Η δομική αντοχή εξαρτάται συχνά από την κατάσταση του υλικού στα επιφανειακά στρώματα του εξαρτήματος. Μία από τις μεθόδους επιφανειακής σκλήρυνσης των χαλύβδινων εξαρτημάτων είναι επιφανειακή σκλήρυνση.
Ως αποτέλεσμα της επιφανειακής σκλήρυνσης, η σκληρότητα των επιφανειακών στρωμάτων του προϊόντος αυξάνεται με ταυτόχρονη αύξηση της αντοχής στην τριβή και του ορίου αντοχής.
Κοινό σε όλους τους τύπους επιφανειακής σκλήρυνσης είναι η θέρμανση του επιφανειακού στρώματος του εξαρτήματος στη θερμοκρασία σκλήρυνσης, ακολουθούμενη από ταχεία ψύξη. Αυτές οι μέθοδοι διαφέρουν ως προς τις μεθόδους θέρμανσης εξαρτημάτων. Το πάχος του σκληρυμένου στρώματος κατά την επιφανειακή σκλήρυνση καθορίζεται από το βάθος θέρμανσης.
Οι πιο διαδεδομένες είναι η ηλεκτροθερμική σκλήρυνση με θέρμανση προϊόντων με ρεύματα υψηλής συχνότητας (HFC) και η σκλήρυνση με φλόγα αερίου με θέρμανση με φλόγα αερίου-οξυγόνου ή οξυγόνου-κηροζίνης.
Σκλήρυνση υψηλής συχνότητας.
Η μέθοδος αναπτύχθηκε από τον σοβιετικό επιστήμονα Vologdin V.P.
Βασίζεται στο γεγονός ότι εάν ένα μεταλλικό μέρος τοποθετηθεί σε ένα εναλλασσόμενο μαγνητικό πεδίο που δημιουργείται από έναν αγωγό-επαγωγέα, τότε θα προκληθούν δινορεύματα σε αυτό, προκαλώντας τη θέρμανση του μετάλλου. Όσο μεγαλύτερη είναι η συχνότητα ρεύματος, τόσο πιο λεπτό είναι το σκληρυμένο στρώμα.
Συνήθως, χρησιμοποιούνται γεννήτριες μηχανών με συχνότητα 50 ... 15000 Hz και γεννήτριες λαμπτήρων με συχνότητα μεγαλύτερη από 10 6 Hz. Το βάθος του σκληρυμένου στρώματος είναι έως 2 mm.
Οι επαγωγείς είναι κατασκευασμένοι από χάλκινους σωλήνες, μέσα στους οποίους κυκλοφορεί νερό, για να μην θερμαίνονται. Το σχήμα του επαγωγέα αντιστοιχεί στο εξωτερικό σχήμα του προϊόντος, ενώ το κενό μεταξύ του επαγωγέα και της επιφάνειας του προϊόντος πρέπει να είναι σταθερό.
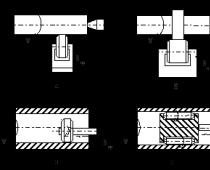
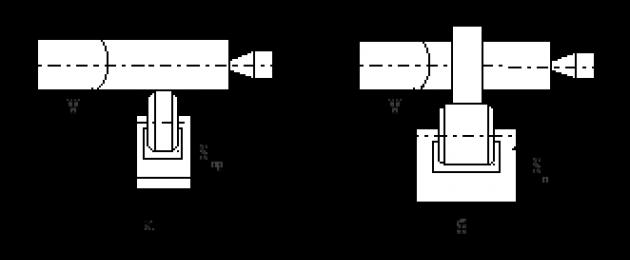
Το σχήμα της τεχνολογικής διαδικασίας σκλήρυνσης HFC φαίνεται στο σχ. 16.2.
Ρύζι. 16.2. Σχέδιο της τεχνολογικής διαδικασίας σκλήρυνσης HDTV
Μετά τη θέρμανση για 3 ... 5 δευτερόλεπτα του επαγωγέα 2, το τμήμα 1 μετακινείται γρήγορα σε μια ειδική συσκευή ψύξης - ψεκαστήρα 3, μέσω των οπών του οποίου το υγρό σβέσης ψεκάζεται στη θερμαινόμενη επιφάνεια.
Ένας υψηλός ρυθμός θέρμανσης μετατοπίζει τους μετασχηματισμούς φάσης σε υψηλότερες θερμοκρασίες. Η θερμοκρασία σκλήρυνσης κατά τη θέρμανση υψηλής συχνότητας πρέπει να είναι υψηλότερη από ό,τι κατά τη συμβατική θέρμανση.
Με τα σωστά συστήματα θέρμανσης, μετά την ψύξη, επιτυγχάνεται μια δομή μαρτενσίτη με λεπτή βελόνα. Η σκληρότητα αυξάνεται κατά 2…4 HRC σε σύγκριση με τη συμβατική σκλήρυνση, η αντοχή στη φθορά και το όριο αντοχής αυξάνονται.
Πριν από την απόσβεση της HDTV, το προϊόν υποβάλλεται σε κανονικοποίηση, και μετά την απόσβεση, χαμηλή σκλήρυνση σε θερμοκρασία 150 ... 200 o C (αυτοσκληρυνόμενο).
Είναι πιο σκόπιμο να χρησιμοποιείται αυτή η μέθοδος για προϊόντα χάλυβα με περιεκτικότητα σε άνθρακα μεγαλύτερη από 0,4%.
Πλεονεκτήματα της μεθόδου:
· Μεγάλη κερδοφορία, δεν χρειάζεται να ζεσταθεί όλο το προϊόν.
υψηλότερες μηχανικές ιδιότητες.
απουσία απανθράκωσης και οξείδωσης της επιφάνειας του εξαρτήματος.
· μείωση του γάμου με στρέβλωση και σχηματισμό ρωγμών σκλήρυνσης.
τη δυνατότητα αυτοματοποίησης της διαδικασίας·
· Η χρήση της σκλήρυνσης HDTV καθιστά δυνατή την αντικατάσταση των κραματοποιημένων χάλυβων με φθηνότερους ανθρακούχους χάλυβες.
Επιτρέπει τη σκλήρυνση μεμονωμένων τμημάτων του εξαρτήματος.
Το κύριο μειονέκτημα της μεθόδου– υψηλό κόστος επαγωγικών εγκαταστάσεων και πηνίων.
Συνιστάται η χρήση σε σειριακή και μαζική παραγωγή.
Σκλήρυνση με φλόγα αερίου.
Η θέρμανση πραγματοποιείται με φλόγα ακετυλενίου-οξυγόνου, αερίου-οξυγόνου ή κηροζίνης-οξυγόνου με θερμοκρασία 3000 ... 3200 o C.
Η δομή του επιφανειακού στρώματος μετά τη σκλήρυνση αποτελείται από μαρτενσίτη, μαρτενσίτη και φερρίτη. Πάχος σκληρυμένης στρώσης 2…4 mm, σκληρότητα 50…56 HRC.
Η μέθοδος χρησιμοποιείται για τη σκλήρυνση μεγάλων προϊόντων με πολύπλοκη επιφάνεια (ελικοειδή γρανάζια, σκουλήκια), για σκλήρυνση κυλίνδρων από χάλυβα και χυτοσίδηρο. Χρησιμοποιείται σε μαζική και ατομική παραγωγή, καθώς και σε εργασίες επισκευής.
Κατά τη θέρμανση μεγάλων προϊόντων, οι καυστήρες και οι συσκευές ψύξης κινούνται κατά μήκος του προϊόντος ή αντίστροφα.
Μειονεκτήματα της μεθόδου:
χαμηλή παραγωγικότητα?
Δυσκολία ρύθμισης του βάθους του σκληρυμένου στρώματος και της θερμοκρασίας θέρμανσης (πιθανότητα υπερθέρμανσης).
Γηράσκων
Η σκλήρυνση εφαρμόζεται σε κράματα που έχουν υποστεί σβέση πολυμορφικού μετασχηματισμού.
Για υλικά που υποβάλλονται σε σβέση χωρίς πολυμορφικό μετασχηματισμό, ισχύει γηράσκων.
Η απόσβεση χωρίς πολυμορφικό μετασχηματισμό είναι μια θερμική επεξεργασία που σταθεροποιεί σε χαμηλότερη θερμοκρασία μια κατάσταση χαρακτηριστική ενός κράματος σε υψηλότερες θερμοκρασίες (υπερκορεσμένο στερεό διάλυμα).
Γηράσκων– θερμική επεξεργασία, στην οποία η κύρια διαδικασία είναι η αποσύνθεση υπερκορεσμένου στερεού διαλύματος.
Ως αποτέλεσμα της γήρανσης, οι ιδιότητες των σκληρυμένων κραμάτων αλλάζουν.
Σε αντίθεση με το σκλήρυνση, μετά τη γήρανση, η αντοχή και η σκληρότητα αυξάνονται και η ολκιμότητα μειώνεται.
Η γήρανση των κραμάτων συνδέεται με μεταβλητή διαλυτότητα της περίσσειας φάσης και η σκλήρυνση κατά τη γήρανση συμβαίνει ως αποτέλεσμα των ιζημάτων διασποράς κατά την αποσύνθεση ενός υπερκορεσμένου στερεού διαλύματος και των εσωτερικών τάσεων που προκύπτουν.
Στα κράματα γήρανσης, τα ιζήματα από στερεά διαλύματα εμφανίζονται στις ακόλουθες κύριες μορφές:
λεπτό φύλλο (σε σχήμα δίσκου).
ισοαξονικό (σφαιρικό ή κυβικό).
· Βελόνα.
