Εισαγωγή
Η κατασκευή υφασμάτων αναφέρεται σε τέτοιες εργασιακές διαδικασίες που ήταν γνωστές στον άνθρωπο στα πρώτα κιόλας στάδια της ανάπτυξης του υλικού πολιτισμού. Η ύφανση προέκυψε νωρίτερα από την κλώση (η πρώτη αναφορά της ύφανσης 30-20 χιλιάδες χρόνια π.Χ.) - τα πρώτα υφάσματα αποκτήθηκαν από δέρμα, μπαστούνι, κλαδιά.
Η πρώτη ίνα που χρησιμοποιήθηκε στην ύφανση ήταν η τσουκνίδα. Οι ίνες βαμβακιού χρησιμοποιήθηκαν στην Ινδία τον 3ο-2ο αιώνα. π.Χ., λινό - Ρωμαϊκή Αυτοκρατορία 2-1 π.Χ. μαλλί ύφανση - τον 9ο αιώνα. ΕΝΑ Δ Ευρώπη και Ασία. Η Κίνα θεωρείται η γενέτειρα του μεταξιού.
Οι πρώτοι αργαλειοί πλαισίου ήταν οριζόντιοι και κάθετοι. Για τους κατακόρυφους δούλευε όρθιος και από τη λέξη σταν (στέκομαι) εμφανίστηκε η λέξη μηχανή-μηχανή υφαντικής. Η ύφανση θεωρούνταν δώρο των θεών. Μέχρι τώρα η τέχνη των αρχαίων υφαντών είναι αξεπέραστη, γιατί. στο αγγλικό μουσείο, η μούμια έχει υφαντή κορδέλα στο μέτωπο με πυκνότητα στημονιού 213n/cm και υφάδι 83n/cm. Οι σύγχρονοι αργαλειοί επιτυγχάνουν μέγιστη πυκνότητα στημονιού έως και 150 n/cm. Και το 1733. Ο Άγγλος Τζον Κέι εφηύρε το αεροπλάνο. Η δημιουργία της σαΐτας προκάλεσε την ανάγκη δημιουργίας κλωστικής μηχανής, γιατί. οι υφαντές δεν είχαν αρκετό νήμα για ύφασμα. Το 1765 Ο Άγγλος Τζέιμς Χάβριβς εφηύρε μια κλωστική μηχανή για 4 τεύχη και την ονόμασε από την κόρη του «Τζένη» (η λέξη «μηχανικός» προέρχεται από τους ρυθμιστές αυτών των μηχανών). Μετά την εφεύρεση της κλωστικής μηχανής, υπήρξε ανάγκη για μηχανικό αργαλειό και εφευρέθηκε από τον Edmund Cartwright το 1786. Το 1894 Ο Άγγλος Τζέιμς Νόρθροπ εφηύρε την αυτόματη αλλαγή μπομπίνας και μετά από αυτό οι αργαλειοί έγιναν γνωστοί ως αυτόματοι. Στη Ρωσία, τα λεωφορεία εμφανίστηκαν το 1814 και τα μηχανικά εμπορικά κέντρα. μηχανές το 1836 Και ο μηχανικός τους Nesterov πρότεινε τη χρήση τους για την ύφανση μαλλιού.
Το πρώτο εμπορικό κέντρο χωρίς λεωφορείο. το μηχάνημα κατοχυρώθηκε με δίπλωμα ευρεσιτεχνίας το 1841 από τον John Smith. Ωστόσο, χρειάστηκαν πολλές χιλιετίες για να περάσει η ανθρωπότητα από την πρωτόγονη χειροκίνητη ύφανση υφασμάτων στη σύγχρονη μαζική παραγωγή υφασμάτων διαφόρων δομών από μια μεγάλη ποικιλία πρώτων υλών σε ισχυρά εργοστάσια εξοπλισμένα με αυτόματες μηχανές. Τα τελευταία 20-25 χρόνια υπήρξαν σημαντικές αλλαγές στον σχεδιασμό των εμπορικών κέντρων. μηχανή.
Παράγονται τα ακόλουθα μηχανήματα: για την κατασκευή βαμβακερών, μάλλινων, μεταξωτών και λινών υφασμάτων, υφασμάτων από γυάλινες κλωστές και μεταλλικά πλέγματα. για την κατασκευή ελαφρών, μεσαίων και βαρέων υφασμάτων. στενό και φαρδύ? μονό λεωφορείο και πολλαπλό λεωφορείο. έκκεντρο, άμαξα και ζακάρ.
Εργαλειομηχανές τύπου STB με μικρό σαΐτα-πλότερ χρησιμοποιούνται με επιτυχία για την κατασκευή υφασμάτων τόσο από λεπτά χημικά νήματα όσο και από μάλλινα, βαμβακερά νήματα διαφόρων γραμμικών πυκνοτήτων. Σε αυτές τις μηχανές είναι δυνατή η παραγωγή στενών υφασμάτων σε πολλά φύλλα κατά το πλάτος της μηχανής και φαρδιά υφάσματα σε ένα ή δύο φύλλα.
. Γενικά χαρακτηριστικά του μηχανήματος
Οι αργαλειοί STB είναι σχεδιασμένοι για την παραγωγή μάλλινων, μεταξωτών, βαμβακερών και λινών υφασμάτων, καθώς και υφασμάτων από μικτές ίνες. Η υψηλή παραγωγικότητα του μηχανήματος και η αξιόπιστη λειτουργία των εξαρτημάτων και των μηχανισμών του εξασφάλισαν την ευρεία εφαρμογή του. Αυτό διευκολύνεται πολύ από τη χρήση σε αυτές τις μηχανές της αρχής της τοποθέτησης του νήματος του υφαδιού με τη βοήθεια ενός ειδικού μεταλλικού αποστάτη.
Η παροχή της μηχανής με νήμα υφαδιού από σταθερές συσκευασίες, η μάζα των οποίων μπορεί να φτάσει αρκετά κιλά, επιτρέπει στη μηχανή να λειτουργεί για μεγάλο χρονικό διάστημα χωρίς διακοπή. Αυτό μειώνει τον φόρτο εργασίας της υφάντριας, συμβάλλει στην παραγωγή υφασμάτων υψηλής ποιότητας.
Στις μηχανές STB, εγκαθίσταται ένας μηχανισμός απόρριψης ενός από τους τρεις τύπους - μηχανή έκκεντρου, φορείου ή ζακάρ. Ο μηχανισμός απόρριψης εκκεντροφόρου χρησιμοποιείται στην παραγωγή υφασμάτων απλών υφαντών. Είναι εξοπλισμένο με αφαιρούμενα έκκεντρα διαφόρων προφίλ. Μια ποικιλία έκκεντρων και η δυνατότητα χρήσης έως και δέκα αξόνων στο ντύσιμο καθιστούν δυνατή την παραγωγή υφασμάτων με διάφορα σχέδια, με επανάληψη ύφανσης έως και 8. Η εγκατάσταση ενός φορείου υψηλής ταχύτητας στη μηχανή για 14 ή 18 άξονες επεκτείνεται σημαντικά τις δυνατότητες ποικιλίας του μηχανήματος. Σε αυτή την περίπτωση, είναι δυνατή η παραγωγή υφασμάτων με πιο σύνθετες πλέξεις. Επιπλέον, η μετάβαση από το σχέδιο στο σχέδιο ή την επαναφόρτωση της μηχανής διευκολύνεται σημαντικά, κάτι που δεν μπορεί να ειπωθεί για τον μηχανισμό απόρριψης έκκεντρου.
Οι δυνατότητες του μηχανήματος χρησιμοποιούνται πλήρως εάν είναι εξοπλισμένο με μηχανή ζακάρ. Με τη βοήθεια του μηχανήματος μπορούν να αποκτηθούν υφάσματα με μεγάλα σχέδια. Επιπλέον, η εγκατάσταση πολύχρωμων συσκευών υφαδιού στη μηχανή σας επιτρέπει να εισάγετε στο υπόστεγο όχι μόνο χρωματιστά νήματα, αλλά και νήματα διαφορετικής ινώδους σύνθεσης ή διαφορετικής γραμμικής πυκνότητας.
Οι μηχανές STB χωρίζονται σε: στενές και φαρδιές. Τα στενά μηχανήματα περιλαμβάνουν εκείνα στα οποία το πλάτος πλήρωσης δεν υπερβαίνει τα 220 cm, τα φαρδιά - 250 cm ή περισσότερο. Ανάλογα με το πλάτος πλήρωσης του μηχανήματος, μπορούν να παραχθούν ένα ή περισσότερα φύλλα σε αυτό. Το απαιτούμενο πλάτος ιστού επιτυγχάνεται με τη μετατόπιση του δεξιού κουτιού υποδοχής και των μηχανισμών διαμόρφωσης μεσαίας άκρης, καθώς και με την αντικατάσταση των συνδετικών αξόνων. Εάν η παραγωγή καμβάδων γίνεται από ξεχωριστές δοκούς, ο κύριος ρυθμιστής του μηχανήματος είναι εξοπλισμένος με διαφορικό μηχανισμό.
Στις μηχανές STB, μπορούν να υποστούν επεξεργασία νήματα υφαδιού των ακόλουθων τύπων: μάλλινα, ημιμάλλινα, από μείγμα μαλλιού με άλλες ίνες 200-15,6 tex; βαμβακερά νήματα και από μείγμα βαμβακιού με άλλες ίνες 83,3 - 5,9 tex; χημικά σύμπλοκα νήματα και νήματα από φυσικό μετάξι 100 - 2,2 tex; λινές κλωστές 69-16,7 τεξ.
Σύμφωνα με το GOST 12167-82, οι αργαλειοί STB χωρίζονται σε επτά ομάδες.
Η πρώτη ομάδα περιλαμβάνει μηχανές με πλάτος καλαμιού 180 cm, η δεύτερη - 220, η τρίτη - 250. Η τέταρτη, πέμπτη, έκτη και έβδομη ομάδα συνδυάζουν μηχανές με πλάτος πλήρωσης 280, 330, 360 και 400 cm. επιτρέπεται η κατασκευή μηχανών με επιδέσμους πλάτους 175, 216 και 390 εκ. Κάθε ομάδα αποτελείται από τέσσερις τύπους αργαλειών: χωρίς μηχανισμό αλλαγής υφαδιού και εξοπλισμένο με μηχανισμούς δύο, τεσσάρων ή έξι χρωμάτων. Για παράδειγμα, το μηχάνημα STB2-180 ανήκει στην πρώτη ομάδα. Είναι εξοπλισμένο με μηχανισμό αλλαγής υφαδιού δίχρωμο και έχει πλάτος καλαμιού 180 cm.
