ακετυλενίου, ανήκει στην κατηγορία των εκρηκτικών και εύφλεκτων. Επομένως, πριν χρησιμοποιήσετε ένα κοπτικό φακό, θα πρέπει να ακολουθήσετε όλες τις υποχρεωτικές συστάσεις ασφαλείας.
Για να γίνει αυτό, ο χώρος εργασίας θα πρέπει να είναι εξοπλισμένος με:
- πυροσβεστήρας. Η χρήση κοπτήρα αερίου συνοδεύεται από ανοιχτή φλόγα και υψηλές θερμοκρασίες, επομένως πρέπει να υπάρχει εξοπλισμός πυρόσβεσης στον σταθμό.
- προστατευτική ενδυμασία, που αποτελείται από:
- βαμβακερό κοστούμι, αν είναι δυνατόν, εμποτισμένο με επιβραδυντικό φλόγας.
- γάντια ή κολάν από μουσαμά ή αρκετά χοντρό δέρμα.
- μπότες με δερμάτινες σόλες?
- γυαλιά με ενσωματωμένα φίλτρα.
Σε καμία περίπτωση δεν πρέπει να φοράτε ρούχα κατασκευασμένα από συνθετικά ή άλλα υφάσματα που είναι εύκολα εύφλεκτα ή που δεν εφαρμόζουν κοντά στο σώμα ή έχουν πολύ φθαρμένα άκρα όταν εργάζεστε με τον κόφτη. Όλα αυτά μπορούν να οδηγήσουν σε πυρκαγιά και, κατά συνέπεια, κίνδυνο για την υγεία και τη ζωή.
Μόνο διάφορες ποιότητες και τύποι μη κραματοποιημένου ανθρακούχου χάλυβα μπορούν να κοπούν με αέριο. Ο ανοξείδωτος χάλυβας, τα μη σιδηρούχα μέταλλα και τα διάφορα κράματα δεν μπορούν να κοπούν.
Προετοιμασία χώρου εργασίας
Για ασφαλή εργασία κατά την κοπή μετάλλων με οξυγόνο, είναι απαραίτητο όχι μόνο να τηρούνται οι απαιτήσεις ασφαλείας, αλλά και να προετοιμάζεται και να οργανώνεται κατάλληλα ο χώρος εργασίας, που μερικές φορές ονομάζεται θέση. Εκτός από τον προστατευτικό εξοπλισμό, πρέπει να είναι εξοπλισμένο με:
- ένα σύνολο αγορασμένου εξοπλισμού που χρησιμοποιείται για την κοπή μετάλλων.
- εργαλεία που χρησιμοποιούνται για τη σήμανση και τη μέτρηση (συνηθισμένος χάρακας, μεζούρα, τετράγωνο, ειδικό μολύβι).
- ειδικός αναπτήρας, που συνήθως παρέχεται με τον υπόλοιπο εξοπλισμό (απαγορεύεται η χρήση σπίρτων ή συνηθισμένων αναπτήρων).
Ο σταθμός εργασίας που χρησιμοποιείται πρέπει να βρίσκεται είτε σε εξωτερικό χώρο είτε σε εργαστήριο ή εργαστήριο εξοπλισμένο με αερισμό που λειτουργεί καλά. Σε αυτή την περίπτωση, σύμφωνα με τις απαιτήσεις πυρασφάλειας, το δάπεδο πρέπει να είναι χωμάτινο ή κατασκευασμένο από σκυρόδεμα. Θα πρέπει επίσης να βεβαιωθείτε προσεκτικά ότι δεν υπάρχουν εύφλεκτα και εύφλεκτα υλικά και προϊόντα κοντά στο χώρο εργασίας του κόφτη αερίου. Σε ακτίνα 5 μέτρων από το σημείο κοπής του μετάλλου, το δάπεδο ή το έδαφος καθαρίζεται από σκουπίδια, κουρέλια, ξερά χόρτα και οποιαδήποτε άλλα αντικείμενα που ενδέχεται να πάρουν φωτιά.