Το σχήμα των ιζημάτων καθορίζεται από ανταγωνιστικούς παράγοντες: επιφανειακή ενέργεια και ενέργεια ελαστικής παραμόρφωσης που τείνει στο ελάχιστο.
Η επιφανειακή ενέργεια είναι ελάχιστη για ισοαξονικούς διαχωρισμούς. Η ενέργεια των ελαστικών παραμορφώσεων είναι ελάχιστη για τα ιζήματα με τη μορφή λεπτών πλακών.
Ο κύριος σκοπός της γήρανσης είναι η αύξηση της αντοχής και η σταθεροποίηση των ιδιοτήτων.
Γίνεται διάκριση μεταξύ φυσικής γήρανσης, τεχνητής γήρανσης και μετά από πλαστική παραμόρφωση.
Φυσική γήρανσηονομάζεται αυθόρμητη αύξηση της αντοχής και μείωση της ολκιμότητας ενός σκληρυμένου κράματος, η οποία συμβαίνει κατά τη διαδικασία συγκράτησης του σε κανονική θερμοκρασία.
Η θέρμανση του κράματος αυξάνει την κινητικότητα των ατόμων, γεγονός που επιταχύνει τη διαδικασία.
Η αύξηση της αντοχής κατά τη διατήρηση σε υψηλές θερμοκρασίες ονομάζεται τεχνητή γήρανση.
Η αντοχή σε εφελκυσμό, η αντοχή διαρροής και η σκληρότητα του κράματος αυξάνονται με την αύξηση του χρόνου γήρανσης, φτάνουν στο μέγιστο και στη συνέχεια μειώνονται (φαινόμενο υπεργήρανσης)
Με τη φυσική γήρανση, η υπεργήρανση δεν συμβαίνει. Καθώς η θερμοκρασία ανεβαίνει, το στάδιο υπεργήρανσης φτάνει νωρίτερα.
Εάν ένα σκληρυμένο κράμα, το οποίο έχει τη δομή ενός υπερκορεσμένου στερεού διαλύματος, υποβληθεί σε πλαστική παραμόρφωση, τότε οι διαδικασίες που συμβαίνουν κατά τη γήρανση επιταχύνονται επίσης - αυτό είναι στέλεχος γήρανση.
Η γήρανση περιλαμβάνει όλες τις διεργασίες που συμβαίνουν σε ένα υπερκορεσμένο στερεό διάλυμα: τις διαδικασίες που προετοιμάζουν την απελευθέρωση και τις ίδιες τις διαδικασίες απελευθέρωσης.
Για την πρακτική, η περίοδος επώασης έχει μεγάλη σημασία - ο χρόνος κατά τον οποίο εκτελούνται οι προπαρασκευαστικές διαδικασίες στο σκληρυμένο κράμα, όταν διατηρείται υψηλή πλαστικότητα. Αυτό επιτρέπει την ψυχρή παραμόρφωση μετά το σβήσιμο.
Εάν κατά τη γήρανση συμβαίνουν μόνο διεργασίες απέκκρισης, τότε το φαινόμενο ονομάζεται σκλήρυνση διασποράς.
Μετά τη γήρανση, η αντοχή αυξάνεται και η ολκιμότητα των χάλυβων χαμηλής περιεκτικότητας σε άνθρακα μειώνεται ως αποτέλεσμα της διάσπαρτης καθίζησης στον φερρίτη του τριτογενούς τσιμενίτη και των νιτριδίων.
Η γήρανση είναι ο κύριος τρόπος για τη σκλήρυνση των κραμάτων αλουμινίου και χαλκού, καθώς και πολλών κραμάτων υψηλής θερμοκρασίας.
Πολλά εξαρτήματα μηχανών λειτουργούν υπό τριβή και υπόκεινται σε κρουστικά και λυγιστικά φορτία, επομένως πρέπει να έχουν σκληρή, ανθεκτική στη φθορά επιφάνεια, ισχυρό και ταυτόχρονα παχύρρευστο και όλκιμο πυρήνα. Αυτό επιτυγχάνεται με επιφανειακή σκλήρυνση.
Ο σκοπός της επιφανειακής σκλήρυνσης είναι να αυξήσει την αντοχή, τη σκληρότητα, την αντίσταση στη φθορά των επιφανειακών στρωμάτων των εξαρτημάτων, διατηρώντας παράλληλα έναν παχύρρευστο, πλαστικό πυρήνα για την απορρόφηση των κρουστικών φορτίων.
Για εξαρτήματα μηχανών που λειτουργούν υπό δυναμικά και κυκλικά φορτία, εμφανίζονται ρωγμές κόπωσης στα επιφανειακά στρώματα υπό την επίδραση εφελκυστικών τάσεων. Εάν δημιουργηθούν υπολειμματικές θλιπτικές τάσεις στην επιφάνεια, τότε οι τάσεις εφελκυσμού από φορτία κατά τη λειτουργία θα είναι μικρότερες και το όριο αντοχής (κόπωσης) θα αυξηθεί. Η δημιουργία θλιπτικών τάσεων στα επιφανειακά στρώματα των εξαρτημάτων είναι ο δεύτερος σκοπός της επιφανειακής σκλήρυνσης.
Οι προδιαγραφές για την κατασκευή του εξαρτήματος καθορίζουν τη σκληρότητα και το βάθος του σκληρυμένου στρώματος, καθώς και την αντοχή και τη σκληρότητα του πυρήνα.
Οι κύριες μέθοδοι επιφανειακής σκλήρυνσης μπορούν να χωριστούν σε τρεις ομάδες:
μηχανική - πλαστική παραμόρφωση των επιφανειακών στρωμάτων, δημιουργία σκλήρυνσης εργασίας (σκληρή δουλειά).
θερμική - επιφανειακή σκλήρυνση.
χημική-θερμική επεξεργασία (ενανθράκωση, νιτρίωση, επιχρωμίωση και άλλα).
3.1. Επιφανειακή σκλήρυνση
Η σκλήρυνση του μετάλλου υπό την επίδραση ψυχρής πλαστικής παραμόρφωσης ονομάζεται σκλήρυνση εργασίας ή σκλήρυνση εργασίας. Σε αυτή την περίπτωση, η δομή του μετάλλου αλλάζει: το κρυσταλλικό πλέγμα παραμορφώνεται και οι κόκκοι παραμορφώνονται, δηλ. μετατρέπονται από ισοαξονικοί σε μη ισοαξονικοί (με τη μορφή κέικ, τηγανίτα, Εικ. 1). Αυτό συνοδεύεται από αύξηση της σκληρότητας και της αντοχής κατά 1,5 - 3 φορές. Οι θλιπτικές τάσεις που προκύπτουν στο σκληρυμένο κατά την εργασία στρώμα αυξάνουν την αντοχή στην κόπωση. Η σκλήρυνση της επιφάνειας από πλαστική παραμόρφωση αυξάνει την αξιοπιστία των εξαρτημάτων, μειώνει την ευαισθησία στους συγκεντρωτές τάσεων, αυξάνει την αντοχή στη φθορά και τη διάβρωση και εξαλείφει τα ίχνη προηγούμενης επεξεργασίας.
Ρύζι. 1. Επίδραση της πλαστικής παραμόρφωσης στη μεταλλική μικροδομή:
α - πριν από την παραμόρφωση. β - μετά από παραμόρφωση
Οι περισσότερες εργασίες σκλήρυνσης μπορούν να εκτελεστούν σε μηχανές κοπής μετάλλων γενικής χρήσης (τόρισμα, πλάνισμα, διάτρηση) χρησιμοποιώντας εξαρτήματα που έχουν απλό σχεδιασμό. Αυτές οι εργασίες σκλήρυνσης είναι πιο αποτελεσματικές για μέταλλα με σκληρότητα έως HB250 - 280.
Roller και ball rolling- μια λειτουργία κατά την οποία ένας κύλινδρος (μπάλα) από σκληρυμένο χάλυβα, που κυλά γύρω από μια σκληρυμένη επιφάνεια με δεδομένο φορτίο (πίεση), παραμορφώνεται, δηλ. συνθλίβει το επιφανειακό στρώμα του μετάλλου σε ένα ορισμένο βάθος (Εικ. 2). Υπάρχει σκλήρυνση - σκλήρυνση. Το βάθος του σκληρυμένου στρώματος είναι 0,5 - 2,0 mm. Αυτή η μέθοδος ενισχύει κυρίως μέρη όπως σώματα περιστροφής (άξονες, άξονες, χιτώνια) ή επίπεδες επιφάνειες σημαντικού μεγέθους.
Πυροβολοβολή- μια λειτουργία κατά την οποία σωματίδια σκληρού μετάλλου (πυροβολισμός), που πετούν έξω από τον εκτοξευτήρα με υψηλή ταχύτητα (90 - 150 m / s), χτυπούν τη σκληρυμένη επιφάνεια και εμφανίζεται σκλήρυνση. Αυξάνονται τα όρια αντοχής, σκληρότητας και κόπωσης. Το πάχος του σκληρυμένου στρώματος είναι 0,2 - 0,4 mm. Τα ελατήρια, τα ελατήρια, οι τροχοί γραναζιών, οι άξονες στρέψης κ.λπ. υπόκεινται σε σκλήρυνση με βολή. φορές).