Η διαδικασία σχηματισμού υφάσματος σε αργαλειό αποτελείται από τις ακόλουθες βασικές τεχνολογικές λειτουργίες που σχετίζονται κυκλικά μεταξύ τους:
) απόρριψη?
) εισαγωγή της πάπιας στο λαιμό.
) πάπια σερφ μέχρι την άκρη του υφάσματος.
) απελευθέρωση της βάσης στη ζώνη σχηματισμού ιστού.
) αφαίρεση του συσσωρευμένου ιστού από τη ζώνη σχηματισμού.
Οι κύριοι μηχανισμοί λειτουργίας του αργαλειού:
) απόρριψη?
) εισαγωγή της πάπιας στο λαιμό.
) πάπια σερφ μέχρι την άκρη του υφάσματος.
- αφαίρεση του συσσωρευμένου ιστού από τη ζώνη σχηματισμού και κίνησης της βάσης στη διαμήκη κατεύθυνση.
) απελευθέρωση της βάσης από τη δοκό, η οποία δημιουργεί την τάση της.
Η βάση και το ύφασμα κατά τη διαμήκη κίνηση περνούν από έναν αριθμό οδηγών (πέτρα, μερικές φορές ράβδοι τιμής, σπάτουλες, στήθος).
Για να μεταφέρετε την κίνηση στους μηχανισμούς, ο αργαλειός διαθέτει κίνηση και μηχανισμό start and stop. Ο κινητήρας μεταδίδει κίνηση στον κύριο άξονα του μηχανήματος, από τον οποίο όλοι οι μηχανισμοί λαμβάνουν κίνηση.
Για να αποφευχθεί ο σχηματισμός ελαττωμάτων στο ύφασμα, να διασφαλιστεί η ασφάλεια της εργασίας και να διευκολυνθεί η εργασία των υφαντών, στον αργαλειό είναι εγκατεστημένοι ένας αριθμός μηχανισμών ασφάλειας, ελέγχου και αυτοματισμού. Όλοι οι μηχανισμοί του αργαλειού είναι τοποθετημένοι σε σκελετό που αποτελείται από πλαίσια και δεσμούς.
Ο σχηματισμός υφάσματος στους αυτόματους αργαλειούς STB είναι παρόμοιος με τον σχηματισμό του στους αργαλειούς μεταφοράς: διατηρείται η συνήθης σειρά εργασιών της διαδικασίας σχηματισμού υφάσματος (άνοιγμα του υπόστεγου, τοποθέτηση ενός νήματος υφαδιού, κλείσιμο του υπόστεγου, σερφάρετε στο νήμα του υφαδιού στο άκρη του υφάσματος, άνοιγμα του υπόστεγου κ.λπ.)
Στο προπαρασκευαστικό τμήμα της παραγωγής ύφανσης, ένας ορισμένος αριθμός νημάτων στημονιού του απαιτούμενου μήκους τυλίγεται στο navoi (σύμφωνα με τον τεχνικό υπολογισμό για αυτόν τον τύπο υφάσματος).
2. Τεχνολογικό σχέδιο της μηχανής
Ρύζι. 1. Σχέδιο ανεφοδιασμού της μηχανής STB
Navoi 1 (Εικ. 1) με τη βάση τοποθετείται στο πίσω κάτω μέρος της μηχανής STB. Κλωστές στημονιού πληγών 2 πηγαίνετε γύρω από τον γκρεμό 3 και λάβετε οριζόντια θέση. Περαιτέρω, τα νήματα περνούν πάνω από τον βράχο σωλήνα 4, μέσα από τα πηχάκια 5 ιδρυτής, ράβδος επουλωμένων πλαισίων 6 και το καλάμι 7, το οποίο στερεώνεται στο αυλάκι της δοκού μπατάν 8.
Όταν μετακινείτε μερικούς άξονες προς τα πάνω και άλλους προς τα κάτω μεταξύ των ομάδων των νημάτων στημονιού, σχηματίζεται ένας χώρος, που ονομάζεται λαιμός, στον οποίο από το κιβώτιο μάχης υφαδιού κατά μήκος της χτένας οδηγού 9 η στρώση υφαδιού απλώνει την κλωστή του υφαδιού και την καρφώνει στην άκρη του υφάσματος με ένα καλάμι. Μετά το κάρφωμα της κλωστής του υφαδιού, σχηματίζεται νέο υπόστεγο. Ένα νέο νήμα υφαδιού εισάγεται σε αυτό και η όλη διαδικασία σχηματισμού υφάσματος επαναλαμβάνεται.
Το συσσωρευμένο ύφασμα περνά από το στήριγμα 10 τις άκρες του υφάσματος και, λυγίζοντας γύρω από το στήθος 11, βαλιανός 12, κύλινδρος πίεσης 13 και πιέστε τον κύλινδρο 14, άνεμοι σε έναν κύλινδρο εμπορευμάτων 15.
Το κύριο χαρακτηριστικό των αργαλειών STB (από άποψη σχηματισμού υφάσματος) είναι η τοποθέτηση του υφαδιού στο λαιμό με στρώσεις υφαδιού μικρού μεγέθους.
3. Τεχνικά χαρακτηριστικά του μηχανήματος
Πίνακας 1. Χαρακτηριστικά μηχανημάτων STB εξοπλισμένων με μηχανισμό απόρριψης έκκεντρου
|
Δείκτης |
Ομάδα μηχανών |
|||
|
|
||||
|
Πλάτος γέμισης καλαμιού, cm |
|
|||
|
|
||||
|
108,52123,52163,52 |
|
|
||
|
|
||||
|
Εύρος πυκνότητας υφαδιού, κλωστές ανά 1 cm |
||||
|
Αναλογία πλήρωσης για γκρι ύφασμα |
||||
|
Αριθμός στρωμάτων υφαδιού, μέγ. |
||||
|
Αριθμός δοκών, τεμ. |
||||
|
Διάμετρος οπής, mm |
|
|
||
|
Διάμετρος δίσκων δοκού, mm |
||||
|
Η μεγαλύτερη απόσταση, mm, μεταξύ δίσκων δέσμης κατά την εργασία με δοκούς |
|
|||
|
|
||||
|
Η μέγιστη διάμετρος του υφάσματος στον κύλινδρο εμπορευμάτων, cm |
||||
|
Αριθμός πηχάκια του ιδρυτή, τεμ. |
||||
|
Αριθμός επουλωμένων πλαισίων, τεμ. |
||||
|
Μέγιστη ταχύτητα του κύριου άξονα, min-1 |
||||
|
Ισχύς ηλεκτρικού κινητήρα, kW |
||||
|
Βάρος μηχανής, kg |
||||
|
Συνολικές διαστάσεις, mm |
|
|||
4. Περιγραφή της λειτουργίας του μηχανήματος σύμφωνα με το κινηματικό σχήμα
Το σχέδιο για τη μεταφορά κίνησης στους μηχανισμούς της μηχανής STB φαίνεται στο Σχ. 1.
Από τον ηλεκτροκινητήρα M μέσω των τροχαλιών D1, D2 του κιβωτίου ταχυτήτων με ιμάντα V, του συμπλέκτη τριβής 1-2, η κίνηση μεταδίδεται στον κύριο άξονα 3, που αποτελείται από πολλά τμήματα που συνδέονται με άκαμπτους συνδέσμους. Ο αριθμός των τμημάτων εξαρτάται από το πλάτος του μηχανήματος και τον αριθμό των στηρίξεων του μπατάν μηχανής. Τα έκκεντρα 4 διαμέσου των κυλίνδρων 5 και των λεπίδων 6 οδηγούν τον πτυσσόμενο άξονα 7 και το μπαστούνι, πάνω στο οποίο στερεώνονται οι χτένες καλαμιού και οδηγών για την πτήση των σχεδιογράφων υφαδιού.
Στην αριστερή πλευρά του κύριου άξονα 3, μέσω των κωνικών γραναζιών Z1, Z2, η κίνηση λαμβάνεται από τον εγκάρσιο άξονα, στις σφήνες του οποίου είναι εγκατεστημένοι: το έκκεντρο μάχης 9, το οποίο στρίβει και απελευθερώνει τον κύλινδρο στρέψης της μάχης μηχανισμός, το τρίαυλο έκκεντρο 10, που θέτει σε κίνηση την ανύψωση των στρωμάτων, το ανοιχτήρι των σιαγόνων τους και τα ελατήρια επιστροφής παπιά ανοιχτήρι.
Από τον εγκάρσιο άξονα 8, μέσω του γραναζιού Z3-Z7 και του μηχανισμού κίνησης αλυσίδας Z8, Z9, η αλυσίδα μεταφορέα τίθεται σε κίνηση, μετακινώντας τους σχεδιογράφους από το κουτί λήψης στο κιβώτιο μάχης.
Ο εγκάρσιος άξονας 8 μέσω του κιβωτίου ταχυτήτων αλυσίδας Z10, Z11 μεταδίδει την κίνηση στον άξονα στοίβαξης 11. Από το πίσω άκρο του άξονα στοίβαξης 11 μέσω του συμπλέκτη τριβής 12, του ατέρμονα τροχού z12, z13 και του ζεύγους γραναζιών z14, z15, το Η κίνηση μεταδίδεται στη δοκό 13. Η αναγκαστική ανάστροφη περιστροφή της δοκού (τροφοδοσία ή τάνυση του στημονιού) εάν είναι απαραίτητο, μπορεί να πραγματοποιηθεί με αφαιρούμενη λαβή μέσω ενός γραναζιού z16,z17.
Από τον άξονα στοιχειοθέτησης 11, μέσω των οδοντωτών τροχών του κιβωτίου ταχυτήτων αλυσίδας Z18,z19 και του κυλινδρικού ζεύγους Z20, Z21, τα ζευγαρωμένα έκκεντρα 14 του μηχανισμού ρίψης οδηγούνται σε περιστροφή, τα οποία, μέσω των κυλίνδρων 15 και του συστήματος μοχλών, μεταδίδουν παλινδρομική κίνηση σύμφωνα με την ύφανση επαναλάβετε στους άξονες 16.