Συλλογή και ρύθμιση εξοπλισμού
Η συναρμολόγηση του αγορασμένου εξοπλισμού πραγματοποιείται με την ακόλουθη σειρά:
- το εξάρτημα ελέγχεται εκ των προτέρων για ελαττώματα. Εάν υπάρχει, η επιφάνεια επεξεργάζεται με συμβατική λίμα. Διαφορετικά, ένα κιβώτιο ταχυτήτων που είναι εγκατεστημένο σε εξάρτημα με ελάττωμα μπορεί να "δηλητηριάσει", δηλαδή να αφήσει λίγο το αέριο.
- τότε εγκαθίστανται οι μειωτήρες: μπλε - σε κύλινδρο οξυγόνου, κόκκινο - σε προπάνιο. Σε αυτή την περίπτωση, θα πρέπει να βεβαιωθείτε ότι τα ελαστικά παρεμβύσματα είναι σε καλή κατάσταση, καθώς και ότι δεν υπάρχουν ίχνη λίπους ή λαδιού στις βαλβίδες.
- Οι εύκαμπτοι σωλήνες σύμφωνα με την κατεύθυνση του σπειρώματος (αριστερός ή δεξιός) τοποθετούνται στους μειωτήρες και στον κόφτη χρησιμοποιώντας σφιγκτήρες που παρέχονται με τον εξοπλισμό. Πριν τα τοποθετήσετε, βεβαιωθείτε ότι δεν υπάρχει ζημιά στην επιφάνειά τους.
- Οι βαλβίδες ανάκρουσης είναι τοποθετημένες στα αντίστοιχα ακροφύσια του φακού.
Μετά τη συναρμολόγηση του εξοπλισμού, πρέπει να διαμορφωθεί, ενώ ελέγχεται η δυνατότητα συντήρησης. Η διαδικασία για αυτό είναι η εξής:
- η παροχή ασετυλίνης ελέγχεται ανοίγοντας την αντίστοιχη βαλβίδα για 1 στροφή του χεριού. Σε αυτή την περίπτωση, η πίεση δεν πρέπει να υπερβαίνει το επίπεδο της 1 ατμόσφαιρας. Η βέλτιστη πίεση, η οποία συνιστάται να ρυθμίζεται με χρήση βαλβίδας ελέγχου, είναι 0,34-0,54 ατμόσφαιρες.
- Στη συνέχεια, φυσήξτε τον εύκαμπτο σωλήνα ανοίγοντας τη βαλβίδα στο φακό μέχρι να ακουστεί ο ήχος του αερίου που διαφεύγει υπό πίεση.
- η πίεση του οξυγόνου ρυθμίζεται με τον ίδιο τρόπο. Για αυτόν, το συνιστώμενο επίπεδο είναι 1,7-2,7 ατμόσφαιρες.
- Μετά από αυτό, ο εύκαμπτος σωλήνας καθαρίζεται ανοίγοντας διαδοχικά το πίσω μέρος και μετά το μπροστινό μέρος των δύο βαλβίδων που ρυθμίζουν την ποσότητα οξυγόνου που παρέχεται.
Όλες οι απαραίτητες οδηγίες για τη συναρμολόγηση και τη διαμόρφωση του εξοπλισμού περιλαμβάνονται στη συσκευασία. Πρέπει να μελετώνται προσεκτικά και να παρατηρούνται όταν εργάζεσαι με κόφτη, κάτι που είναι αρκετά απλό στην εκμάθηση.
Ανάφλεξη του πυρσού και προετοιμασία του μετάλλου
Πριν ξεκινήσετε να χρησιμοποιείτε τον κόφτη αερίου που αγοράσατε, πρέπει:
- βεβαιωθείτε για άλλη μια φορά ότι οι συνδέσεις των χρησιμοποιούμενων βαλβίδων διακοπής είναι σφιχτές και δεν έχουν υποστεί ζημιά.
- καθαρίστε την περιοχή εργασίας σε ακτίνα 4-5 μέτρων από συντρίμμια και άλλα υλικά και αντικείμενα που μπορούν εύκολα να αναφλεγούν.
- φορέστε ένα πλήρες σετ φόρμες.
Ακολουθεί το άνοιγμα της βαλβίδας ασετυλίνης στον φακό και η αποστράγγιση του οξυγόνου στο θάλαμο ανάμειξης. Στη συνέχεια, με τη ρύθμιση της βαλβίδας, επιτυγχάνεται μια ελάχιστα ακουστή έξοδος αερίου. Ένας ειδικός αναπτήρας φέρεται στον κόφτη και ανάβει. Μια μικρή, κίτρινη φλόγα θα πρέπει να εμφανιστεί μπροστά από τη δάδα.