ρε  Η ισχυρή ανατίναξη είναι η τελική τεχνολογική λειτουργία για εξαρτήματα μετά από μηχανική και θερμική επεξεργασία. Ο εξοπλισμός είναι shot blaster. Τα πιο συνηθισμένα είναι τα μηχανικά shot blaster με υψηλή παραγωγικότητα. Βολή - σωματίδια σφαιρικού σχήματος από σκληρό χάλυβα ή λευκό χυτοσίδηρο. Το τρύπημα του κανονικοποιημένου χάλυβα βαθμού 20 αυξάνει τη σκληρότητα κατά 40%, και του χάλυβα ποιότητας 45 κατά 20%. υπολειπόμενη θλιπτική τάση στην επιφάνεια - έως 80 MPa.
Η ισχυρή ανατίναξη είναι η τελική τεχνολογική λειτουργία για εξαρτήματα μετά από μηχανική και θερμική επεξεργασία. Ο εξοπλισμός είναι shot blaster. Τα πιο συνηθισμένα είναι τα μηχανικά shot blaster με υψηλή παραγωγικότητα. Βολή - σωματίδια σφαιρικού σχήματος από σκληρό χάλυβα ή λευκό χυτοσίδηρο. Το τρύπημα του κανονικοποιημένου χάλυβα βαθμού 20 αυξάνει τη σκληρότητα κατά 40%, και του χάλυβα ποιότητας 45 κατά 20%. υπολειπόμενη θλιπτική τάση στην επιφάνεια - έως 80 MPa.
Ρύζι. 2. Σχέδια κυλιόμενων (α, β) και κυλιόμενων (γ, δ) επιφανειών
ρε  Η ισχυρή αμμοβολή χρησιμοποιείται ως αποτελεσματική μέθοδος για την αύξηση της αντοχής των προϊόντων από σφυρήλατο και χυτό χάλυβα, για τη σκλήρυνση των όλκιμων χυτοσιδήρων.
Η ισχυρή αμμοβολή χρησιμοποιείται ως αποτελεσματική μέθοδος για την αύξηση της αντοχής των προϊόντων από σφυρήλατο και χυτό χάλυβα, για τη σκλήρυνση των όλκιμων χυτοσιδήρων.
Αυτές οι μέθοδοι σκλήρυνσης είναι πιο κοινές στη μηχανολογία. Εκτός από αυτά, χρησιμοποιείται κύλιση με δόνηση (Εικ. 3), βαθμονόμηση οπών (Εικ. 4), στίλβωση με διαμάντια κ.λπ.

Ρύζι. Εικ. 4. Σχέδια βαθμονόμησης οπών: α - με μπάλα. β, γ - μανδρέλι
Ο προηγουμένως θεωρημένος μηχανισμός πλαστικής παραμόρφωσης μας επιτρέπει να συμπεράνουμε ότι η διαδικασία διάτμησης στους κρυστάλλους υπό τη δράση εξωτερικών τάσεων θα είναι τόσο πιο εύκολη όσο περισσότερες είναι οι εξαρθρώσεις στο μέταλλο. Μετά την πλαστική παραμόρφωση, η πυκνότητα εξάρθρωσης αυξάνεται και φτάνει στην τιμή...
Μοιραστείτε εργασία στα κοινωνικά δίκτυα
Εάν αυτό το έργο δεν σας ταιριάζει, υπάρχει μια λίστα με παρόμοια έργα στο κάτω μέρος της σελίδας. Μπορείτε επίσης να χρησιμοποιήσετε το κουμπί αναζήτησης
ΔΙΑΛΕΞΗ 5
ΜΕΘΟΔΟΙ ΕΝΙΣΧΥΣΗΣ ΥΛΙΚΩΝ
Προηγουμένως, εξετάστηκαν οι μηχανικές ιδιότητες των μετάλλων και των κραμάτων. Η κύρια ιδιότητα για τα υλικά μηχανικής είναι η αντοχή. Ωστόσο, το επίπεδο αντοχής των υλικών στην αρχική κατάσταση δεν αντιστοιχεί πάντα στις απαιτούμενες τιμές.
Σε αυτήν την περίπτωση, είναι απαραίτητο να βελτιωθούν τα χαρακτηριστικά αντοχής για αυτό το κράμα χρησιμοποιώντας μία από τις μεθόδους σκλήρυνσης.
Οι μέθοδοι σκλήρυνσης περιλαμβάνουν:
- Ψυχρή πλαστική παραμόρφωση (CPD).
- Θερμική επεξεργασία.
- Κραματοποίηση (εισαγωγή πρόσθετων χημικών στοιχείων στη σύνθεση του κράματος).
- Χημική-θερμική επεξεργασία (σκλήρυνση επιφανειακών στρωμάτων μετάλλου και τμημάτων μικρών τμημάτων).
- Μηχανοθερμική επεξεργασία (συνδυασμός μηχανικής και θερμικής επεξεργασίας).
ΣΚΛΗΡΥΝΣΗ ΜΕ ΤΗ ΜΕΘΟΔΟ ΤΗΣ ΨΥΧΡΗΣ ΠΛΑΣΤΙΚΗΣ ΠΑΡΑΡΜΟΡΦΩΣΗΣ
Ο προηγουμένως θεωρημένος μηχανισμός πλαστικής παραμόρφωσης επιτρέπει
Για να καταλήξουμε στο συμπέρασμα ότι η διαδικασία διάτμησης στους κρυστάλλους υπό την επίδραση εξωτερικών τάσεων θα είναι τόσο πιο εύκολη, τόσο περισσότερες είναι οι εξαρθρώσεις στο μέταλλο.
Μετά την πλαστική παραμόρφωση, η πυκνότητα της εξάρθρωσης αυξάνεται και φτάνει σε τιμή 10 8 10 10 cm -2 . Σε αυτή την περίπτωση, σχηματίζονται συστάδες εξαρθρώσεων: πλέγματα με τη μορφή μπερδέματος εξαρθρώσεων. Καθώς ο βαθμός παραμόρφωσης αυξάνεται, η πυκνότητα εξάρθρωσης αυξάνεται στο 10 11 10 12 cm -2 .
Η αύξηση της αντοχής με την αύξηση της πυκνότητας των εξαρθρώσεων εξηγείται από το γεγονός ότι σε αυτή την περίπτωση δεν προκύπτουν μόνο εξαρθρήματα παράλληλες μεταξύ τους, αλλά και εξαρθρήματα σε διαφορετικά κρυσταλλογραφικά επίπεδα και κατευθύνσεις. Τέτοιες εξαρθρώσεις θα εμποδίσουν η μία την άλλη να κινηθεί και η πραγματική αντοχή του μετάλλου αυξάνεται, αφού η κίνηση των εξαρθρώσεων επιβραδύνεται και η πλαστική παραμόρφωση μειώνεται.
Η σκλήρυνση του μετάλλου υπό τη δράση πλαστικής παραμόρφωσης ονομάζεταιψυχρή σκλήρυνση. Με την αύξηση του βαθμού παραμόρφωσης, η αντοχή και η σκληρότητα αυξάνονται και η ικανότητα πλαστικής παραμόρφωσης μειώνεται (Εικ. 5.1).
Εικ.5.1. Αλλαγή στις ιδιότητες του μετάλλου με αυξανόμενο βαθμό
Παραμορφώσεις.
Βαθμός προπαραμόρφωσηςκαθορίζεται από το χαρακτηριστικόε και υπολογίζεται ως ο λόγος της διαφοράς μεταξύ του πάχους των τεμαχίων πριν από την παραμόρφωση (Н) και μετά την παραμόρφωση (h) προς το αρχικό πάχος Н:
ε = [(H - h) / H] ∙ 100% .
Η αύξηση του αριθμού των εξαρθρώσεων και η εμφάνιση εσωτερικών τάσεων ως αποτέλεσμα της σκλήρυνσης οδηγεί στο γεγονός ότι η ελεύθερη ενέργεια του μετάλλου αυξάνεται και περνά σε μια μη ισορροπημένη, ασταθή κατάσταση. Η θέρμανση του μετάλλου θα πρέπει να συμβάλλει στην επιστροφή του μετάλλου σε μια πιο σταθερή αρχική δομική κατάσταση.
Ακόμη και με μια ελαφρά θέρμανση, οι παραμορφώσεις του κρυσταλλικού πλέγματος αφαιρούνται, η πυκνότητα εξάρθρωσης μειώνεται και οι εσωτερικές τάσεις μειώνονται. Σε αυτή την περίπτωση, δεν παρατηρούνται ορατές αλλαγές στη δομή και διατηρείται το επίμηκες σχήμα των κόκκων. Αυτή η διαδικασία ονομάζεταιΕΠΙΣΤΡΟΦΗ . Κατά την επιστροφή, η αντοχή μειώνεται ελαφρώς (κατά 20 - 30%) και η ολκιμότητα αυξάνεται ελαφρώς.
Με την αύξηση της θερμοκρασίας θέρμανσης, η κινητικότητα των ατόμων αυξάνεται και σχηματίζονται νέοι κόκκοι αντί για μια προσανατολισμένη ινώδη δομή. Ο σχηματισμός και η ανάπτυξη νέων ισοαξονικών κόκκων ονομάζεταιανακρυστάλλωση.

Εικ.5.2. Σχέδιο της διαδικασίας ανακρυστάλλωσης σε ένα παραμορφωμένο
μέταλλο όταν θερμαίνεται.
Η διαδικασία ανακρυστάλλωσης προχωρά σε δύο στάδια:
Πρώτο στάδιο - επεξεργασία ανακρυστάλλωσης- η διαδικασία σχηματισμού νέων κόκκων.
Δεύτερο επίπεδο - συλλογική ανακρυστάλλωση- τη διαδικασία ανάπτυξης νεοσχηματισμένων ανακρυσταλλωμένων κόκκων (Εικ. 5.2).