Από το μπροστινό άκρο του άξονα εισόδου 11 μέσω του ζεύγους σκουληκιών z22 και Z23, η καστάνια Zxp. και τα γρανάζια A, B, C, D, Z24-Z28 δέχονται την κίνηση του πορτμπαγκάζ 17, που αφαιρεί το συσσωρευμένο ύφασμα, και του αφαιρούμενου κυλίνδρου 18, που συνδέεται με την κίνηση μέσω των οδοντωτών τροχών z29, Z30 και του συμπλέκτη 19. Ο σφόνδυλος 20 προορίζεται για χειροκίνητο έλεγχο.
Από τον κύριο άξονα 3, μέσω τριών κυλινδρικών γραναζιών Z31-Z33, ο εκκεντροφόρος άξονας 21 δέχεται κίνηση, στις σφήνες του οποίου έχουν εγκοπές έκκεντρα 22 μηχανισμών διαμόρφωσης άκρων, έκκεντρα 23 του κιβωτίου μάχης και έκκεντρα 24 του αντισταθμιστή υφαδιού με φρένο είναι σταθερά. Το γρανάζι τριβής αποτελείται από δύο δίσκους που πιέζονται ο ένας πάνω στον άλλο. Όταν ένα από αυτά περιστρέφεται, λόγω της αναδυόμενης δύναμης τριβής, το άλλο τίθεται σε κίνηση. Η δύναμη συμπίεσης μπορεί να είναι σταθερή σε μέγεθος ή μεταβλητή, αλλάζει αυτόματα.
Σε σύγκριση με άλλα γρανάζια τριβής, έχουν πολλά πλεονεκτήματα: είναι απλά και φθηνά, αθόρυβα στη λειτουργία. Τα μειονεκτήματά τους περιλαμβάνουν την ασυνέπεια της σχέσης μετάδοσης που σχετίζεται με την ολίσθηση, την ανάγκη για ειδικές συσκευές πίεσης.
Το υλικό από το οποίο κατασκευάζονται οι δίσκοι θα πρέπει να χαρακτηρίζεται από υψηλή αντοχή στη φθορά και πιθανώς τον υψηλότερο συντελεστή τριβής. Στις μηχανές STB, όπου χρησιμοποιούνται γρανάζια τριβής στον μηχανισμό κίνησης, στο μηχανισμό στοιχειοθέτησης και στον κύριο ρυθμιστή μεταξύ του κινητήριου και κινούμενου δίσκου, αυτό το υλικό είναι ένα παρέμβυσμα χαλκού-αμιάντου με υψηλό συντελεστή τριβής.
5. Κινηματικός υπολογισμός αργαλειού STB 2-180
Επιλέγουμε τον τύπο του ηλεκτροκινητήρα και προσδιορίζουμε την ταχύτητά του (6, σελ. 377). Επιλέγουμε έναν ηλεκτροκινητήρα της μάρκας 4A100L6 με ασύγχρονη ταχύτητα περιστροφής n = 945 rpm, ισχύς N = 2,2 kW.
Προσδιορίστε τη διάμετρο της κινούμενης τροχαλίας ,
τοποθετημένο στον άξονα του κινητήρα:
![]() ,
,
Όπου - ο συντελεστής μετάδοσης με ιμάντα V είναι 0,99.
Διάμετρος τροχαλίας κίνησης =
95 χλστ=0,095μ.
![]() , δέχονται D = 329 mm
, δέχονται D = 329 mm
![]()
6. Περιγραφή του σχεδιασμένου μηχανισμού
Μηχάνημα βάσης ρυθμιστή STB
Για να διατηρείται αυτόματα μια σταθερή τάση στημονιού κατά τη διάρκεια του κύκλου του μηχανήματος και καθώς ενεργοποιείται το στημόνι, το μηχάνημα είναι εξοπλισμένο με έναν κύριο ρυθμιστή αρνητικού τύπου. Ο αισθητήρας που θέτει σε λειτουργία τον ρυθμιστή είναι ένας λικνιζόμενος βράχος. Όταν τοποθετούνται δύο ομοαξονικές δοκοί στο μηχάνημα, εισάγεται ένα διαφορικό στο σχεδιασμό του ρυθμιστή, το οποίο εξισώνει αυτόματα την τάση των νημάτων με καθένα από τα δύο στημονιά. Ο μηχανισμός περιέχει επίσης μια συσκευή χειροκίνητης απελευθέρωσης ή τάνυσης του στημονιού.
Ο μηχανισμός λαμβάνει κίνηση από τον άξονα στοιχειοθέτησης 1, ο οποίος έχει μια σχισμή οπή στο ακραίο τμήμα, μέσα στην οποία εισέρχεται το σχισμή άκρο του άξονα 2. Η ροδέλα έκκεντρου 9 στερεώνεται από έναν προσαρμογέα 7 στο κωνικό άκρο του άξονα. Η εξωτερική πλευρά του έκκεντρου έχει μια διαμορφωμένη επιφάνεια με δύο προεξοχές. Όταν η ροδέλα 9 περιστρέφεται, οι προεξοχές έρχονται σε επαφή με τους κυλίνδρους 11, οι οποίοι περιστρέφονται στον άξονα της θήκης 4.
Το τελευταίο συνδέεται με τον στρόφαλο 14 και ο στρόφαλος μέσω του μπουλονιού 13 συνδέεται στον σύνδεσμο 1 (ρυθμιστής τροφοδοσίας). Υπάρχει μια τοξοειδής σχισμή στα παρασκήνια. Ο σύνδεσμος συσφίγγεται ελαφρώς από ένα ελατήριο ανάμεσα στις ροδέλες. Ο σύνδεσμος 1 συνδέεται με ένα σύνδεσμο 3 με το μοχλό 7, συνδεδεμένο με το στήριγμα 12 μέσω του δακτυλίου με δύο μπουλόνια 6. Ο σύνδεσμος έχει μια σχισμή στην οποία εισέρχεται ο κοχλίας μοχλού 7, οι βίδες ρύθμισης 4 βιδώνονται στην εσωτερική πλευρά του Ο βραχίονας 12 είναι στερεωμένος σε έναν άξονα που βρίσκεται στον βραχώδη σωλήνα 5, ο ένας βραχίονας συνδέεται με το ελατήριο 13, το οποίο χρησιμεύει για την αλλαγή της τάσης της βάσης. Το Rock 8 περιστρέφεται στον άλλο βραχίονα στα ρουλεμάν 9.
Στον κύριο ρυθμιστή, χρησιμοποιείται ένα γρανάζι τριβής για τη μεταφορά της κίνησης από τον άξονα στοίβαξης στις δοκούς.
Ο άξονας ρύθμισης 1 συνδέεται με τον άξονα 2, στον οποίο βρίσκεται η ροδέλα εκκεντροφόρου 8. Ένας δακτύλιος τριβής 5 είναι καρφωμένος στη ροδέλα από μέσα. Ο άξονας 2 περνά ελεύθερα στο χιτώνιο 3. Το σκουλήκι 11 στερεώνεται στο χιτώνιο με σφήνα, το οποίο εμπλέκεται με το γρανάζι ατέρμονα 12. Το χιτώνιο περιστρέφεται στα ρουλεμάν 17. Ένας δίσκος τριβής 5 είναι τοποθετημένος στο σχιστό άκρο του χιτωνίου, το οποίο, όπως η ροδέλα 8, έχει ένα δακτύλιο τριβής, ο δίσκος τριβής είναι πιέζεται πάνω στα τακάκια των φρένων 8 με ένα ελατήριο 9. Αυτό προστατεύει το σκουλήκι 11 και το δίσκο 5 από αυθαίρετη περιστροφή.
Σε μηχανές με δύο δοκούς, η κίνηση των γραναζιών δοκού επικοινωνείται μέσω μιας διαφορικής διάταξης σχεδιασμένης να εξισορροπεί την τάση των νημάτων στημονιού.
Όταν επεξεργάζεστε βαριά υφάσματα, με συντελεστή πλήρωσης υφαδιού μεγαλύτερο από 0,8, που απαιτούν πιο σκληρό σερφάρισμα, χρησιμοποιήστε ένα πρόσθετο σταθερό βράχο.
Ο σχεδιασμός του μηχανήματος προβλέπει τη δυνατότητα μετακίνησης του κινητού βράχου κατά μήκος του βάθους του μηχανήματος σε δύο ή τρεις θέσεις με βήμα 140 mm και όταν το ρουλεμάν περιστρέφεται, το βήμα αλλάζει κατά 50 mm.
Για τη μείωση των κραδασμών του κινητού βράχου, τοποθετείται ένα φρένο στο μηχάνημα.
Κατά τη λειτουργία του μηχανισμού, ο άξονας 2 περιστρέφεται. Η ροδέλα εκκεντροφόρου 9 έρχεται σε επαφή με τους κυλίνδρους 10 με κάθε περιστροφή, ως αποτέλεσμα της οποίας η ροδέλα κινείται με τον κύλινδρο προς τον δίσκο τριβής, πιέζεται πάνω του και εμπλέκεται μαζί του λόγω των δακτυλίων τριβής. Ο κινούμενος δίσκος και το σκουλήκι κάνουν μια μικρή στροφή περιστρέφοντας το γρανάζι ατέρμονα 16 και η δοκός περιστρέφεται μέσω του γραναζιού.
Η ποσότητα περιστροφής του δίσκου τριβής, του ατέρμονα, του ατέρμονα γραναζιού και των δοκών εξαρτάται από το χρόνο που οι κύλινδροι 10 δρουν στις προεξοχές.
Η θέση των κυλίνδρων σε σχέση με την προεξοχή εξαρτάται από το backstage 1 (ρυθμιστής τροφοδοσίας) και το backstage - από τη θέση του βράχου 8. Ο βράχος συνδέεται με το rocker μέσω της ράβδου 3 και του μοχλού 7. Όταν η βάση τεντώνεται, ο βράχος χαμηλώνει και ο μοχλός ανεβαίνει και πιέζει το μπουλόνι ρύθμισης 4. Ο μοχλός, κινούμενος προς τα πάνω, κατεβάζει τον σύνδεσμο 1 προς τα κάτω. Ως αποτέλεσμα, ο στρόφαλος 6 (κουτί ρυθμιστή) απομακρύνει τη θήκη 4 με τους κυλίνδρους 10. Οι κύλινδροι κινούνται πιο κοντά στις προεξοχές.