Για τη λειτουργία, είναι απαραίτητο το μήκος της φλόγας να είναι 25 εκ. Αυτό επιτυγχάνεται με τη ρύθμιση της βαλβίδας παροχής ασετυλίνης.
Το επόμενο στάδιο είναι η εκτόξευση οξυγόνου. Πραγματοποιείται ανοίγοντας την αντίστοιχη βαλβίδα μέχρι να αλλάξει το χρώμα της φλόγας από κίτρινο σε μπλε. Αυτό σημαίνει ότι η ποσότητα οξυγόνου είναι επαρκής για την πλήρη καύση της εισερχόμενης ακετυλίνης.
Για αποτελεσματική λειτουργία, η παροχή οξυγόνου αυξάνεται έως ότου το μήκος της μπλε φλόγας μέσα στη γλώσσα δεν υπερβαίνει το πάχος του χάλυβα που πρόκειται να κοπεί. Εάν ο πυρσός παράγει ένα χαρακτηριστικό «σνιφάρισμα» ή η φλόγα είναι ασταθής, μειώστε ελαφρώς την ποσότητα οξυγόνου που παρέχεται.
Πριν ξεκινήσετε να κόβετε μέταλλο, η επιφάνειά του πρέπει να θερμανθεί. Για το σκοπό αυτό, ο κόφτης φέρεται στο φύλλο χάλυβα ώστε η εσωτερική φλόγα να βρίσκεται σε απόσταση περίπου 1 εκ. Η θέρμανση του χάλυβα γίνεται μέχρι να εμφανιστεί μια λακκούβα λιωμένου υλικού στην επιφάνειά του.
κοπή μετάλλων
Για να ξεκινήσετε να κόβετε μέταλλο, χαμηλώστε τη λαβή της βαλβίδας κοπής με ομαλή, αργή κίνηση. Ως αποτέλεσμα, το οξυγόνο θα αρχίσει να ρέει στον τόπο της καύσης, το οποίο θα πρέπει να βάλει φωτιά στο προθερμασμένο μέταλλο. Εάν το υλικό είναι αρκετά ζεστό, η αντίδραση θα ξεκινήσει αμέσως, μετά από την οποία μπορείτε να αυξήσετε την πίεση ακόμη περισσότερο μέχρι να κοπεί τελείως το μέταλλο.
Μετά από αυτό, θα πρέπει να μετακινήσετε σταδιακά τον κόφτη προς την προβλεπόμενη κατεύθυνση της κοπής. Η ταχύτητα της κίνησης κοπής πρέπει να επιλέγεται έτσι ώστε η προκύπτουσα σκωρία, οι σπινθήρες και οι σταγόνες θερμού μετάλλου να εκτοξεύονται ή να ρέουν μακριά από τη φλόγα του καυστήρα.
Αφού κάνετε την κοπή, επιθεωρήστε προσεκτικά το χώρο εργασίας για την παρουσία μεγάλων τεμαχίων λιωμένου μετάλλου. Σε καμία περίπτωση δεν πρέπει να τα πατήσετε, καθώς αυτό μπορεί να οδηγήσει σε κάψιμο ακόμα και σε χοντρή σόλα. Το κομμένο φύλλο ή κομμάτι μετάλλου ψύχεται με νερό ή φυσικά.
συμπέρασμα
Η εργασία με κόφτη αερίου απαιτεί προσεκτική τήρηση των προφυλάξεων ασφαλείας, καθώς και κανόνων και οδηγιών για την εργασία με εξοπλισμό. Ταυτόχρονα, δεν αντιπροσωπεύει ιδιαίτερη τεχνολογική πολυπλοκότητα και μπορεί εύκολα να εκτελεστεί με αποδεκτό ποιοτικά αποτέλεσμα, ακόμη και χωρίς ειδική εκπαίδευση. Είναι ενδιαφέρον να γνωρίζουμε τη γνώμη των ειδικών για τα επαγγελματικά μυστικά, που πιθανώς υπάρχουν σε μεγάλους αριθμούς. Μπορούν να εκφραστούν στα σχόλια του άρθρου.