Νέοι κόκκοι εμφανίζονται στα όρια των παλαιών κόκκων. Η διαδικασία της πρωτογενούς ανακρυστάλλωσης είναι θερμοδυναμικά ευνοϊκή, καθώς η μετάβαση ενός παραμορφωμένου μετάλλου σε μια πιο σταθερή κατάσταση ισορροπίας συνοδεύεται από μείωση της ελεύθερης ενέργειας.
Η θερμοκρασία στην οποία εμφανίζονται νέοι κόκκοι και μεταβάλλονται οι μηχανικές ιδιότητες ονομάζεταιθερμοκρασία ανακρυστάλλωσης(Τ ρ ).
Εξαρτάται από τη θερμοκρασία τήξης.
T p \u003d a ∙ T pl,
όπου α είναι ένας συντελεστής που εξαρτάται από τη σύσταση και τη δομή του μετάλλου.
- για καθαρά μέταλλα: Τ p \u003d 0,3 - 0,4 ∙ Tm;
- για κράματα: T p \u003d 0,7 - 0,8 ∙ Tm.
Η αλλαγή στη δομή και τις ιδιότητες του παραμορφωμένου μετάλλου κατά τη θέρμανση φαίνεται στο Σχ. 5.3.

Ρύζι. 5.3. Σχέδιο αλλαγών στη δομή και τις ιδιότητες του παραμορφωμένου μετάλλου κατά τη θέρμανση:
1-2 επιστροφή? 2-3 πρωτογενής κρυστάλλωση. 3-4 συλλογική ανακρυστάλλωση
Έτσι, εάν είναι απαραίτητο να αφαιρεθεί η σκλήρυνση, τότε το παραμορφωμένο μέταλλο θα πρέπει να θερμανθεί σε θερμοκρασία υψηλότερη από τη θερμοκρασία ανακρυστάλλωσης.
Όσον αφορά τη θερμοκρασία ανακρυστάλλωσης, διακρίνεται η ψυχρή και η θερμή παραμόρφωση. Η ψυχρή παραμόρφωση πραγματοποιείται σε θερμοκρασίες κάτω από τη θερμοκρασία ανακρυστάλλωσης και είναι μια μέθοδος ενίσχυσης μετάλλων και κραμάτων. Η θερμή παραμόρφωση πραγματοποιείται σε θερμοκρασίες πάνω από τη θερμοκρασία ανακρυστάλλωσης. Έτσι, κατά τη διάρκεια της επεξεργασίας με μηχανική πίεση, λαμβάνουν χώρα δύο διεργασίες: σκλήρυνση λόγω πλαστικής παραμόρφωσης και επακόλουθη μαλάκυνση κατά την ανακρυστάλλωση.
Άλλες σχετικές εργασίες που μπορεί να σας ενδιαφέρουν.vshm> |
|||
| 15543. | Σύγχρονες μέθοδοι πειραματικής μελέτης οικοδομικών υλικών. Προσδιορισμός θλιπτικής αντοχής. Ανάλυση φάσης ακτίνων Χ υλικών σκόνης | 454,52 KB | |
| Αναδευτήρας για ανάμιξη τσιμεντοκονίας, τραπέζι ανακίνησης, καλούπι κώνου, ξιφολόγχη, αποσπώμενα καλούπια για την κατασκευή δοκών δειγμάτων, ακροφύσιο για καλούπια, πλατφόρμα δόνησης, συσκευή δοκιμής κάμψης, πρέσα για τον προσδιορισμό της αντοχής σε θλίψη, πλάκες για τη μεταφορά του φορτίου σύμφωνα με το GOST 310.4. | |||
| 3320. | Συζήτηση του συγκεντρωμένου υλικού για την υγειονομική αγωγή με μαθητές. Διόρθωση υλικού που συνέταξαν μαθητές | 13,12 KB | |
| Ο δάσκαλος εισάγει τους μαθητές στους στόχους και τους στόχους του επερχόμενου μαθήματος. Στη συνέχεια κάθε μαθητής διαβάζει το κείμενο της συνομιλίας ή της διάλεξης που έγραψε στο σπίτι. Μετά τη συζήτηση, ο δάσκαλος διορθώνει κάθε συζήτηση και διάλεξη, επισημαίνει τις ελλείψεις, εάν υπάρχουν, τα λάθη που έγιναν. | |||
| 20016. | Λογιστική Υλικών | 42,24KB | |
| Η συνέχεια της παραγωγής απαιτεί να υπάρχει συνεχώς σε απόθεμα επαρκής ποσότητα πρώτων υλών και υλικών ώστε να καλύπτονται πλήρως οι ανάγκες της παραγωγής σε οποιαδήποτε στιγμή της χρήσης τους. Σκοπός και στόχοι της εργασίας είναι η μελέτη λογιστικού υλικού. 1 Η έννοια και τα χαρακτηριστικά των υλικών Σύμφωνα με τους Λογιστικούς Κανονισμούς Λογιστική για τα αποθέματα PBU 5 011, τα περιουσιακά στοιχεία γίνονται δεκτά για λογιστική ως αποθέματα1: υλικά που χρησιμοποιούνται ως πρώτες ύλες ... | |||
| 1984. | Υλικά χύτευσης | 300,8 KB | |
| Ιστορικά, αυτές οι διεργασίες έχουν χωριστεί σε παραδοσιακές, που τις περισσότερες φορές σημαίνουν μόνο χύτευση σε καλούπια από άμμο-πηλό και όλες τις άλλες ειδικές τεχνολογίες χύτευσης. Το κύριο χαρακτηριστικό της παραδοσιακής μεθόδου χύτευσης μπορεί να θεωρηθεί τα πιο σημαντικά χαρακτηριστικά του κύριου εργαλείου της τεχνολογικής διαδικασίας - του καλουπιού. Ένα επιπλέον υποχρεωτικό χαρακτηριστικό πλήρωσης του καλουπιού με τήγμα με τη βαρυτική μέθοδο από πάνω από την κουτάλα μέσω του συστήματος πύλης. Τα υπόλοιπα χαρακτηριστικά του καλουπιού χύτευσης είναι η ογκομετρική φιάλη κελύφους... | |||
| 1512. | Τεχνητή ξήρανση υλικών | 136,65 KB | |
| Η ξήρανση είναι η θερμική διαδικασία αφαίρεσης της υγρασίας από στερεά υλικά ή διαλύματα με εξάτμιση. Σε αυτή την περίπτωση, μία μηχανική αφυδάτωση του υλικού στις περισσότερες περιπτώσεις είναι ανεπαρκής, καθώς παρέχει μόνο μερική αφαίρεση της ελεύθερης υγρασίας. Ως εκ τούτου, συχνά συνδυάζονται διάφορες μέθοδοι αφαίρεσης της υγρασίας. Η φυσική ξήρανση πραγματοποιείται συνήθως σε ανοιχτό χώρο κάτω από υπόστεγα ή σε ειδικά υπόστεγα και είναι μια διαδικασία με ... | |||
| 13428. | Γενικά χαρακτηριστικά υλικών θέρμανσης | 1,85 MB | |
| Γενικά χαρακτηριστικά θέρμανσης με ακτινοβολία λέιζερ Ας εξετάσουμε τις θερμικές επιδράσεις σε συμπυκνωμένα μέσα και τα κύρια χαρακτηριστικά της κινητικής θερμοκρασίας κατά την έκθεση στο λέιζερ. Όταν εξετάζουμε τις διαδικασίες της επίδρασης LR στα υλικά, είναι απαραίτητο να γνωρίζουμε τα ενεργειακά χαρακτηριστικά: το απορροφούμενο κλάσμα της προσπίπτουσας ροής, τη μέγιστη πυκνότητα ισχύος LR, τη διάρκεια του παλμού, το μήκος κύματος, τη χωρική κατανομή της πυκνότητας ισχύος και την συνθήκες εστίασης. Για να περιγράψουμε τις πηγές θερμότητας σε... | |||
| 13489. | Καταστροφή απορροφητικών υλικών με λέιζερ | 380,35 KB | |
| Γενικά χαρακτηριστικά των μηχανισμών καταστροφής λέιζερ Ο όρος καταστροφή υπό την επίδραση ισχυρών ροών LR σε μια ουσία είναι υπό όρους, καθώς σε σχεδόν οποιαδήποτε πυκνότητα ροής στον όγκο μιας ουσίας, συμβαίνουν φυσικές διεργασίες που προκαλούν μη αναστρέψιμες αλλαγές που σχετίζονται, για παράδειγμα, με διάχυση μιας ουσίας ή δημιουργία δομικών ατελειών. Ας συμφωνήσουμε να κατανοήσουμε την καταστροφή υλικών υπό την επίδραση του LR ως το σχηματισμό κοιλοτήτων στην ουσία που προκαλείται από την αφαίρεση μέρους του όγκου λόγω διεργασιών εξάτμισης. Όταν ξεπεραστεί το όριο... | |||
| 6526. | Τα κύρια καθήκοντα της αντοχής των υλικών | 178,81 KB | |
| Οι εξωτερικές δυνάμεις προκαλούν παραμόρφωση του σώματος μ. Η εκδήλωση των ιξωδών ιδιοτήτων του υλικού περιλαμβάνει ερπυσμό, αύξηση παραμόρφωσης σε σταθερό φορτίο και χαλάρωση, μείωση εσωτερικών δυνάμεων σε σταθερή συνολική τιμή παραμόρφωσης. Αφήστε ένα πραγματικό άκαμπτο σώμα να βρίσκεται σε ισορροπία υπό τη δράση εξωτερικών... | |||
| 13066. | Τεχνολογία διαμόρφωσης υλικού | 6,37 MB | |
| Η στοιχειώδης διεργασία ΜΜΑ μπορεί να αναπαρασταθεί ως η πρόσκρουση εξωτερικών δυνάμεων σε ένα ημικατεργασμένο προϊόν δεδομένου σχήματος από ένα μέταλλο ή κράμα για να επιτευχθεί η απαιτούμενη τελική διαμόρφωση.Σε αυτή την περίπτωση, ο παραμορφωμένος όγκος του μετάλλου ή του κράματος μπορεί να είναι σε διάφορες καταστάσεις πλαστικότητας υπό ψυχρή θερμή παραμόρφωση. σε κατάσταση υπερπλαστικότητας ή υπό υδροστατική πίεση. Με τη σειρά τους, μεταλλουργικές διεργασίες που έχουν σχεδιαστεί για να σχηματίζουν ημικατεργασμένα προϊόντα με τη μορφή φύλλου προφίλ σωλήνων και ράβδων από τα οποία ... | |||
| 3820. | Επιστήμη υλικών (τεχνολογία δομικών υλικών) | 2,61 MB | |
| Χάλυβες: ταξινόμηση αυτόματων χάλυβων. Ανθρακούχα και κράματα δομικών χάλυβων. ιδιότητες θερμικής επεξεργασίας. Ανθεκτικοί στη διάβρωση χάλυβες και κράματα ανθεκτικά στη θερμότητα. Υλικά εργαλείων: χάλυβες εργαλείων και υψηλής ταχύτητας, σκληρά κράματα και κεραμικά κοπής, υπερσκληρά υλικά, υλικά για λειαντικά εργαλεία. | |||
Η θερμομηχανική επεξεργασία χρησιμοποιείται επίσης και για άλλα κράματα.