Ο χρόνος του συμπλέκτη τριβής αυξάνεται, η ταχύτητα 12 στρίβει και η τροφοδοσία στημονιού αυξάνεται.
Η έκθεση των βραχιόνων σωλήνων βράχου πραγματοποιείται σύμφωνα με τις πλάκες που βρίσκονται στο δεξί και αριστερό πλαίσιο του μηχανήματος.
Η συντεταγμένη «0» στις πλάκες αντιστοιχεί στην οριζόντια γραμμή κατασκευαστικής πλήρωσης της μηχανής και είναι το σημείο εκκίνησης για τη μετέπειτα ρύθμιση της θέσης του βράχου, ανάλογα με τις τεχνολογικές παραμέτρους πλήρωσης του υφάσματος, το σχήμα του λαιμού. και τα είδη υφάσματος που παράγονται.
7. Απαραίτητοι υπολογισμοί
.1 Υπολογισμός της ταχύτητας περιστροφής των σωμάτων εργασίας της μηχανής
Εμείς ορίζουμε Ταχύτηταόλοι οι κύριοι μηχανισμοί:
Ταχύτητα κύριου άξονα 3
![]()
Ταχύτητα εκκεντροφόρου 21
Ταχύτητα εγκάρσιου άξονα 8, έκκεντρο 10
Ταχύτητα διαμήκους άξονα 11
Ταχύτητα κυλίνδρου προϊόντος 18
Έντονη ταχύτητα 17
Συχνότητα περιστροφής του έκκεντρου άξονα 14 του μηχανισμού απόρριψης
Ταχύτητα δέσμης 13
.2 Υπολογισμός των ταχυτήτων περιστροφής των σωμάτων εργασίας της μηχανής
Εμείς ορίζουμε Ταχύτητα περιστροφήςόλοι οι κύριοι μηχανισμοί:
Ταχύτητα περιστροφής του κύριου άξονα 3
Ταχύτητα περιστροφής Valyana 17
Ταχύτητα σταυρού άξονα 8
Ταχύτητα περιστροφής δέσμης 13
.3 Υπολογισμός πυκνότητας υφαδιού
Ας προσδιορίσουμε το μήκος του υφάσματος L, το οποίο αφαιρείται από τον ρυθμιστή εμπορευμάτων για μία περιστροφή του κύριου άξονα της μηχανής:
![]()
0,120 m - η διάμετρος του βαλιάνου,
Δεδομένου ότι ένα νήμα υφαδιού εισάγεται στο ύφασμα ανά στροφή του κύριου άξονα, το μήκος L μπορεί να προσδιοριστεί από τον τύπο:
Όπου RU είναι η πυκνότητα υφαδιού του υφάσματος, κλωστές ανά 1 cm.
Αντικαθιστούμε την τιμή του L, παίρνουμε:
![]()
Ας ορίσουμε τον συντελεστή που ενώνει τις σταθερές τιμές.
![]()
Επιλογή ανταλλακτικών εργαλείων
Πραγματική πυκνότητα υφαδιού:
.4 Προσδιορισμός της τάσης πλήρωσης
κινηματική περιστροφή αργαλειού
Ας συνθέσουμε τις εξισώσεις των ροπών, χρησιμοποιώντας το σχήμα της δράσης των δυνάμεων για να προσδιορίσουμε την τάση πλήρωσης των νημάτων στημονιού στον αργαλειό STB. Παραβλέποντας τη δύναμη της βαρύτητας των μοχλών και την τριβή στα στηρίγματα, μπορούμε να κάνουμε την ακόλουθη εξίσωση ροπών σε σχέση με τον άξονα περιστροφής του μοχλού βράχου (Εικ. 13):
Όπου Q - δύναμη ελατηρίου, N;
N - κανονική πίεση της βάσης στο βράχο, N;
G - βαρύτητα βράχου, N;
Το μήκος των βραχιόνων της δράσης των δυνάμεων, m.

Σχήμα 13. Σχέδιο υπολογισμού του κύριου ρυθμιστή
Βάση, 2 - δοκός, 3 - βράχος, 4, 5 - μοχλοί, 6 - ελατήριο, 7 - μοχλός, 8 - δάχτυλο, 9 - ώθηση, 10 - μπουλόνια, 11 - κουνιστή, 12, 13 - μοχλός, 14 - κύλινδρος, 15 - slide, 16 - δίσκος τριβής, 17 - κύλινδρος, 18 - κύλινδρος στοίβαξης, 19 - δίσκος κίνησης, 20 - δίσκος φρένου, 21 - δακτύλιος, 22 - ελατήριο, 23 - πλάκα
![]()
![]()
Όπου F είναι η τάση στημονιού, N.
Από την τελευταία εξίσωση, προσδιορίζουμε την τάση των νημάτων στημονιού:

Ο βράχος παρουσιάζεται σε μορφή σωλήνα με πάχος τοιχώματος 5 mm
Όγκος ροκ.
Vsk=π*(rsk12-rsk22)*L
Vsk \u003d 3, 14 * (6, 72-5, 72) * 180 \u003d 7012 cm3
Βάρος βράχου:
m=ρ*V=7012*0,0078=54,69 kg
βράχος βαρύτητας
G=m*g=54,69*9,81=536,5 N
Στη συνέχεια η τάση στημόνι
Δεδομένου ότι δύο ελατήρια δρουν στο βράχο, ένα σε κάθε πλευρά, η τάση γεμίζει το στημόνι
F0=2*F=2*3782=7564 N
Τάση ανά νήμα:
![]()
Η τάση στημονιού αυξάνεται καθώς μειώνεται η διάμετρος της περιέλιξης. Η στατική συνιστώσα αυξάνεται λόγω της σταδιακής μείωσης της στάθμης του βράχου, ενώ οι παράμετροι των ώμων αλλάζουν και η δύναμη του ελατηρίου αυξάνεται. Η δυναμική συνιστώσα αυξάνεται λόγω της ανάγκης για προηγούμενη απόκλιση του βράχου για αύξηση της γωνίας περιστροφής της δοκού με μείωση της διαμέτρου της περιέλιξης στημονιού.
7.5 Υπολογισμός δέσμης
Κατά τη διαδικασία της ύφανσης, κατά την παραγωγή ελαφρών και μεσαίων υφασμάτων, το στημόνι τροφοδοτείται στην περιοχή εργασίας του αργαλειού από το στημόνι. Στην παραγωγή βαρέων υφασμάτων - από τον κύλινδρο.
Η βελόνα του αργαλειού είναι ένας ατσάλινος κοίλος σωλήνας. 2 φλάντζες, μια τροχαλία φρένου και ένας οδοντωτός τροχός είναι προσαρτημένοι στην κάννη, η οποία εμπλέκεται με το κάτω γρανάζι.
Η βάση τυλίγεται μεταξύ των φλαντζών στον άξονα της δοκού, η ίδια η δοκός είναι εγκατεστημένη στα ρουλεμάν της μηχανής σε πείρους. Παρά την υψηλή ακαμψία του σωλήνα, η δοκός υπό τη δράση της ελαστικής δύναμης των κύριων νημάτων υφίσταται κάμψη, γεγονός που οδηγεί στη δημιουργία άνισων συνθηκών για το χτύπημα των νημάτων του υφαδιού. Ο άξονας της δοκού μπορεί να θεωρηθεί ως άξονας με ομοιόμορφο φορτίο q στην περιοχή μεταξύ των φλαντζών. (Εικ. 14)
Εκτός από την κάμψη, υπό τη δράση των δυνάμεων τάσης των νημάτων στημονιού, ο άξονας υφίσταται συστροφή.

Σχήμα 14. Διάγραμμα φόρτισης δοκού (α) και διαγράμματα ροπών κάμψης (β, γ)
) Προσδιορίζουμε τις τάσεις που προκύπτουν από τη στρέψη:
![]()
) Προσδιορίστε τη συνολική ροπή (ισοδύναμη):
11) Συγκρίνετε τη λαμβανόμενη τιμή της ισοδύναμης τάσης με την επιτρεπόμενη: - επιτρεπόμενη τάση, (7, σελ. 64), για χάλυβα 40Χ, = 200 N/mm2.
![]() .
.
Η προϋπόθεση αντοχής πληρούται.
Γενικά συμπεράσματα και προτάσεις
Τα τελευταία χρόνια στη χώρα μας έχουν γίνει πιο διαδεδομένοι οι αργαλειοί STB χωρίς σαΐτα, πάνω στους οποίους τοποθετείται το υφάδι με αποστάτες μικρού μεγέθους. Οι στρώσεις απλώνουν το νήμα του υφαδιού διαδοχικά πάντα από αριστερά προς τα δεξιά.
Οι αργαλειοί STB παράγονται σε διάφορα πλάτη πλήρωσης, ενός, δύο, τετραήμερου.
Αυτά τα μηχανήματα έχουν πολλά πλεονεκτήματα:
χαμηλό βάρος του plotter, παρέχοντας υψηλές ταχύτητες με μεγάλο πλάτος του μηχανήματος.
την αρχή της ύφανσης με διπλωμένη άκρη και την εγκατάσταση πολλών διαμορφωτών άκρων στο μηχάνημα, γεγονός που καθιστά δυνατή την παραγωγή πολλών υφασμάτων στο μηχάνημα ταυτόχρονα.
η χρήση ενός πλότερ μικρού μεγέθους, η κίνησή του στη χτένα οδηγού, το μικρό μέγεθος του λαιμού, καθώς και η μειωμένη διαδρομή του μπατάν και των αξόνων, δημιουργώντας ευνοϊκές συνθήκες για τη μείωση της θραύσης.
καθολικότητα και υψηλή τυποποίηση (έως 90%).
μεγάλες δυνατότητες ποικιλίας.
υψηλά επίπεδα λειτουργικής αξιοπιστίας.
Γι' αυτό τα μηχανήματα αυτά έχουν γίνει ευρέως διαδεδομένα και χρησιμοποιούνται σε μεγάλο αριθμό υφαντηρίων.