Ένας φακός οξυ-ακετυλενίου είναι μια επικίνδυνη μέθοδος κοπής μετάλλου, αλλά με εξάσκηση και προσοχή μπορείτε να τον χρησιμοποιήσετε για να κόψετε χάλυβα σε σχήμα ή μέγεθος. Για να χρησιμοποιήσετε τον κοπτικό φακό, διαβάστε τις παρακάτω οδηγίες.
Βήματα
Παρασκευή
- Πυροσβεστήρας. Στις περισσότερες περιπτώσεις, ένας πυροσβεστήρας πεπιεσμένου αέρα και νερού μπορεί να κάνει, αλλά εάν λάδι, πλαστικό ή άλλα εύφλεκτα υλικά βρίσκονται κοντά, συνιστάται ένας πυροσβεστήρας σκόνης.
- Εργαλεία σήμανσης και μέτρησης. Θα σας βοηθήσουν να κάνετε το σωστό σχέδιο κοπής και να συμπεριλάβετε ένα μολύβι σαπουνόπετρας, ένα τετράγωνο και ένα χάρακα.
- Προστατευτικός εξοπλισμός, συμπεριλαμβανομένων γυαλιών για την κοπή μετάλλων και χοντρά δερμάτινα γάντια.
- Κατάλληλη ενδυμασία- απαραίτητη προϋπόθεση. Μη φοράτε φαρδιά ρούχα, ρούχα από εύφλεκτα συνθετικά υφάσματα ή ρούχα με ξεφτισμένα ή σκισμένα άκρα που πιάνουν φωτιά πιο εύκολα από τα χοντρά υφαντά και στρίφωμα ρούχα. Αυτό σημαίνει επίσης ότι δεν μπορείτε να φοράτε ρούχα με ελεύθερες τσέπες, μανσέτες, που μπορεί να κολλήσουν σκωρία και να τα κάψουν. Συνιστώνται ρούχα που επιβραδύνουν τη φωτιά, αλλά αν δεν έχετε, φορέστε βαμβακερά ρούχα που εφαρμόζουν καλά. Το νάιλον και τα περισσότερα παραδοσιακά συνθετικά υφάσματα καίγονται γρήγορα σε επαφή με τη φωτιά!
- Συνιστάται για χρήση στιβαρές μπότες εργασίας με δερμάτινες σόλες, καθώς τα παπούτσια με σόλες από καουτσούκ θα καούν πολύ γρήγορα υπό την επίδραση της καυτής σκωρίας. Προτιμώνται οι μπότες με κορδόνια, καθώς η σκωρία μπορεί να πέσει πάνω από το μπροστινό άκρο των μη στερεωμένων υποδημάτων, όπως οι μπότες μηχανικής ή οι καουμπόικες μπότες.
- αναπτήρας κόφτηγια σωστή ανάφλεξη της φλόγας του πυρσού. Η χρήση σπίρτων ή αναπτήρα είναι πολύ επικίνδυνη.; Οι αναπτήρες πυρσού έχουν σχεδιαστεί ειδικά για αυτό το σκοπό και η χρήση τους μειώνει τον κίνδυνο σοβαρού τραυματισμού.
-
Προσφέρετε στον εαυτό σας ένα ασφαλές εργασιακό περιβάλλον.Συνιστάται ιδιαίτερα η εργασία σε γυμνό έδαφος ή σε πλάκα από σκυρόδεμα, καθώς σπινθήρες από την περιοχή κοπής πετούν για μέτρα. Ξηρά υλικά όπως χαρτί, ροκανίδια, χαρτόνι και ξερά φύλλα φυτών μπορεί να πιάσουν φωτιά ακόμα κι αν απέχουν 4,5 μέτρα ή περισσότερο. Μην αφήνετε τις φλόγες να αγγίξουν το σκυρόδεμα, ειδικά το φρέσκο σκυρόδεμα, καθώς αυτό θα προκαλέσει τη διαστολή και τη βίαιη ρωγμή του, με αποτέλεσμα μικρά κομμάτια σκυροδέματος να πετάξουν στον αέρα.