Επιφανειακή σκλήρυνση χαλύβδινων εξαρτημάτων.
Η δομική αντοχή εξαρτάται συχνά από την κατάσταση του υλικού στα επιφανειακά στρώματα του εξαρτήματος. Μία από τις μεθόδους επιφανειακής σκλήρυνσης των χαλύβδινων εξαρτημάτων είναι η επιφανειακή σκλήρυνση.
Ως αποτέλεσμα της επιφανειακής σκλήρυνσης, η σκληρότητα των επιφανειακών στρωμάτων του προϊόντος αυξάνεται με ταυτόχρονη αύξηση της αντοχής στην τριβή και του ορίου αντοχής.
Κοινό σε όλους τους τύπους επιφανειακής σκλήρυνσης είναι η θέρμανση του επιφανειακού στρώματος του εξαρτήματος στη θερμοκρασία σκλήρυνσης, ακολουθούμενη από ταχεία ψύξη. Αυτές οι μέθοδοι διαφέρουν ως προς τις μεθόδους θέρμανσης εξαρτημάτων. Το πάχος του σκληρυμένου στρώματος κατά την επιφανειακή σκλήρυνση καθορίζεται από το βάθος θέρμανσης.
Οι πιο διαδεδομένες είναι η ηλεκτροθερμική σκλήρυνση με θέρμανση προϊόντων με ρεύματα υψηλής συχνότητας (HFC) και η σκλήρυνση με φλόγα αερίου με θέρμανση με φλόγα αερίου-οξυγόνου ή οξυγόνου-κηροζίνης.
Σκλήρυνση υψηλής συχνότητας.
Η μέθοδος αναπτύχθηκε από τον σοβιετικό επιστήμονα Vologdin V.P.
Βασίζεται στο γεγονός ότι εάν ένα μεταλλικό μέρος τοποθετηθεί σε ένα εναλλασσόμενο μαγνητικό πεδίο που δημιουργείται από έναν αγωγό-επαγωγέα, τότε θα προκληθούν δινορεύματα σε αυτό, προκαλώντας τη θέρμανση του μετάλλου. Όσο μεγαλύτερη είναι η συχνότητα ρεύματος, τόσο πιο λεπτό είναι το σκληρυμένο στρώμα.
Συνήθως, χρησιμοποιούνται γεννήτριες μηχανών με συχνότητα 50 ... 15000 Hz και γεννήτριες λαμπτήρων με συχνότητα μεγαλύτερη από 10 6 Hz. Το βάθος του σκληρυμένου στρώματος είναι έως 2 mm.
Οι επαγωγείς είναι κατασκευασμένοι από χάλκινους σωλήνες, μέσα στους οποίους κυκλοφορεί νερό, για να μην θερμαίνονται. Το σχήμα του επαγωγέα αντιστοιχεί στο εξωτερικό σχήμα του προϊόντος, ενώ το κενό μεταξύ του επαγωγέα και της επιφάνειας του προϊόντος πρέπει να είναι σταθερό.
Το σχήμα της τεχνολογικής διαδικασίας σκλήρυνσης HFC φαίνεται στο σχ. 16.2.
Ρύζι. 16.2. Σχέδιο της τεχνολογικής διαδικασίας σκλήρυνσης HDTV
Μετά τη θέρμανση για 3 ... 5 δευτερόλεπτα του επαγωγέα 2, το τμήμα 1 μετακινείται γρήγορα σε μια ειδική συσκευή ψύξης - ψεκαστήρα 3, μέσω των οπών του οποίου το υγρό σβέσης ψεκάζεται στη θερμαινόμενη επιφάνεια.
Ένας υψηλός ρυθμός θέρμανσης μετατοπίζει τους μετασχηματισμούς φάσης σε υψηλότερες θερμοκρασίες. Η θερμοκρασία σκλήρυνσης κατά τη θέρμανση υψηλής συχνότητας πρέπει να είναι υψηλότερη από ό,τι κατά τη συμβατική θέρμανση.
Με τα σωστά συστήματα θέρμανσης, μετά την ψύξη, επιτυγχάνεται μια δομή μαρτενσίτη με λεπτή βελόνα. Η σκληρότητα αυξάνεται κατά 2…4 HRC σε σύγκριση με τη συμβατική σκλήρυνση, η αντοχή στη φθορά και το όριο αντοχής αυξάνονται.
Πριν από την απόσβεση της HDTV, το προϊόν υποβάλλεται σε κανονικοποίηση, και μετά την απόσβεση, χαμηλή σκλήρυνση σε θερμοκρασία 150 ... 200 o C (αυτοσκληρυνόμενο).
Είναι πιο σκόπιμο να χρησιμοποιείται αυτή η μέθοδος για προϊόντα χάλυβα με περιεκτικότητα σε άνθρακα μεγαλύτερη από 0,4%.
Πλεονεκτήματα της μεθόδου:
- υψηλή απόδοση, δεν χρειάζεται να θερμανθεί ολόκληρο το προϊόν.
- υψηλότερες μηχανικές ιδιότητες.
- έλλειψη απανθράκωσης και οξείδωσης της επιφάνειας του εξαρτήματος.
- μείωση του γάμου με στρέβλωση και σχηματισμό ρωγμών σκλήρυνσης.
- τη δυνατότητα αυτοματοποίησης της διαδικασίας·
- Η χρήση της σκλήρυνσης HDTV καθιστά δυνατή την αντικατάσταση των κραματοποιημένων χάλυβων με φθηνότερους ανθρακούχους χάλυβες.
- επιτρέπει τη σκλήρυνση μεμονωμένων τμημάτων του εξαρτήματος.
Το κύριο μειονέκτημα της μεθόδου είναι το υψηλό κόστος των επαγωγικών εγκαταστάσεων και των πηνίων.
Συνιστάται η χρήση σε σειριακή και μαζική παραγωγή.
Σκλήρυνση με φλόγα αερίου.
Η θέρμανση πραγματοποιείται με φλόγα ακετυλενίου-οξυγόνου, αερίου-οξυγόνου ή κηροζίνης-οξυγόνου με θερμοκρασία 3000 ... 3200 o C.
Η δομή του επιφανειακού στρώματος μετά τη σκλήρυνση αποτελείται από μαρτενσίτη, μαρτενσίτη και φερρίτη. Πάχος σκληρυμένης στρώσης 2…4 mm, σκληρότητα 50…56 HRC.
Η μέθοδος χρησιμοποιείται για τη σκλήρυνση μεγάλων προϊόντων με πολύπλοκη επιφάνεια (ελικοειδή γρανάζια, σκουλήκια), για σκλήρυνση κυλίνδρων από χάλυβα και χυτοσίδηρο. Χρησιμοποιείται σε μαζική και ατομική παραγωγή, καθώς και σε εργασίες επισκευής.
Κατά τη θέρμανση μεγάλων προϊόντων, οι καυστήρες και οι συσκευές ψύξης κινούνται κατά μήκος του προϊόντος ή αντίστροφα.
Μειονεκτήματα της μεθόδου:
- χαμηλή απόδοση;
- δυσκολία ρύθμισης του βάθους του σκληρυμένου στρώματος και της θερμοκρασίας θέρμανσης (πιθανότητα υπερθέρμανσης).
Γηράσκων.
Η σκλήρυνση εφαρμόζεται σε κράματα που έχουν υποστεί σβέση πολυμορφικού μετασχηματισμού.
Υλικά που σβήνονται χωρίς πολυμορφικό μετασχηματισμό παλαιώνουν.
Η απόσβεση χωρίς πολυμορφικό μετασχηματισμό είναι μια θερμική επεξεργασία που σταθεροποιεί σε χαμηλότερη θερμοκρασία μια κατάσταση χαρακτηριστική ενός κράματος σε υψηλότερες θερμοκρασίες (υπερκορεσμένο στερεό διάλυμα).
Η γήρανση είναι μια θερμική επεξεργασία στην οποία η κύρια διαδικασία είναι η αποσύνθεση ενός υπερκορεσμένου στερεού διαλύματος.