Παρά το γεγονός ότι οι μηχανές STB έχουν τόσα πολλά πλεονεκτήματα, έχουν επίσης τα μειονεκτήματά τους:
αυξημένη κατανάλωση νημάτων υφαδιού λόγω ενσωματωμένων άκρων.
η πολυπλοκότητα του σχεδιασμού ορισμένων μηχανισμών, που οδηγεί στο υψηλό κόστος του μηχανήματος.
Τις τελευταίες δεκαετίες, ο ρυθμός ανάπτυξης της κλωστοϋφαντουργίας έχει μειωθεί. Η μείωση της παραγωγής υφασμάτων προκαλείται από μια σειρά προβλημάτων που είναι εγγενή σε ολόκληρη την εθνική οικονομία της χώρας: οι οικονομικοί δεσμοί μεταξύ των περιφερειών έχουν διαταραχθεί, οι διαταραχές στον αμοιβαίο εφοδιασμό πρώτων υλών και υλικών έχουν γίνει συχνότερες, τεχνολογικός εξοπλισμός είναι ξεπερασμένο. Ωστόσο, η κλωστοϋφαντουργία παραμένει μια ισχυρή βιομηχανία, που απασχολεί εκατοντάδες χιλιάδες εργάτες και είναι ικανή να καλύψει τις βασικές ανάγκες του πληθυσμού και της βιομηχανίας για υφάσματα.
Η εισαγωγή αργαλειών χωρίς λεωφορεία στη βιομηχανία βαμβακιού κατέστησε δυνατή την αύξηση της παραγωγικότητας του εξοπλισμού κατά 1,5-1,7 φορές, την παραγωγικότητα της εργασίας κατά 1,3-1,5 φορές και τη βελτίωση των συνθηκών εργασίας.
Ως αποτέλεσμα της εισαγωγής πνευματικών αργαλειών με μικρολεκάνες, και ιδιαίτερα των αργαλειών με πεπιεσμένο αέρα, η παραγωγικότητα ενός εργάτη στη βιομηχανία βαμβακιού έχει αυξηθεί περισσότερο από 20%.
Μαζί με αυτή την εισαγωγή (microshuttle, pneumatic και pneumorapier) οδήγησε σε εξάντληση της γκάμα των υφασμάτων, αύξηση της ειδικής κατανάλωσης νημάτων ανά μονάδα υφάσματος και, σε ορισμένες περιπτώσεις, μείωση της ποιότητας των υφασμάτων λόγω εμφάνιση συγκεκριμένων ελαττωμάτων στα υφάσματα και στις άκρες τους.
Προκειμένου να αυξηθεί η παραγωγικότητα και η ποιότητα των υφασμάτων στους αργαλειούς STB, καθώς και για να συνεχίσουν να διαδίδονται οι αργαλειοί στα εργοστάσια ύφανσης, είναι απαραίτητο να δημιουργηθούν και να αντικατασταθούν πολύπλοκα σχέδια μηχανισμών με απλούστερα και φθηνότερα, αναζητήστε τρόπους για να μειώσετε την κατανάλωση νημάτων υφαδιού στις άκρες, και επίσης χρησιμοποιήστε ποιοτικά νήματα από ποιοτικά νήματα.
Βιβλιογραφία
1. Εγχειρίδιο χειρισμού “Shuttleless weaving machines with small weft plotters”, Μόσχα.
2. Mshvenieradze A.P. "Τεχνολογία και εξοπλισμός παραγωγής ύφανσης" / A. P. Mshvenieradze. - Μόσχα: Φως και βιομηχανία τροφίμων, 1984. - 376 σελ.
3. Mitropolsky B.I. Σχεδιασμός υφαντικών μηχανών / B.I. Mitropolsky, V.P. Lyubovitsky, B. R. Fomchenko. - Λένινγκραντ: Mashinostroenie, 1972. - 208 σελ.
4. Stepanov G.V., Bykadorov R.V. Ύφανση αυτόματων αργαλειών STB. Μόσχα: Ελαφρά βιομηχανία 1973.- 225 σελ.
Budanov K.D. Βασικές αρχές της θεωρίας, του σχεδιασμού και του υπολογισμού των κλωστοϋφαντουργικών μηχανών / K. D. Budanov [και άλλοι]. - Μόσχα: Mashinostroenie, 1975. - 390 σελ.
Dunaev P.F. Σχεδιασμός μονάδων και εξαρτημάτων μηχανών. Μόσχα: Ανώτατο Σχολείο, 1985.
Anuryev V.I. Εγχειρίδιο του σχεδιαστή-μηχανουργού / V.I. Ο Ανούριεφ. - Μόσχα, 1982.
Σχεδιασμός μηχανισμών και εξαρτημάτων της αυτόματης υφαντικής μηχανής STB-180. VSTU
Ο επιτραπέζιος αργαλειός χωρίς λεωφορείο (STB) έχει σχεδιαστεί για την κατασκευή προϊόντων από μάλλινα, μεταξωτά, λινά και βαμβακερά υφάσματα. Το STB-machine χαρακτηρίζεται από υψηλή παραγωγικότητα και αξιόπιστη λειτουργία όλων των μονάδων.
Μια τέτοια συσκευή είναι πλέον αρκετά διαδεδομένη.
1 αργαλειός - συσκευή και αρχή λειτουργίας
Το μηχάνημα STB λειτουργεί με βάση την αρχή της τοποθέτησης νημάτων μέσω ενός ειδικού μεταλλικού διαχωριστή. Η παροχή νήματος υφαδιού στη συσκευή STB μπορεί να φτάσει τα 2-4 κιλά. Αυτό επιτρέπει στη μονάδα ύφανσης να λειτουργεί για μεγάλο χρονικό διάστημα χωρίς διακοπή. Ένας μηχανισμός απόρριψης είναι εγκατεστημένος σε μηχανές STB. Μπορεί να είναι:
- έκκεντρο;
- μεταφορά;
- ζακάρ.
Η χρήση του μηχανισμού έκκεντρου είναι σχετική στην παραγωγή υφασμάτων με απλές πλέξεις· επιπλέον, είναι εξοπλισμένος με αφαιρούμενα έκκεντρα με διαφορετικά προφίλ. Λόγω της ποικιλίας των έκκεντρων και της δυνατότητας χρήσης δέκα διαφορετικών αξόνων, η μηχανή STB μπορεί να παράγει μεγάλο αριθμό υφασμάτωνμε διάφορα σχέδια ύφανσης.
Αυτή η λεπτομέρεια διευκολύνει επίσης σε μεγάλο βαθμό τη διαδικασία μετάβασης από το σχέδιο στο σχέδιο και την εκ νέου περάτωση της συσκευής με νήματα. Είναι δυνατό να συνειδητοποιήσετε πλήρως τις δυνατότητες της μονάδας STB εάν είναι εξοπλισμένη με μηχανή ζακάρ. Ο αργαλειός do-it-yourself, ως τεχνολογική συσκευή, σας επιτρέπει να παράγετε ένα ύφασμα με υφή με μεγάλα σχέδια.

Εάν έχει εγκατασταθεί μια πολύχρωμη συσκευή υφαδιού στη μηχανή STB, τότε όχι μόνο χρωματιστά νήματα, αλλά και νήματα με διαφορετική σύνθεση και πυκνότητα ινών μπορούν να εισαχθούν στο υπόστεγο. Οι μηχανές STB μπορούν να είναι δύο τύπων: στενές και φαρδιές. Οι στενές συσκευές έχουν πλάτος πλήρωσης 220 cm και οι φαρδιές συσκευές έχουν πλάτος πλήρωσης μεγαλύτερο από 250 cm.
Σε τέτοιες μονάδες είναι δυνατή η παραγωγή πολλών καμβάδων ταυτόχρονα. Το επιθυμητό πλάτος του υφάσματος που παράγεται ρυθμίζεται μετατοπίζοντας το κιβώτιο λήψης και τον μηχανισμό σχηματισμού μεσαίας άκρης.
Σε περίπτωση που το μηχάνημα STB παράγει φύλλα από πολλές ξεχωριστές δοκούς, ο ρυθμιστής του είναι εξοπλισμένος με έναν πρόσθετο διαφορικό μηχανισμό. Η συσκευή του μηχανήματος STB σάς επιτρέπει να εκτελείτε πολλές κυκλικές λειτουργίες που σχετίζονται μεταξύ τους. Αυτό:
- απόρριψη;
- η εισαγωγή μιας πάπιας στον φάρυγγα.
- Πάπια σερφ στην άκρη του υφάσματος.
- απελευθέρωση της βάσης στη ζώνη δημιουργίας υφάσματος.
- αφαίρεση του τελικού ιστού από τη ζώνη δημιουργίας.
Κύριος Οι μηχανισμοί λειτουργίας της μηχανής STB είναι:
- απόρριψη;
- μηχανισμοί για την εισαγωγή μιας πάπιας στο λαιμό.
- Πάπια σερφάρετε στην άκρη του υφάσματος.
- συσκευές για την αφαίρεση και τη μετακίνηση του τελικού ιστού.
- μηχανισμοί, απελευθέρωση υφάσματος από το στημόνι.
Στην παραγωγή υφασμάτων, η βάση της μηχανής και ο καμβάς, κινούμενοι στο κατά μήκος επίπεδο, περνούν από αρκετούς οδηγούς.

Στις περισσότερες τροποποιήσεις, αυτά είναι ροκ, ράβδοι τιμής, σπάτουλες και στήθος.
Προκειμένου να μεταδοθεί η κίνηση σε αυτούς τους μηχανισμούς η συσκευή είναι εξοπλισμένη με κίνηση καθώς και μηχανισμό εκκίνησης και διακοπής λειτουργίας.Κατά τη διάρκεια της εργασίας από την κίνηση η κίνηση μεταφέρεται στον κεντρικό άξονα. Από τον κύριο άξονα, η κίνηση εξαπλώνεται σε όλα τα άλλα κινούμενα μέρη.
Προκειμένου να αποφευχθεί ο γάμος στο παραγόμενο ύφασμα, μεγαλύτερη ασφάλεια στην εργασία και ευκολότερη εργασία για τον χειριστή, η συσκευή είναι εξοπλισμένη με μηχανισμούς ασφαλείας, ελέγχου και αυτοματισμού. Όλα αυτά τα μέρη είναι προσαρτημένα στη βάση, η οποία αποτελείται από πλαίσια και κλωστές.