Τοποθετήστε το ατσάλι που θέλετε να κόψετε σε ένα στήριγμα σε ένα άνετο ύψος εργασίας για εσάς.Ένα τραπέζι από χάλυβα είναι ιδανικό γιατί μπορείτε να προετοιμάσετε και να ισοπεδώσετε τον φακό θερμαίνοντας και χρησιμοποιώντας τον. Μην χρησιμοποιείτε ποτέ εύφλεκτη επιφάνεια ή επιφάνεια στην οποία έχουν χυθεί εύφλεκτα υλικά. Εκτός, προσέξτε τα υλικά που έχουν επικαλύψεις μεταλλικών οξειδίωνόπως χρώματα μολύβδου, χρωμικά αστάρια και γαλβανισμός. Οι ατμοί τους μπορεί να είναι δηλητηριώδεις.
Σημαδέψτε τα κοψίματα με ένα μολύβι σαπουνόπετρας, αφήνοντας χώρο για τρίψιμο εάν χρειάζεται ακρίβεια. Αν δεν έχετε μολύβι σαπουνόπετρας, μπορείτε να χρησιμοποιήσετε μόνιμο μαρκαδόρο, αλλά τα σημάδια θα εξαφανιστούν λίγο πριν τη φλόγα του κόφτη. Σε περίπτωση που χρειάζεστε ακριβείς κοπές, ένα ειδικό πριόνι μπορεί να δώσει καλά αποτελέσματα, αλλά αυτό είναι ένα θέμα για ξεχωριστό άρθρο.
Προετοιμασία πυρσού
-
Συνδέστε τη σωλήνωση στους κατάλληλους κυλίνδρους.Οι φιάλες οξυγόνου και οι εύκαμπτοι σωλήνες είναι συνήθως πράσινοι, οι σωλήνες ασετυλίνης είναι κόκκινοι και χωρίζονται σε ζεύγη ώστε να μπορούν να συνδεθούν στους αντίστοιχους κυλίνδρους. Στον εύκαμπτο σωλήνα ασετυλίνης αντίστροφο νήμα, και το εξάρτημα σύνδεσης μπαίνει στη δεξαμενή για να αποφευχθεί η τυχαία εναλλαγή αυτών των δύο εύκαμπτων σωλήνων ή σωλήνων. Δεδομένου ότι τα εξαρτήματα σύνδεσης είναι κατασκευασμένα από μπρούτζο, που καταστρέφεται εύκολα, σφίξτε το με ένα κλειδί με τη σωστή διάμετρο.
Βεβαιωθείτε ότι η βαλβίδα ελέγχου τροφοδοσίας ασετυλίνης είναι κλειστή γυρίζοντας τη λαβή Τ πίσω μερικές φορές και, στη συνέχεια, ανοίξτε τη βαλβίδα αερίου στο επάνω μέρος του κυλίνδρου. Περιστρέψτε το κατά μία στροφή βούρτσας. Αυτό είναι απαραίτητο για λόγους ασφαλείας. Μην αφήνετε ποτέ την πίεση ασετυλίνης να υπερβαίνει το 1 atm., σε υψηλές πιέσεις, η ακετυλίνη γίνεται ασταθής και μπορεί να αναφλεγεί ή να εκραγεί αυθόρμητα. Για να βεβαιωθείτε ότι το αέριο έχει ρυθμιστεί στη σωστή πίεση, κάντε τα εξής:
- Αφού ξεκλειδώσετε την κύρια βαλβίδα του κυλίνδρου ασετυλίνης, ανοίξτε τη βαλβίδα ελέγχου περιστρέφοντας το κουμπί δεξιόστροφα. Αυτό πρέπει να γίνει πολύ αργά, παρατηρώντας μανόμετρο στην πλευρά χαμηλής πίεσης. Ανοίξτε έως ότου η εμφανιζόμενη πίεση είναι μεταξύ 0,34 και 0,54 atm.
- Για να καθαρίσετε τον αέρα από τον εύκαμπτο σωλήνα ασετυλίνης, ανοίξτε τη βαλβίδα αερίου στον φακό μέχρι να ακούσετε το αέριο να βγαίνει και μετά κοιτάξτε το μανόμετρο στην πλευρά χαμηλής πίεσης. Κατά τη διαδικασία καθαρισμού, η πίεση πρέπει να παραμένει σταθερή. Βεβαιωθείτε ότι έχετε ρυθμίσει σωστά αυτόν τον ρυθμιστή.