Ως αποτέλεσμα της γήρανσης, οι ιδιότητες των σκληρυμένων κραμάτων αλλάζουν.
Σε αντίθεση με το σκλήρυνση, μετά τη γήρανση, η αντοχή και η σκληρότητα αυξάνονται και η ολκιμότητα μειώνεται.
Η γήρανση των κραμάτων συνδέεται με μεταβλητή διαλυτότητα της περίσσειας φάσης και η σκλήρυνση κατά τη γήρανση συμβαίνει ως αποτέλεσμα των ιζημάτων διασποράς κατά την αποσύνθεση ενός υπερκορεσμένου στερεού διαλύματος και των εσωτερικών τάσεων που προκύπτουν.
Στα κράματα γήρανσης, τα ιζήματα από στερεά διαλύματα εμφανίζονται στις ακόλουθες κύριες μορφές:
- λεπτό φύλλο (σε σχήμα δίσκου).
- ισοαξονικό (σφαιρικό ή κυβικό).
- βελόνα.
Το σχήμα των ιζημάτων καθορίζεται από ανταγωνιστικούς παράγοντες: επιφανειακή ενέργεια και ενέργεια ελαστικής παραμόρφωσης που τείνει στο ελάχιστο.
Η επιφανειακή ενέργεια είναι ελάχιστη για ισοαξονικούς διαχωρισμούς. Η ενέργεια των ελαστικών παραμορφώσεων είναι ελάχιστη για τα ιζήματα με τη μορφή λεπτών πλακών.
Ο κύριος σκοπός της γήρανσης είναι η αύξηση της αντοχής και η σταθεροποίηση των ιδιοτήτων.
Γίνεται διάκριση μεταξύ φυσικής γήρανσης, τεχνητής γήρανσης και μετά από πλαστική παραμόρφωση.
Η φυσική γήρανση είναι μια αυθόρμητη αύξηση της αντοχής και μια μείωση της ολκιμότητας ενός σκληρυμένου κράματος, που συμβαίνει κατά τη διαδικασία συγκράτησης του σε κανονική θερμοκρασία.
Η θέρμανση του κράματος αυξάνει την κινητικότητα των ατόμων, γεγονός που επιταχύνει τη διαδικασία.
Η αύξηση της αντοχής κατά την έκθεση σε υψηλές θερμοκρασίες ονομάζεται τεχνητή γήρανση.
Η αντοχή σε εφελκυσμό, η αντοχή διαρροής και η σκληρότητα του κράματος αυξάνονται με την αύξηση του χρόνου γήρανσης, φτάνουν στο μέγιστο και στη συνέχεια μειώνονται (φαινόμενο υπεργήρανσης)
Με τη φυσική γήρανση, η υπεργήρανση δεν συμβαίνει. Καθώς η θερμοκρασία ανεβαίνει, το στάδιο υπεργήρανσης φτάνει νωρίτερα.
Εάν ένα σκληρυμένο κράμα που έχει τη δομή ενός υπερκορεσμένου στερεού διαλύματος υποβληθεί σε πλαστική παραμόρφωση, τότε οι διεργασίες που συμβαίνουν κατά τη γήρανση επιταχύνονται επίσης - αυτή είναι η γήρανση παραμόρφωσης.
Η γήρανση περιλαμβάνει όλες τις διεργασίες που συμβαίνουν σε ένα υπερκορεσμένο στερεό διάλυμα: τις διαδικασίες που προετοιμάζουν την απελευθέρωση και τις ίδιες τις διαδικασίες απελευθέρωσης.
Για την πρακτική, η περίοδος επώασης έχει μεγάλη σημασία - ο χρόνος κατά τον οποίο εκτελούνται οι προπαρασκευαστικές διαδικασίες στο σκληρυμένο κράμα, όταν διατηρείται υψηλή πλαστικότητα. Αυτό επιτρέπει την ψυχρή παραμόρφωση μετά το σβήσιμο.
Εάν κατά τη διάρκεια της γήρανσης συμβαίνουν μόνο διεργασίες καθίζησης, τότε το φαινόμενο ονομάζεται σκλήρυνση καθίζησης.
Μετά τη γήρανση, η αντοχή αυξάνεται και η ολκιμότητα των χάλυβων χαμηλής περιεκτικότητας σε άνθρακα μειώνεται ως αποτέλεσμα της διάσπαρτης καθίζησης στον φερρίτη του τριτογενούς τσιμενίτη και των νιτριδίων.
Η γήρανση είναι ο κύριος τρόπος για τη σκλήρυνση των κραμάτων αλουμινίου και χαλκού, καθώς και πολλών κραμάτων υψηλής θερμοκρασίας.
Επεξεργασία χάλυβα ψυχρή.
Οι χάλυβες υψηλής περιεκτικότητας σε άνθρακα και πολλοί κραματοποιημένοι χάλυβες έχουν τελική θερμοκρασία μαρτενσιτικού μετασχηματισμού (Μ έως) κάτω από 0 o C. Επομένως, παρατηρείται σημαντική ποσότητα υπολειπόμενου ωστενίτη στη χαλύβδινη δομή μετά τη σκλήρυνση, η οποία μειώνει τη σκληρότητα του προϊόντος και επίσης επιδεινώνει τα μαγνητικά χαρακτηριστικά. Για την εξάλειψη του υπολειμματικού ωστενίτη, πραγματοποιείται πρόσθετη ψύξη του εξαρτήματος στην περιοχή των αρνητικών θερμοκρασιών, σε θερμοκρασία κάτω από t. M έως (- 80 o C). Συνήθως χρησιμοποιείται ξηρός πάγος για αυτό.
Αυτή η επεξεργασία ονομάζεται ψυχρή επεξεργασία του χάλυβα.
Η θεραπεία με κρύο θα πρέπει να πραγματοποιείται αμέσως μετά το σβήσιμο για να αποφευχθεί η σταθεροποίηση του ωστενίτη. Η αύξηση της σκληρότητας μετά από ψυχρή κατεργασία είναι συνήθως 1...4 HRC.
Μετά την ψυχρή επεξεργασία, ο χάλυβας υποβάλλεται σε χαμηλή σκλήρυνση, καθώς η ψυχρή επεξεργασία δεν μειώνει τις εσωτερικές καταπονήσεις.
Η κρύα επεξεργασία εφαρμόζεται σε μέρη ρουλεμάν, μηχανισμών ακριβείας, οργάνων μέτρησης.
Σκλήρυνση με τη μέθοδο της πλαστικής παραμόρφωσης.
Ο κύριος σκοπός των μεθόδων μηχανικής σκλήρυνσης επιφάνειας είναι η αύξηση της αντοχής στην κόπωση.
Μέθοδοι μηχανικής σκλήρυνσης - πριτσίνωσης της επιφανειακής στρώσης σε βάθος 0,2 ... 0,4 mm.
Οι ποικιλίες είναι η αμμοβολή και η ανατίναξη κυλίνδρων.
Η αμμοβολή είναι η επεξεργασία της επιφάνειας των τελικών μερών με βολή.
Πραγματοποιείται με τη βοήθεια ειδικών μηχανημάτων αμμοβολής που ρίχνουν σφηνάκια χάλυβα ή χυτοσίδηρου στην επιφάνεια των τεμαχίων. Διάμετρος βολής – 0,2…4 mm. Οι κρούσεις πυροβολισμών προκαλούν πλαστική παραμόρφωση σε βάθος 0,2 ... 0,4 mm.
Χρησιμοποιείται για τη σκλήρυνση εξαρτημάτων σε αυλακώσεις, σε προεξοχές. Υποβάλλονται προϊόντα όπως ελατήρια, ελατήρια, αλυσίδες, κάμπιες, μανίκια, έμβολα, γρανάζια.
Κατά την επεξεργασία με κυλίνδρους, η παραμόρφωση πραγματοποιείται με την πίεση ενός σκληρού μεταλλικού κυλίνδρου στην επιφάνεια του τεμαχίου εργασίας.
Όταν οι δυνάμεις στον κύλινδρο υπερβαίνουν την αντοχή διαρροής του υλικού που υποβάλλεται σε επεξεργασία, πραγματοποιείται σκλήρυνση στο επιθυμητό βάθος. Η επεξεργασία βελτιώνει τη μικρογεωμετρία. Η δημιουργία υπολειπόμενων θλιπτικών τάσεων αυξάνει το όριο κόπωσης και την αντοχή του προϊόντος.
Η κύλιση χρησιμοποιείται στην επεξεργασία λαιμών άξονα, σύρματος, στη βαθμονόμηση σωλήνων, ράβδων.
Δεν απαιτείται ειδικός εξοπλισμός, μπορούν να χρησιμοποιηθούν τόρνοι ή πλάνη.
Ημερομηνία δημοσίευσης: 2015-03-26 ; Διαβάστε: 1735 | Παραβίαση πνευματικών δικαιωμάτων σελίδας | Παραγγελία συγγραφικής εργασίας
ιστοσελίδα - Studiopedia.Org - 2014-2020. Η Studiopedia δεν είναι ο συγγραφέας των υλικών που δημοσιεύονται. Παρέχει όμως δωρεάν χρήση(0,006 s) ...Απενεργοποιήστε το adBlock!
πολύ απαραίτητο
Πολλά εξαρτήματα λειτουργούν υπό συνθήκες αυξημένης φθοράς της επιφάνειας. Ως εκ τούτου, υπάρχει ανάγκη να προστατευθεί με κάποιο τρόπο αυτή η επιφάνεια. Αυτό επιτυγχάνεται με μεθόδους επιφανειακής σκλήρυνσης.