1.1 Πώς λειτουργεί ένας αργαλειός; (βίντεο)
2 Πώς να φτιάξετε έναν αργαλειό στο σπίτι με τα χέρια σας;
Για να φτιάξετε έναν αργαλειό με τα χέρια σας, πρέπει να ακολουθήσετε την ακόλουθη σειρά ενεργειών (για παράδειγμα, για να συναρμολογήσετε χρειάζεστε τη δική σας ακολουθία λειτουργιών):
- Επιλέγεται ένα τετράπλευρο πλαίσιο.
- Στα δύο τετράγωνα ξύλινα πηχάκια του γίνονται στρογγυλές τρύπες.
- Στα άκρα των σιδηροτροχιών, στρογγυλές ράγες με μικρότερη διάμετρο εισάγονται στις οπές, χτυπημένες με σφήνες για να αποφευχθεί η αντίδραση.
- Στο μεσαίο τμήμα της πλευρικής τετράγωνης ράγας, γίνονται αυλακώσεις για την επακόλουθη τοποθέτηση της χτένας.
- Ένας πάτος από κόντρα πλακέ είναι στερεωμένος στο κάτω μέρος της δομής για να εξασφαλίσει καλή σταθερότητα.
- Όχι η πρώτη μπροστινή στρογγυλή ράγα γεμίζεται με τον απαιτούμενο αριθμό καρφιών σε βήματα των 5 mm. Θα παρέχουν τάση στο νήμα στημονιού.
- Μια πίσω ράγα είναι προσαρτημένη, που χρησιμοποιείται για την περιέλιξη του υπερβολικού ιστού.
Η χτένα είναι κατασκευασμένη με ύψος 15 cm. Μπορείτε να το φτιάξετε από ένα κομμάτι χοντρό φύλλο κόντρα πλακέ.Είναι σημαντικό να θυμάστε ότι το μήκος της χτένας πρέπει να υπερβαίνει την απόσταση μεταξύ των πλευρικών πλαισίων. Ο αριθμός των δοντιών που παράγονται θα πρέπει να είναι ίσος με τα μισά καρφιά που έχουν μπει στην κεντρική ράγα.

Το μήκος των δοντιών είναι 7-10 cm, το πλάτος είναι 0,5-0,7 cm και το κενό μεταξύ τους πρέπει να είναι 0,5 εκ. Επιπλέον, ένα λεπτό καρφί μπαίνει σε κάθε μεμονωμένο δόντι της χτένας. Το μήκος του μπορεί να είναι 1,7-2 εκ. Στη συνέχεια, η χτένα εισάγεται σε στρογγυλές αυλακώσεις που βρίσκονται στο μεσαίο τμήμα της λεπίδας του μηχανήματος.
Μια σανίδα από ξύλο με λεία επιφάνεια πρέπει να προετοιμαστεί εκ των προτέρων.
Το μήκος του πρέπει να είναι μικρότερο από την απόσταση μεταξύ του εσωτερικού του μηχανήματος. Λεπτά καρφιά γεμίζονται επίσης στη ράβδο σε βήματα 1-1,5 εκ. Μετά από αυτό, είναι απαραίτητο να φτιάξετε ένα υφάδι, το οποίο είναι ένα κινητό εγκάρσιο τμήμα της συσκευής ύφανσης.
Η πάπια μπορεί να αναπαρασταθεί ως συσκευή,παρέχοντας στήριξη για το πηνίο ή να είναι σανίδα κομμένη από φύλλο κόντρα πλακέ χωριστά. Στη συνέχεια θα τυλιχτεί ένα νήμα πάνω του. Στη συνέχεια, στα καρφιά που οδηγούνται στον μπροστινό άξονα, είναι απαραίτητο να δέσετε τμήματα νημάτων ίσου σε μήκος.
Το επόμενο βήμα είναι να χωρίσετε τα νήματα σε άρτια και περιττά. Τα άρτια τεντώνονται και ενισχύονται στη χτένα τυλίγοντας τα στα δόντια των νυχιών. Τα περίεργα νήματα τοποθετούνται σε έναν κινητό άξονα που βρίσκεται πίσω από τη χτένα.
Οι κλωστές πρέπει να τυλίγονται γύρω από τις κεφαλές των καρφιών που έχουν κοπεί προηγουμένως.
Τα υπόλοιπα νήματα τυλίγονται στη ράβδο με την ομοιόμορφη περιστροφή της, ως αποτέλεσμα, λαμβάνεται η βάση του υφαντού υφάσματος. Στη συνέχεια, το νήμα πρέπει να τυλιχτεί γύρω από τις πάπιες και το άκρο του πρέπει να στερεωθεί στην αριστερή πλευρά του πλαισίου, που βρίσκεται μπροστά από την μπροστινή ράγα. Η μπάρα πρέπει να ανυψωθεί και οι πάπιες πρέπει να ωθηθούν κατά μήκος των νημάτων στον προκύπτον φάρυγγα, πρέπει να μετακινηθείτε από αριστερά προς τα δεξιά.
2.1 Κατασκευή μίνι αργαλειού
Για μικρές ποσότητες εργασίας, μπορείτε να φτιάξετε ανεξάρτητα έναν απλό μίνι αργαλειό. Συνιστάται να χρησιμοποιήσετε ένα κομμάτι χοντρό χαρτόνι για να δημιουργήσετε το νήμα απλώματος του πιρουνιού.

Με μια τέτοια συμπαγή συσκευή, μπορείτε να φτιάξετε ένα μικρό διακοσμητικό χαλί χωρίς τη χρήση ειδικών εργαλείων.
Για να το κάνετε αυτό, θα χρειαστείτε τα ακόλουθα υλικά και εργαλεία:
- ένα φύλλο από χοντρό χαρτόνι.
- νήμα;
- ψαλίδι;
- άγκιστρο;
- μολύβι.
Εκτός από χαρτόνι, ένα μικρό φύλλο από μοριοσανίδες, κόντρα πλακέ ή οποιοδήποτε άλλο πυκνό υλικό που μπορεί να κοπεί χωρίς δυσκολία μπορεί να χρησιμοποιηθεί για τη δημιουργία ενός μίνι αργαλειού. Εάν το κόντρα πλακέ επιλεγεί ως αναλώσιμο κατά τη διάρκεια της εργασίας, τότε μπορούν να γίνουν τρύπες σε αυτό χρησιμοποιώντας ένα συμβατικό σουβλί.
Σε αυτή την περίπτωση, δεν πρέπει να γίνονται κοψίματα για νήματα στο φύλλο κόντρα πλακέ (όπως στο χαρτόνι), αλλά τρύπες κατά μήκος των άκρων του τεμαχίου εργασίας. Για τη δημιουργία μικρών διακοσμητικών αντικειμένων, είναι κατάλληλο ένα φύλλο χαρτονιού με λόγο διαστάσεων 13 × 16 εκ. Πρώτα η σήμανση εφαρμόζεται στο χαρτόνι,μέσω των οποίων θα γίνουν περικοπές αργότερα.
Το μελλοντικό μίνι μηχάνημα επισημαίνεται με αυτόν τον τρόπο: σε δύο απέναντι πλευρές του φύλλου χαρτονιού, γίνονται σημάδια με ένα μολύβι σε βήματα των 5-10 mm. Προκειμένου η προκύπτουσα σήμανση να είναι ομοιόμορφη, είναι απαραίτητο να σχεδιάσετε παράλληλες γραμμές κατά μήκος των σημαδιών που έγιναν κάθε 5-10 mm.
Είναι σημαντικό οι γραμμές να είναι αυστηρά παράλληλες με τις μη σημειωμένες πλευρές του φύλλου. Μετά από αυτό, ακολουθώντας τις σημειωμένες σημάνσεις, γίνονται τομές στο φύλλο χαρτονιού, λαμβάνοντας υπόψη το απαιτούμενο βάθος, σε δύο αντίθετες πλευρές. Λαμβάνεται νήμα, από το οποίο θα αποτελέσει τη βάση.

Αντί για νήμα, μπορείτε να χρησιμοποιήσετε διακοσμητική κορδέλα ή συνηθισμένο νήμα. Στη συνέχεια, το νήμα εισάγεται προσεκτικά στην τομή του φύλλου χαρτονιού και ένα μικρό κομμάτι του (2 cm) παραμένει στη λάθος πλευρά του αυτοσχέδιου πιρουνιού από χαρτόνι.
Θα πρέπει να σημειωθεί ότι είναι απαραίτητο να περάσουν το νήμα μέσα από τις τομές με ένα "φίδι", δηλαδή, στη μία πλευρά του πιρουνιού, πρέπει να δέσετε τις προκύπτουσες τομές. Στην αντίθετη πλευρά, πρέπει επίσης να δημιουργήσετε γραμμές από νήματα.
Αυτή η πλευρά θα θεωρείται στη συνέχεια η μπροστινή πλευρά. Πάνω του είναι το ύφασμα που κατασκευάζεται. Θα πρέπει να θυμόμαστε ότι η τάση των νημάτων πρέπει να πραγματοποιείται χωρίς προσπάθεια, έτσι ώστε το κρεβάτι από χαρτόνι να μην λυγίζει. Για ευκολία, το νήμα εργασίας μπορεί να περαστεί με μια παχιά βελόνα με ένα ευρύ μάτι. Ο απαιτούμενος αριθμός νημάτων υπολογίζεται με αυτόν τον τρόπο, τα ακραία ήταν άκρα και μετακινήθηκαν από τη μια σειρά στην άλλη.
Διαθέσιμος εξοπλισμός κλωστοϋφαντουργίας: μεταχειρισμένοι αργαλειοί, διάφορες τροποποιήσεις και χρόνια παραγωγής:
- STB-250 1986
- STB-250 1990
- STB-250 2012
Η τιμή είναι συζητήσιμη, ελέγξτε τηλεφωνικά +375 ( 44) 748-65-70
Περιγραφή και σκοπός ΕΞΟΠΛΙΣΜΟΥ ΓΙΑ ΤΗ ΒΙΟΜΗΧΑΝΙΑ ΥΦΑΝΤΟΥΡΓΙΑΣ
Οι αργαλειοί STB shuttleless έχουν μαξιλαράκια υφαδιού μικρού μεγέθους και έχουν σχεδιαστεί για να παράγουν μια μεγάλη ποικιλία από μάλλινα, βαμβακερά, μεταξωτά και λινά υφάσματα, καθώς και νήματα οποιασδήποτε ινώδους σύνθεσης.