- Κλείστε τη βαλβίδα ασετυλίνης στο φακό.
-
Απενεργοποιήστε τον ρυθμιστή οξυγόνου ή στρίψτε τον προς τα κάτω και, στη συνέχεια, ρυθμίστε την πίεση οξυγόνου.Για να μειώσετε την παροχή οξυγόνου, γυρίστε το κουμπί του μετρητή πίεσης μερικές στροφές πίσω. Όταν τελειώσετε, ξεκινήστε τα παρακάτω βήματα για να ρυθμίσετε την πίεση οξυγόνου σας:
- Ανοίξτε πλήρως την κύρια βαλβίδα της φιάλης οξυγόνου. Αυτή η βαλβίδα είναι διπλής έδρας και εάν δεν ανοίξει πλήρως, το οξυγόνο θα διαφύγει γύρω από τον στεγανοποιητικό δακτύλιο του στελέχους της βαλβίδας λόγω της υψηλής πίεσης στον κύλινδρο των 150 atm.
- Ανοίξτε αργά τον ρυθμιστή οξυγόνου ενώ παρακολουθείτε το μανόμετρο στην πλευρά χαμηλής πίεσης μέχρι η πίεση να είναι μεταξύ 1,7 και 2,7 atm.
- Ανοίξτε τη βαλβίδα οξυγόνου πυρσού για να εκκενώσετε τον εύκαμπτο σωλήνα στην ατμόσφαιρα. Σημειώστε ότι ο φακός έχει δύο βαλβίδες στην πλευρά του οξυγόνου. Μια βαλβίδα στη σύνδεση του σωλήνα που ελέγχει τη ροή του οξυγόνου στον θάλαμο καύσης ή τη λειτουργία προθέρμανσης και την παροχή οξυγόνου στο ακροφύσιο οξυγόνου. Επομένως, μέχρι να απελευθερώσετε το κουμπί κοπής ή μέχρι να ανοίξει η βαλβίδα πιο μακριά, δεν πρέπει να αφαιρείται οξυγόνο από το επιστόμιο του φακού. Αρχικά, ανοίξτε αυτήν την πρώτη βαλβίδα περιστρέφοντάς την αρκετές φορές για να εξασφαλίσετε επαρκή ροή οξυγόνου και για τις δύο λειτουργίες. Στη συνέχεια ανοίξτε ελαφρά την μπροστινή βαλβίδα μέχρι ο εύκαμπτος σωλήνας να είναι καθαρός (περίπου 3-5 δευτερόλεπτα για έναν εύκαμπτο σωλήνα 7,5 m).
- Κλείστε την μπροστινή βαλβίδα.
Χρήση κοπτικού φακού
-
Πριν ανάψετε τη δάδα, φορέστε προστατευτικά γάντια και γυαλιά.Ελέγξτε ξανά την περιοχή εργασίας για εύφλεκτα υλικά και είστε έτοιμοι να ξεκινήσετε.
Ανάψτε τη φλόγα του κόφτη.Ανοίξτε ξανά τη βαλβίδα ασετυλίνης, αφήνοντας το οξυγόνο στο θάλαμο ανάμειξης να διαφύγει για μερικά δευτερόλεπτα και, στη συνέχεια, κλείστε τη βαλβίδα μέχρι να ακούσετε το αέριο να διαφεύγει ελάχιστα. Με τον αναπτήρα του φακού μπροστά από τον αναπτήρα έτσι ώστε το επιστόμιο να αγγίζει το εσωτερικό του αναπτήρα (ή να δείχνει προς την πηγή ανάφλεξης εάν χρησιμοποιείτε ηλεκτρικούς αναπτήρες), πιέστε προς τα κάτω το μοχλό. Μια μικρή κίτρινη φλόγα θα πρέπει να εμφανιστεί στο επιστόμιο του κόφτη καθώς οι σπινθήρες από τον αναπτήρα αναφλέγουν την ασετυλίνη.