Η σκλήρυνση της επιφάνειας σημαίνει αύξηση των ιδιοτήτων της επιφάνειας: σκληρότητα, αντοχή στη φθορά, αντοχή στη διάβρωση. Εάν είναι απαραίτητο να αλλάξετε τις ιδιότητες, αυτό σημαίνει ότι η δομή του επιφανειακού στρώματος πρέπει να αλλάξει. Για να αλλάξετε τη δομή, μπορείτε να χρησιμοποιήσετε παραμόρφωση, θερμική επεξεργασία με θέρμανση με διάφορους τρόπους, αλλάζοντας τη χημική σύνθεση της επιφάνειας, εφαρμόζοντας προστατευτικά στρώματα.
Ως επί το πλείστον μέθοδοι επιφανειακής σκλήρυνσηςμπορούν να χωριστούν σε δύο κύριες ομάδες:
1) σκλήρυνση του προϊόντος χωρίς αλλαγή της χημικής σύνθεσης της επιφάνειας, αλλά με αλλαγή στη δομή. Η σκλήρυνση επιτυγχάνεται με επιφανειακή σκλήρυνση, επιφανειακή πλαστική παραμόρφωση και άλλες μεθόδους.
2) σκλήρυνση του προϊόντος με αλλαγή της χημικής σύνθεσης του επιφανειακού στρώματος και της δομής του. Η σκλήρυνση πραγματοποιείται με διάφορες μεθόδους χημικής-θερμικής επεξεργασίας και την εφαρμογή προστατευτικών στρωμάτων.
Μέθοδοι για την αλλαγή της δομής
Από τις μεθόδους σκλήρυνσης χωρίς αλλαγή της χημικής σύστασης της επιφάνειας, αλλά με αλλαγή στη δομή της, οι πιο συνηθισμένες μέθοδοι επιφανειακής σκλήρυνσης και διάφορες τύποι επιφανειακής πλαστικής παραμόρφωσης (SPD).
Στην ουσία, η παραμόρφωση της επιφάνειας είναι ο απλούστερος τρόπος με τον οποίο αυξάνονται τα χαρακτηριστικά αντοχής της επιφάνειας. Εδώ χρησιμοποιείται η ακόλουθη αρχή. Αν θυμηθούμε την καμπύλη σκλήρυνσης της παραμόρφωσης, αποδεικνύεται ότι όσο περισσότερο τεντώνουμε το μέταλλο, τόσο περισσότερο αντέχει το μέταλλο, τόσο μεγαλύτερη είναι η δύναμη εφελκυσμού P max (μέχρι ένα ορισμένο όριο, φυσικά). Το μέταλλο σκληραίνει τόσο σε στρέψη όσο και σε συμπίεση. Στις τεχνολογίες SPD, το επιφανειακό στρώμα του μετάλλου παραμορφώνεται (πριτσινίζεται) με διάφορους τρόπους.
Ο κύριος σκοπός του PPD είναι να αυξήσει την αντοχή σε κόπωση σκληρύνοντας την επιφάνεια σε βάθος 0,2–0,4 mm. Οι ποικιλίες του PPD είναι η αμμοβολή, η επεξεργασία κυλίνδρων, το φρεζάρισμα με βελόνες, το ανάγλυφο ρολό κ.λπ.
Πυροβολοβολή- επεξεργασία με πλάνο επιφάνειας έτοιμων λεπτομερειών. Χρησιμοποιείται για τη σκλήρυνση εξαρτημάτων, την αφαίρεση αλάτων. Αντικείμενα όπως ελατήρια, φυλλοειδή ελατήρια, κρίκοι αλυσίδων, κάμπιες, μανίκια, έμβολα, γρανάζια υπόκεινται σε αμμοβολή.
Κατά την επεξεργασία με κυλίνδρους, η παραμόρφωση πραγματοποιείται με την πίεση ενός σκληρού μεταλλικού κυλίνδρου στην επιφάνεια του τεμαχίου εργασίας. Όταν οι δυνάμεις στον κύλινδρο υπερβαίνουν την αντοχή διαρροής του υλικού που υποβάλλεται σε επεξεργασία, πραγματοποιείται σκλήρυνση στο επιθυμητό βάθος.
Επεξεργασία κυλίνδρωνβελτιώνει τη μικρογεωμετρία του προϊόντος. Η δημιουργία υπολειπόμενων θλιπτικών τάσεων αυξάνει το όριο κόπωσης και την αντοχή του προϊόντος. Η κύλιση με κυλίνδρους χρησιμοποιείται κατά την επεξεργασία αξόνων, διαστασιολόγηση σωλήνων, ράβδων. Στο σχ. Το σχήμα 1 δείχνει το σκληρυμένο επιφανειακό στρώμα ενός δείγματος ενός χαλύβδινου άξονα ενός σιδηροδρομικού βαγονιού από χάλυβα 45. Η μικροδομή του στρώματος είναι παραμορφωμένοι κόκκοι φερρίτη και περλίτης. Η ράβδος με ρολό βελτίωσε τη δομή και οι μεμονωμένοι κόκκοι δεν διακρίνονταν στο επιφανειακό στρώμα (Εικ. 1α). Όπου η παραμόρφωση ήταν μικρότερη, μπορεί κανείς να διακρίνει μια κατασκευή που έχει μια διεύθυνση που χαρακτηρίζει την παραμόρφωση (Εικ. 1β). Το βάθος σκλήρυνσης ελέγχεται από την αλλαγή της μικροσκληρότητας (Εικ. 2).
 |
|
| ΕΝΑ | σι |
Σχήμα 1. Μικροδομή του επιφανειακού στρώματος χάλυβα 45 μετά την ράβδωση του κυλίνδρου

Εικόνα 2. Μεταβολή της μικροσκληρότητας ως προς το βάθος της διατομής αξόνων διαφορετικών διαμέτρων.
Το φρεζάρισμα με βελόνες με κόπτες, στην επιφάνεια των οποίων υπάρχουν από 200 χιλιάδες έως 40 εκατομμύρια βελόνες πυκνής απόστασης από σύρμα χάλυβα υψηλής αντοχής με διάμετρο 0,2-0,8 mm, καθιστά επίσης δυνατή τη σκλήρυνση της επιφάνειας των εξαρτημάτων. Εφαρμόστε φρεζάρισμα με βελόναγια την επεξεργασία επίπεδων και κυλινδρικών επιφανειών, καθώς και για τον καθαρισμό εξαρτημάτων από άλατα. Κατά το φρεζάρισμα με βελόνα, σχηματίζεται επίσης ένα σκληρυμένο επιφανειακό στρώμα (Εικ. 3). Σε αυτή την περίπτωση, το σκληρυμένο στρώμα αποτελείται από παραμορφωμένους κόκκους φερρίτη και περλίτη (Εικ. 3, α). Στην επιφάνεια που υποβάλλεται σε επεξεργασία, είναι ορατά τα ίχνη του κοπτήρα (Εικ. 3, β).
Εικόνα 3. Μικροδομή του σκληρυμένου στρώματος χάλυβα 20KhNR (a), αρχική κατάσταση-κανονικοποίηση. επιφάνεια μετά το φρεζάρισμα με βελόνα (β).
Η ουσία της επιφανειακής σκλήρυνσης είναι ότι τα επιφανειακά στρώματα ενός χαλύβδινου τμήματος θερμαίνονται γρήγορα πάνω από τη θερμοκρασία σκλήρυνσης και στη συνέχεια ψύχονται με ρυθμό πάνω από την κρίσιμη. Ο κύριος σκοπός της επιφανειακής σκλήρυνσης:αύξηση της σκληρότητας, της αντοχής στη φθορά και του ορίου αντοχής της επιφάνειας διατηρώντας παράλληλα έναν παχύρρευστο πυρήνα. Η θέρμανση, καταρχήν, μπορεί να πραγματοποιηθεί με διαφορετικούς τρόπους. Στη βιομηχανία, η πιο κοινή μέθοδος επιφανειακής σκλήρυνσης είναι η επαγωγική σκλήρυνση με θέρμανση υψηλής συχνότητας. Κατά κανόνα, το σκληρυμένο στρώμα είναι ήδη ορατό κατά τη μακροδομική ανάλυση (Εικ. 4). Στα αριστερά είναι το μη χαραγμένο τμήμα του δείγματος. Αντανακλά περισσότερο το φως κατά τη λήψη, επομένως φαίνεται σκοτεινό. Δεξιά είναι η περιοχή μετά τη χάραξη. Το σκληρυμένο στρώμα είναι ευδιάκριτο.

Εικόνα 4. Θραύσμα εξαρτήματος αυτοκινήτου. μακροδομή
Τόσο οι μακροδομικές όσο και οι μικροδομικές αναλύσεις (Εικ. 5α) δείχνουν ότι η σκληρυμένη ζώνη αποτελείται από 2 στρώματα: ελαφριά στην ίδια την επιφάνεια και μετά πιο σκούρα. Το ανώτερο ελαφρύ στρώμα έχει σκληρυντική δομή μαρτενσίτη (Εικ. 5β). Ο μαρτενσίτης σχηματίστηκε κατά την ταχεία ψύξη της επιφάνειας. Το πιο σκούρο στρώμα είναι ο σκληρυμένος μαρτενσίτης (Εικ. 5γ). Αυτός είναι ο ίδιος μαρτενσίτης που σχηματίστηκε επίσης κατά τη διάρκεια της επιταχυνόμενης ψύξης, αλλά διατηρήθηκε σε υψηλή θερμοκρασία περισσότερο, η οποία ήταν αρκετή για να συμβεί το σκλήρυνση. Στον πυρήνα του τμήματος σε διαφορετικά βάθη, μπορεί να υπάρχει σορβίτης ή τρωστίτης (Εικ. 5δ).