Οι μηχανές STB είναι εξοπλισμένες με έναν κύριο ρυθμιστή με γρανάζι τριβής (αρνητικό), καθώς και έναν εμπορικό ρυθμιστή με συνεχή δράση (θετικό).
Η πυκνότητα των υφασμάτων που προκύπτουν: 360 - 7500 κλωστές ανά μέτρο.
Οι μηχανές STB, οι οποίες πλέον παράγονται μαζικά, προορίζονται κυρίως για την παραγωγή υφασμάτων μέσης τάσης νήματος.
Χαρακτηριστικά της μηχανής STB
Πλάτος ανεφοδιασμού: 175-250 (ανάλογα με την τροποποίηση, τα τελευταία ψηφία της σήμανσης δείχνουν το πλάτος)
Εξοπλισμός πάπιας: 1,2,4-χρώμα (υποδεικνύεται από το πρώτο ψηφίο στη σήμανση του μηχανήματος)
Ταχύτητα του κύριου άξονα: 190-260
Μέγιστος αριθμός οδηγών νημάτων: έως 17
Συνολικές διαστάσεις του αργαλειού:
- Πλάτος: 3500-5500 (χωρίς μεταφορά) 3900-5900 (με καρότσι)
- Βάθος: 1875
- Ύψος: 1400
Βάρος: 3500 κιλά
Κατανάλωση ενέργειας: 1,7KW
Τι είναι οι αργαλειοί STB
Βασικά, χωρίζονται ανάλογα με το σχεδιασμό των επιμέρους εσωτερικών μηχανισμών.
Οι αργαλειοί STB είναι στενός- με πλάτος εργασίας 175 cm και 216 cm, πλατύς- με πλάτος εργασίας 250, 330 και 360 cm, καθώς και:
- με γωνία έναρξης της μάχης 140 και 105 °
- ενός, δύο και τριών πάνελ. Σε μηχανήματα με πλάτος πλήρωσης 175 cm, τα υφάσματα κατασκευάζονται σε ένα φύλλο. Σε αυτά τα μηχανήματα με πλάτος εργασίας 216 cm και 250 cm, μπορούν να επεξεργαστούν υφάσματα ενός και δύο λινά κ.λπ.
- με μονόχρωμη και πολύχρωμη συσκευή υφαδιού
- εκκεντρικό, ντόμπι και ζακάρ
Οι μηχανές STB διαθέτουν τους ακόλουθους κύριους μηχανισμούς που διασφαλίζουν την τεχνολογική διαδικασία της ύφανσης.
Ο σκελετός αποτελείται από 2 πλαίσια από χυτοσίδηρο που συνδέονται μεταξύ τους με μια κοίλη σύνδεση σε σχήμα κουτιού. Μια πρόσθετη σύνδεση από ατσάλι με έλαση I συνδέεται άκαμπτα με τα πλαίσια της μηχανής και χρησιμεύει ως στήριγμα για τη στερέωση του αυλακιού χνούδι και του βραχίονα της μεσαίας δοκού. Ο βραχώδης σωλήνας συνδέεται σταθερά με τα κουφώματα με σφιγκτήρες και βραχίονες και κάνει το πλαίσιο άκαμπτο.
Η κίνηση μεταφέρει την κίνηση από τον μεμονωμένο ηλεκτροκινητήρα στον κύριο άξονα του μηχανήματος και εξασφαλίζει αξιόπιστο σταμάτημα του μηχανήματος. Η μετάδοση της κίνησης πραγματοποιείται με τέσσερις ιμάντες V σε δύο τροχαλίες. Η κίνηση αποτελείται από έναν μηχανισμό εμπλοκής, έναν μηχανισμό συμπλέκτη, ένα φρένο και μια κλειδαριά κυλίνδρων. Η εκκίνηση και το σταμάτημα του μηχανήματος πραγματοποιείται με λαβές εκκίνησης από την πλευρά του στέρνου και των δοκών. Η διακοπή μπορεί να γίνει με το κουμπί και από τη συσκευή ελέγχου.
Ο μηχανισμός απελευθέρωσης και τάνυσης του στημονιού έχει σχεδιαστεί για να ρυθμίζει την τάση των νημάτων του στημονιού και της τροφοδοσίας, ανάλογα με την ένταση της τάσης. Το μηχάνημα είναι εξοπλισμένο με ρυθμιστή αρνητικής τάσης. Η υποβολή βάσης πραγματοποιείται αυτόματα. Η ρύθμιση της τάσης γίνεται από έναν κινητό βράχο. Ο σχεδιασμός του ρυθμιστή περιλαμβάνει μια διαφορική συσκευή που εξισορροπεί αυτόματα την τάση στημονιού σε δύο δοκούς.
Ο ρυθμιστής προϊόντος έχει σχεδιαστεί για να παρέχει μια δεδομένη πυκνότητα υφαδιού σε ένα γκρι ύφασμα και να τυλίγει το ύφασμα σε έναν κύλινδρο προϊόντος. Η απαιτούμενη πυκνότητα υφαδιού ρυθμίζεται επιλέγοντας εναλλάξιμα γρανάζια συγκεκριμένου συνδυασμού. Η κίνηση του υφάσματος δημιουργείται από την περιστροφή της τσόχας, η επιφάνεια της οποίας μπορεί να καλυφθεί με τρίφτη, σμύριδα ή λάστιχο. Το συσσωρευμένο ύφασμα αφαιρείται με την κίνηση του μηχανήματος. Θετικός ελεγκτής.
Ο μηχανισμός απόρριψης χρησιμεύει για να σχηματίσει ένα υπόστεγο και να εξασφαλίσει την παραγωγή ιστών διαφόρων υφαντών. Στα μηχανήματα, μπορείτε να εγκαταστήσετε εκκεντρικούς (έκκεντρους) ή μηχανισμούς απόρριψης καροτσιών και μηχανές ζακάρ. Οι μηχανισμοί έκκεντρου έχουν σχεδιαστεί για την παραγωγή υφασμάτων των κύριων και λεπτών υφαντών με επαναλαμβανόμενο υφάδι έως 8 και αριθμό αξόνων έως 10. Σε αυτούς τους μηχανισμούς, οι άξονες δέχονται κίνηση από εκκεντρικά ενός συγκεκριμένου προφίλ, τοποθετημένα σε ένα λουτρό λαδιού. Κατά τη χρήση καροτσιών απόρριψης σε μηχανές, μπορούν να παραχθούν υφάσματα από υφαντά με λεπτά σχέδια με επανάληψη υφαδιού έως και 300 νημάτων και έναν αριθμό αξόνων 14-18. Οι μηχανές Jacquard εγκαθίστανται στην παραγωγή υφασμάτων ύφανσης με μεγάλα σχέδια.
Ο μηχανισμός για την εύρεση της πτυχής έχει σχεδιαστεί για να αποσυνδέει τον μηχανισμό απόρριψης από το μηχάνημα και να ρυθμίζει τους άξονες στη θέση διπλώματος, δηλαδή στη θέση όπου θα βρίσκεται το τελευταίο νήμα υφαδιού στο ανοιχτό υπόστεγο.
Η απενεργοποίηση του μηχανισμού απόρριψης μπορεί να είναι χειροκίνητη ή μηχανοποιημένη.
Ο μηχανισμός batanny χρησιμοποιείται για να σερφάρει τα νήματα του υφαδιού στην άκρη του υφάσματος και τον οδηγό για την πτήση των στρωμάτων υφαδιού μέσα από το υπόστεγο. Η δοκός Batan ορθογώνιας τομής έχει μια διαμήκη αυλάκωση στην οποία συνδέονται οι γοφοί. Μια ατσάλινη χτένα είναι προσαρτημένη στη δοκό batan, η οποία χρησιμεύει ως οδηγός για την πτήση των σχεδιογράφων υφαδιού. Η ράβδος Batan με κοντές λεπίδες συνδέεται με έναν πισινό άξονα, τα έκκεντρα του οποίου τοποθετούνται σε λουτρό λαδιού.
Το κιβώτιο μάχης (αριστερό) έχει σχεδιαστεί για να φιλοξενεί τους ακόλουθους μηχανισμούς που εμπλέκονται στην τοποθέτηση του νήματος του υφαδιού μέσα από το υπόστεγο: μάχη, φρένο λαδιού (buffer), ανυψωτικό στρώματος υφαδιού, ανοιχτήρι ελατηρίου στρώματος υφαδιού, επαναφορά υφαδιού, αντισταθμιστής νήματος φρένων και υφαδιού, υφάδι μηχανισμός ελέγχου, αριστερό ψαλίδι υφαδιού, συσκευή κεντραρίσματος.
Το κουτί υποδοχής (δεξιά) έχει σχεδιαστεί για να φιλοξενεί μηχανισμούς που φρενάρουν τα στρώματα υφαδιού αφού πετάξουν μέσα από το υπόστεγο, τα απελευθερώνουν από το νήμα του υφαδιού και τοποθετούν τα στρώματα υφαδιού στον μεταφορέα. Επιπλέον, περιέχει τον ελεγκτή για την άφιξη των plotter στο κουτί λήψης και τον δεξιό ελεγκτή υφαδιού.
Ο μεταφορέας έχει σχεδιαστεί για να τροφοδοτεί στρώματα υφαδιού από το δεξί κιβώτιο στο αριστερό ανυψωτικό κιβωτίου. Είναι μια κλειστή αλυσίδα κυλίνδρων, πίσω από τον άξονα των επιμέρους συνδέσμων της οποίας βρίσκονται σταθερές πλάκες που κινούν τους αποστάτες.
Ο παρατηρητής στημονιού (ηλεκτρική δράση) χρησιμοποιείται για να σταματήσει το μηχάνημα όταν σπάσουν τα νήματα στημονιού. Ο μηχανισμός χρησιμοποιεί ηλεκτρικά ελάσματα ανοιχτού και κλειστού τύπου.