Σφίξτε τη βαλβίδα τροφοδοσίας ασετυλίνης έτσι ώστε το μήκος της φλόγας να είναι περίπου 25 cm.Η φλόγα πρέπει να ξεκινά από το επιστόμιο του κόφτη. Εάν παρέχεται πάρα πολύ ακετυλένιο, η φλόγα θα γίνει άλμαή να ξεκολλήσει από το επιστόμιο.
Ανοίξτε αργά την μπροστινή βαλβίδα οξυγόνου.Το χρώμα της φλόγας θα γίνει από κίτρινο σε μπλε καθώς παρέχεται αρκετό οξυγόνο για να κάψει τελείως το ασετυλένιο. Αυξήστε την παροχή οξυγόνου έως ότου η εσωτερική μπλε φλόγα συστέλλεται προς το επιστόμιο.
Ανοίξτε τη βαλβίδα οξυγόνου ακόμη περισσότερο για να αυξήσετε το μέγεθος της φλόγας μέχρι το μήκος της εσωτερικής φλόγας να είναι ελαφρώς μεγαλύτερο από το πάχος του χάλυβα που πρόκειται να κόψετε. (Για χάλυβα ψυχρής έλασης πάχους 9,5 mm, μια φλόγα 1,3 mm θα κάνει.) Αν ακούσεις συνάχι, ή αν η μπλε φλόγα φαίνεται ακανόνιστη και φτερωτή, τότε παρέχετε πολύ οξυγόνο στη φλόγα. Μειώστε την παροχή του έως ότου η φλόγα είναι σταθερή και η εσωτερική φλόγα έχει το σχήμα ενός διακριτού κώνου.
Φέρτε την άκρη της εσωτερικής φλόγας στην επιφάνεια του χάλυβα που πρόκειται να κόψετε.Θα χρειαστεί να ζεστάνετε το ατσάλι με αυτή τη φλόγα μέχρι να σχηματιστεί μια λακκούβα από λαμπερό λιωμένο μέταλλο σε αυτό το σημείο. Για φύλλο 6,35 χιλιοστών αυτό θα πρέπει να διαρκέσει περίπου 45 δευτερόλεπτα, αλλά το βαρύτερο ή ψυχρότερο υλικό μπορεί να διαρκέσει περισσότερο. Κρατήστε την άκρη της φλόγας ακόμα περίπου 10 mm από τη μεταλλική επιφάνεια για να συγκεντρωθεί όλη η θερμότητα σε μια περιοχή.
-
Μάθετε τα βασικά της διαδικασίας κοπής.Η αρχική ανάφλεξη του ασετυλενίου θερμαίνει τον χάλυβα σε λιωμένη κατάσταση. Με την προσθήκη ενός πίδακα οξυγόνου υπό πίεση, ο φακός ανάβει τον χάλυβα, ο οποίος καίγεται μέσα από το διάκενο κοπής. Γι' αυτό ονομάζεται η διαδικασία καύσηχάλυβας και χάλυβας και ανθρακούχο χάλυβα είναι τα μόνα υλικά που μπορεί να κόψει. Το αλουμίνιο, ο ανοξείδωτος χάλυβας και άλλα μέταλλα και κράματα δεν μπορούν να κοπούν με φακό αερίου.
Επιλέξτε τα σωστά εργαλεία για τη δουλειά.Εκτός από το κιτ φακού που περιγράφεται στα ακόλουθα βήματα, θα χρειαστείτε τα εξής:
Απαιτούν πολλή προσπάθεια από έναν άνθρωπο. Αντίθετα, η κοπή μετάλλου με χρήση αερίου μπορεί να γίνει ακόμη και από έναν αρχάριο σε αυτήν την επιχείρηση. Ο κόφτης προπανίου (αερίου) είναι ένα τόσο εύχρηστο εργαλείο που μπορείτε να μάθετε πώς να το δουλεύετε μέσα σε λίγες μέρες.