Σχήμα 5. Μικροδομή του στρώματος (στο Σχ. 4) που λαμβάνεται με απόσβεση HFC: α - στρώματα σβησμένου και σκληρυμένου μαρτενσίτη, β - σβησμένου μαρτενσίτη, γ - σκληρυμένου μαρτενσίτη, δ - τρωστίτη και μαρτενσίτη στον πυρήνα.
Μέθοδοι για την αλλαγή της δομής και της σύνθεσης
Οι μέθοδοι σκλήρυνσης με αλλαγή στη χημική σύσταση και δομή της επιφάνειας περιλαμβάνουν τη χημική-θερμική επεξεργασία (CHT). Συνίσταται στον κορεσμό του επιφανειακού στρώματος του χάλυβα με διάφορα στοιχεία σε υψηλή θερμοκρασία. Ανάλογα με το στοιχείο κορεσμού, υπάρχουν οι ακόλουθοι τύποι χημικής-θερμικής επεξεργασίας: ενανθράκωση, νιτροποίηση, νιτροανθρακοποίηση (κυανίωση), διάτρηση, επιμετάλλωση διάχυσης(αλουμίνιση, επιχρωμίωση, σιλικόνη κ.λπ.). Κοινό σε όλους τους τύπους επιφανειακής σκλήρυνσης είναι η αύξηση της σκληρότητας του επιφανειακού στρώματος. Η επιλογή της μεθόδου επιφανειακής σκλήρυνσης ενός εξαρτήματος εξαρτάται από τις συνθήκες λειτουργίας του, το σχήμα, το μέγεθος, την ποιότητα του επιλεγμένου χάλυβα και άλλους παράγοντες.
Πιο ευρέως χρησιμοποιούμενο τσιμεντοποίηση - κορεσμός της επιφάνειας του χάλυβα με άνθρακα.Η ενανθράκωση δίνει στην επιφάνεια του χάλυβα υψηλή σκληρότητα και αντοχή στη φθορά, ενώ διατηρεί έναν σκληρό και όλκιμο πυρήνα. Τα προϊόντα με τσιμέντο αποκτούν τις τελικές τους ιδιότητες μετά από σκλήρυνση και χαμηλή σκλήρυνση. Η ενανθράκωση εφαρμόζεται συνήθως σε μέρη κατασκευασμένα από χάλυβα με περιεκτικότητα σε άνθρακα έως και 0,25%, που λειτουργούν υπό συνθήκες φθοράς επαφής και εφαρμογής εναλλασσόμενων φορτίων: γρανάζια μεσαίου μεγέθους, δακτύλιοι, πείροι εμβόλου, έκκεντρα, άξονες κιβωτίου ταχυτήτων αυτοκινήτου, ατομικό σύστημα διεύθυνσης εξαρτήματα κλπ. δ.
Το τσιμεντοειδές στρώμα έχει μεταβλητή συγκέντρωση άνθρακα σε πάχος, που μειώνεται από την επιφάνεια στον πυρήνα του χαλύβδινου τμήματος. Επομένως, η δομή που σχηματίζεται κατά την τσιμέντωση στο επιφανειακό στρώμα θα έχει διαφορετική αναλογία περλίτη, φερρίτη και τσιμενίτη. Υπάρχουν τέσσερις κύριες ζώνες ενός προϊόντος χάλυβα μετά την ενανθράκωση (Εικ. 6):

Ρύζι. Εικ. 6. Μικροδομή του ανθρακούχου υποευτεκτοειδούς χάλυβα 10 μετά την ενανθράκωση.
1 - υπερευτεκτοειδής ζώνη, αποτελούμενη από περλίτη και δίκτυο τσιμεντίτου (Εικ. 7α).
2 - ευτεκτοειδής ζώνη, η οποία είναι περλίτης (Εικ. 7β).
3 - υποευτεκτοειδής ζώνη, στην οποία, καθώς πλησιάζει τον πυρήνα, η ποσότητα του άνθρακα, του περλίτη μειώνεται και η ποσότητα του φερρίτη αυξάνεται (Εικ. 7γ).
4 - αρχική, χωρίς αλλαγή μετά την τσιμέντωση, η δομή του προϊόντος χάλυβα.
Το βάθος του τσιμεντοειδούς στρώματος "h" λαμβάνεται ως το άθροισμα του υπερευτεκτοειδούς, του ευτηκτοειδούς και του μισού της υποευτεκτοειδούς ζώνης, όπου η ποσότητα του φερρίτη και του περλίτη είναι 50% το καθένα.
Εικόνα 7. Η δομή των ζωνών ενός τσιμεντοειδούς τμήματος: α - υπερευτεκτοειδής ζώνη (τσιμεντίτης + περλίτης), β - ευτεκτοειδής ζώνη (περλίτης), γ - υποευτεκτοειδής ζώνη (περλίτης + φερρίτης).

Εικόνα 8. Αλλαγή σκληρότητας στο επιφανειακό στρώμα μετά από ενανθράκωση και θερμική επεξεργασία
Εναζώτωσηείναι μια διαδικασία κορεσμού του επιφανειακού στρώματος του χάλυβα με άζωτο και πραγματοποιείται συχνότερα σε θερμοκρασίες 500-600 ° C. Η εναζώτωση, καθώς και η ενανθράκωση, αυξάνει τη σκληρότητα και την αντοχή στη φθορά της επιφάνειας του χάλυβα. Το Σχήμα 9 δείχνει μια σειρά εσοχών κατά τη μέτρηση της μικροσκληρότητας σε μια εγκάρσια τομή ενός νιτρωμένου δείγματος. Πάνω - σκληρυμένο στρώμα (σκούρα λωρίδα). Η διάμετρος της εσοχής μειώνεται καθώς πλησιάζει την επιφάνεια. Υπάρχει μεγαλύτερη σκληρότητα.

Σχήμα 9. «Κράτα» εκτυπώσεων μικροσκληρότητας. χαλύβδινο μέρος μετά τη νιτρίωση
Το νιτρωμένο στρώμα είναι συνήθως λευκό. Το ίδιο το στρώμα δεν αλλάζει κατά τη μεταλλογραφική χάραξη και κάτω από αυτό ο χάλυβας έχει μια δομή που αντιστοιχεί σε θερμική επεξεργασία (Εικ. 10). Το Σχήμα 11 δείχνει ένα εξάρτημα αυτοκινήτου και την αλλαγή στη μικροσκληρότητα για διαφορετικά "δόντια".

Εικόνα 10. Νιτριδωμένη στρώση σε χάλυβα 40KhGNM
 |
 |
| ΕΝΑ | σι |
Εικόνα 11. Μέρος (α) αυτοκινήτου και αλλαγή στη μικροσκληρότητα (β) του επιφανειακού του στρώματος μετά τη νιτρίωση
Επί του παρόντος, η νιτρίωση πλάσματος και ιόντος πλάσματος χρησιμοποιείται ευρέως. Η δομή του επιφανειακού στρώματος μετά από μια τέτοια επεξεργασία είναι ένας λεπτά διασκορπισμένος μαρτενσίτης (1), κάτω από τον οποίο υπάρχει μια μεταβατική ζώνη (2). βαθύτερη είναι η αμετάβλητη δομή (3) (Εικ. 12).

Εικόνα 12. Η δομή του επιφανειακού στρώματος μετά από επεξεργασία με πλάσμα αζώτου. χάλυβας U8A
Το Boriding είναι μια διαδικασία χημικής-θερμικής επεξεργασίας, κορεσμού διάχυσης της επιφάνειας μετάλλων και κραμάτων με βόριο κατά τη θέρμανση. Το boiding οδηγεί σε σημαντική αύξηση της σκληρότητας της επιφάνειας. Η διήθηση πραγματοποιείται σε μείγματα σκόνης, με ηλεκτρόλυση. Υπάρχει επίσης υγρό μη ηλεκτρολυτικό διάτρηση, ιοντική διάτρηση και διάτρηση από επιστρώσεις (πάστες). Η διόγκωση πραγματοποιείται συχνότερα κατά την ηλεκτρόλυση του τηγμένου βόρακα (Na 2 B 4 O 7). Το προϊόν χρησιμεύει ως κάθοδος. Θερμοκρασία κορεσμού 930-950 °C, έκθεση 2 - 6 ώρες.
Ένα πυκνό λευκό στρώμα βοριδίων σχηματίζεται στην επιφάνεια του δείγματος μετά τη διάτρηση (Εικ. 13). Η λευκή στρώση αποτελείται από συμπλέκοντες στηλώδεις κρυστάλλους σύνθεσης FeB και Fe 2 B. Η σύνθεση του χάλυβα επηρεάζει τη δομή του στρώματος βοριδίου. Στον χάλυβα 25KhGT (Εικ. 13, α) και στον χάλυβα 45 (Σχ. 13, β), υπάρχει μια ζώνη στερεού διαλύματος μεταξύ των κρυστάλλων βοριδίου. Σε χάλυβα 40Kh (Εικ. 13, γ), το στρώμα αποτελείται μόνο από εκτεταμένες βελόνες βοριδίων. Μια ζιγκ-ζαγκ διεπαφή σχηματίζεται μεταξύ του βορωμένου στρώματος και του πυρήνα.
 |
 |
 |
| ΕΝΑ | σι | V |
Εικόνα 13. Δομή βοριωμένων στρωμάτων σε χάλυβες 25KhGT (a), 45 (b), 40Kh (c)
- Σε επαφή με 0
- Google Plus 0
- Εντάξει 0
- Facebook 0