Τα σουβλάκια έχουν σχεδιαστεί για να διατηρούν το πλάτος του υφάσματος στην άκρη, περίπου ίσο με το πλάτος του επιδέσμου στημονιού κατά μήκος του μηρού. Στις μηχανές STB χρησιμοποιούνται διαφορικές σπάτουλες.
Ο μηχανισμός σχηματισμού άκρων χρησιμεύει για το σχηματισμό άκρων κατά μήκος των άκρων του υφάσματος. Ο μηχανισμός εγκαθίσταται στα κιβώτια μάχης και υποδοχής και όταν εργάζεστε σε δύο και τρεις λεπίδες, τοποθετούνται επιπλέον διαμορφωτές μεσαίων άκρων. Το νήμα του υφαδιού, που πετιέται σε όλο το πλάτος του επιδέσμου, πιάνεται σε κάθε άκρη από το νήμα αρπάγης, κόβεται, φέρεται από το μηρό στην κεφαλή του υφάσματος και καρφώνεται. Όταν σχηματιστεί το επόμενο υπόστεγο, τα άκρα του κομμένου νήματος του υφαδιού εισάγονται στο υπόστεγο με μια βελόνα σχηματισμού ακμών και καρφώνονται στην άκρη με το επόμενο νήμα. Ως αποτέλεσμα, σχηματίζεται μια άκρη με πυκνότητα υφαδιού διπλασιασμένη σε σύγκριση με το φόντο - μια άκρη τύπου υποθήκης.
Ο μηχανισμός αλλαγής χρώματος υφαδιού έχει σχεδιαστεί για να μεταφέρει το νήμα του υφαδιού από διάφορες μπομπίνες στο στρώμα. Ανάλογα με τον αριθμό των χρωμάτων ή των τύπων των νημάτων του υφαδιού, μπορεί να υπάρχουν μηχανισμοί δύο και τεσσάρων χρωμάτων. Ο μηχανισμός αλλαγής χρώματος μπορεί να οδηγηθεί από μια αλυσίδα από χαρτόνι ή μια κουκλίτσα.
Η διαδικασία σχηματισμού υφάσματος και το σχέδιο σχεδίασης και πλήρωσης της μηχανής STB
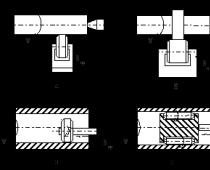
Η διαδικασία σχηματισμού υφάσματος στους αργαλειούς STB είναι παρόμοια με τη διαμόρφωση σε αργαλειούς σαΐτας, μόνο η μέθοδος εισαγωγής του νήματος του υφαδιού στο υπόστεγο έχει αλλάξει (Εικ. 3).
Εικ.3
Τα νήματα στημονιού 2, ξετυλίγονται από τη δοκό 1, περνούν γύρω από τον κινητό βράχο 4, περνούν πάνω από τον βραχώδη σωλήνα 5, μέσα από τα ελάσματα του κύριου παρατηρητή 6, τους άξονες 7, τα δόντια των μηρών 8 και ανάμεσα στα δόντια της χτένας οδηγού batan 9. Με το ανέβασμα και το κατέβασμα των αξόνων, τα νήματα στημονιού σχηματίζουν ένα υπόστεγο, μέσα στο οποίο εισάγεται ένα νήμα υφαδιού από πλότερ υφαδιού μικρού μεγέθους. Το στρωμένο νήμα καρφώνεται στην άκρη του υφάσματος με τον μηρό 8. Το διαμορφωμένο νήμα 11, έχοντας περάσει τα σουβλάκια και το στήριγμα 10 του υφάσματος, περνάει γύρω από το στήθος 12, το ρολό 14, τον κύλινδρο πίεσης 13 και τη συμπίεση κύλινδρος 15 και τυλίγεται στον κύλινδρο προϊόντος 16.
Κατά την παραγωγή βαρέων υφασμάτων, αλλάζει το σχέδιο πλήρωσης της βάσης, για το οποίο τοποθετείται ένας πρόσθετος σταθερός βράχος 3 (Εικ. 4):

Σε αυτές τις μηχανές, η τοποθέτηση του νήματος του υφαδιού στο υπόστεγο πραγματοποιείται με αποστάτες μικρού μεγέθους, οι οποίοι διαφέρουν θεμελιωδώς από τις συμβατικές σαΐτες, καθώς δεν φέρουν συσκευασίες υφαδιού.
Οι αργαλειοί πολλαπλών σαΐτων χρησιμοποιούνται για την απόκτηση υφασμάτων με νήματα υφαδιού διαφορετικών χρωμάτων, ινώδους σύνθεσης ή δομής. Για κάθε τύπο πάπιας, το μηχάνημα διαθέτει ξεχωριστές σαΐτες που τίθενται σε λειτουργία με συγκεκριμένη σειρά.
Από τους αργαλειούς χωρίς λεωφορεία, οι αργαλειοί με πεπιεσμένο αέρα LTPR και οι αργαλειοί STB με πλότερ μικρού μεγέθους χρησιμοποιούνται ευρέως στην ΕΣΣΔ.
Στις μηχανές ATPR, το νήμα του υφαδιού τοποθετείται χρησιμοποιώντας ξιφίδες, οι οποίες είναι ομοαξονικοί κυλινδρικοί σωλήνες (εξωτερικοί και εσωτερικοί), άκαμπτα συνδεδεμένοι με ακροφύσια. Ο πεπιεσμένος αέρας τροφοδοτείται στο στάγδην του δεξιού ράιερ και αναρροφάται μέσω του καναλιού του αριστερού ξιφαδιού. Το νήμα από τη δεξιά ξιφία περνάει προς τα αριστερά, τη λήψη. Όταν μεταφέρεται μέσα από το υπόστεγο, το νήμα δεν έχει άκαμπτη σύνδεση με τις ράπες. Αφού βγει το ξιφάκι από το λαιμό, το νήμα του υφαδιού μένει μέσα του, κόβεται με ψαλίδι στη δεξιά άκρη και καρφώνεται στην άκρη του υφάσματος με ένα καλάμι.
Στις πνευματικές μηχανές ραπίσματος, παράγεται σχεδόν ολόκληρη η μαζική ποικιλία υφασμάτων από βαμβάκι, βισκόζη και βαμβακερά λινά υφάσματα από λινό, twill και σατέν. Η απόδοση των μηχανών LTPR είναι 1,5-2 φορές υψηλότερη από αυτή των αυτόματων υφαντικών μηχανών. Λειτουργούν σχεδόν αθόρυβα, γεγονός που τους διακρίνει από τις μηχανές μεταφοράς.
Οι πνευματικές μηχανές χωρίς σαΐτα είναι πολύ λιγότερο συνηθισμένες, στις οποίες το νήμα του υφαδιού από μια σταθερή κωνική μπομπίνα κατευθύνεται στο ακροφύσιο και τοποθετείται μέσω του λαιμού με περιοδικά παρεχόμενο πεπιεσμένο αέρα. Ακόμη λιγότερο συχνά, χρησιμοποιούνται υδραυλικές μηχανές, στις οποίες το νήμα του υφαδιού εκτοξεύεται μέσω του λαιμού από έναν πίδακα νερού που παρέχεται υπό πίεση.
Σε ένα ζευγάρι αργαλειούς με ξιφία, η πάπια απλώνεται μέσα από το λαιμό με τη βοήθεια άκαμπτων ή εύκαμπτων ξιφιών που κινούνται το ένα προς το άλλο. Το ένα ξιφάκι, που κουβαλάει ποτό, το περνά στη μέση του φάρυγγα σε ένα άλλο, που έρχεται, τραβώντας το νήμα μέσα από το δεύτερο μισό του φάρυγγα.
Στις μηχανές STB, όπου διατηρείται η αρχή του σχηματισμού υφάσματος από μηχανές σαΐτας, το υφάδι εισάγεται στο υπόστεγο με πλότερ μικρού μεγέθους - μικροσαΐτες. Ο διαχωριστής, που είναι μια μικρή μεταλλική πλάκα, αρπάζει το άκρο του pntp από ένα σταθερό κωνικό καρούλι και το τραβάει από το ανοιχτό στόμιο.
Στην αντίθετη κατεύθυνση, τα στρώματα χωρίς κλωστή κινούνται κάτω από τα νήματα στημονιού με ένα ακάρεα μεταφοράς, το οποίο τα μεταφέρει στην αντίθετη πλευρά του μηχανήματος, ξανά στο κουτί μάχης. Παράλληλα λειτουργούν 13-17 plotter. Η πάπια που βρίσκεται στο λαιμό για να πιει κόβεται και το άκρο της τοποθετείται με ένα άκρο στον επόμενο λαιμό (ακμή υποθήκης).
Οι μηχανές STB μπορούν να δουλέψουν με μηχανισμούς έκκεντρου (έκκεντρου) απόρριψης, με καρότσες και μηχανές ζακάρ. Οι μηχανές STB παράγονται με πλάτος πλήρωσης από 175 έως 330 εκ. Μπορούν να εξοπλιστούν με μηχανές διαμόρφωσης ακμών για την παραγωγή τριών φύλλων ταυτόχρονα. Στις μηχανές STB, που έχουν γίνει ευρέως χρησιμοποιούμενες, παράγονται υφάσματα υψηλής ποιότητας από όλα τα είδη πρώτων υλών, σε μεγάλες ποσότητες - μάλλινα. Η παραγωγικότητα των μηχανών STB είναι 2 2,5 φορές μεγαλύτερη από την παραγωγικότητα των μηχανών μεταφοράς.
Οι αργαλειοί πολλαπλών συνδέσμων είναι επί του παρόντος περιορισμένης χρήσης, αλλά είναι πολλά υποσχόμενοι. Οι μηχανές πολλαπλών σημείων με κυματιστό λαιμό χαρακτηρίζονται από το γεγονός. ότι σε όλο το πλάτος πλήρωσης της μηχανής, κάθε άξονας χωρίζεται σε έναν ορισμένο αριθμό μικρών ομάδων τμημάτων κεφαλής, το πλάτος των οποίων εξαρτάται από το σχέδιο ύφανσης. Κάθε τμήμα οδηγείται από ένα μεμονωμένο έκκεντρο αποβολής.
- Σε επαφή με 0
- Google Plus 0
- Εντάξει 0
- Facebook 0