Χαρακτηριστικά της εργασίας
Για να κόψετε γρήγορα και αποτελεσματικά το μέταλλο με αέριο, αρκεί να μάθετε σωστά πώς να κρατάτε ένα κόφτη προπανίου στα χέρια σας. Χρησιμοποιεί ταυτόχρονα αυτή την ουσία και οξυγόνο. Το μείγμα τους δίνει απλώς την υψηλότερη θερμοκρασία που απαιτείται για συνεχή καύση. Ο φακός προπανίου είναι σχεδιασμένος για διαχωριστική κοπή με το χέρι χαμηλού κράματος και
Μειονεκτήματα και πλεονεκτήματα της κοπής προπανίου
Ένα από τα κύρια μειονεκτήματα αυτού του τύπου κοπής είναι ότι η κομμένη άκρη δεν είναι τόσο λεία όσο όταν χρησιμοποιείται. Παρόλα αυτά, είναι πολύ πιο καθαρή από ό,τι επιτυγχάνεται όταν δουλεύετε με μύλο ή μύλο. Ένα άλλο μειονέκτημα των φακών προπανίου είναι ότι δεν μπορούν κόβει πολλά μέταλλα και κράματα. Μπορούν να χρησιμοποιηθούν μόνο όταν εργάζεστε με 08-20G χαμηλού και μεσαίου άνθρακα. 30-50G2) και με

Λοιπόν, τώρα ας προχωρήσουμε στα πλεονεκτήματα αυτού του εργαλείου. Ένας κόφτης προπανίου χρησιμοποιείται όταν είναι απαραίτητο να εργαστείτε με σχετικά παχύ μέταλλο. Μπορούν να κόψουν κάτι σύμφωνα με το σχέδιο. Αυτό το εργαλείο είναι ιδιαίτερα απαραίτητο όταν απαιτείται καμπύλη κοπή. Πρέπει να χρησιμοποιηθεί εάν χρειάζεται να τρυπήσετε μια τυφλή τρύπα (20x50 mm) ή εάν πρέπει να κόψετε έναν κύκλο από ένα παχύ φύλλο μετάλλου.
Το μικρό βάρος αυτού του εργαλείου το καθιστά εύκολο στη χρήση. Ένας κόφτης προπανίου είναι πολύ πιο αθόρυβος και ελαφρύτερος από παρόμοιους κόφτες αερίου. Χάρη σε αυτό το εργαλείο, η εργασία με μέταλλο πραγματοποιείται περίπου 2 φορές πιο γρήγορα. Σε αντίθεση με τη βενζίνη, το προπάνιο είναι πολύ φθηνότερο, γεγονός που μειώνει το κόστος αυτών των εργασιών. Εξαιτίας αυτού, η κοπή αερίου χρησιμοποιείται συχνότερα για μεγάλους όγκους (ειδικά κατά την κοπή κατασκευών για παλιοσίδερα).
Σχέδιο εργασίας

Για να κόψετε μέταλλο, πρέπει να έχετε κόφτη προπανίου, κυλίνδρους με οξυγόνο και αυτή την ουσία και σωλήνες υψηλής πίεσης. Η παροχή αερίου ρυθμίζεται με μειωτήρες. Πρέπει να βρίσκονται σε κάθε έναν από τους κυλίνδρους. Σε αυτή την περίπτωση, θα πρέπει να ληφθεί υπόψη ότι το νήμα στη δεξαμενή προπανίου αντιστρέφεται. Το μέταλλο κόβεται από τη δράση ενός λεπτού πίδακα καυτής φλόγας που δημιουργείται από τον πυρσό. Κατά την εργασία με αυτό το εργαλείο, το οξυγόνο και το προπάνιο αναμιγνύονται σε έναν ειδικό θάλαμο ανάμειξης. Σε αυτή την περίπτωση, σχηματίζεται ένα εύφλεκτο μείγμα αερίων. Πρόσφατα, ο κόφτης προπανίου Mayak έχει γίνει ευρέως διαδεδομένος. Ανήκει στα εργαλεία τύπου injection. Αυτός ο κόφτης προπανίου, η τιμή του οποίου, ανάλογα με την τροποποίηση, κυμαίνεται από 1300-1800 ρούβλια, έχει αποδειχθεί όταν εργάζεστε με μεγάλους όγκους μετάλλου.
Σε περίπτωση έκτακτης ανάγκης κατά την εργασία με αυτό το εργαλείο, πρώτα απ 'όλα, διακόπτεται η παροχή αερίου και, στη συνέχεια, το οξυγόνο.
- Σε επαφή με 0
- Google Plus 0
- Εντάξει 0
- Facebook 0