Προδιαγραφές είναι οι απαιτήσεις για την κατασκευή μιας συγκολλημένης κατασκευής σε κάθε στάδιο.
Οι προδιαγραφές είναι γενικές και πρόσθετες: Οι γενικές προδιαγραφές δίνονται στο επεξηγηματικό σημείωμα και περιέχουν απαιτήσεις για βασικά υλικά, ακατέργαστα υλικά, συναρμολόγηση και συγκόλληση, καθώς και έλεγχο συσκευασίας και αποστολής προϊόντων. Πρόσθετες τεχνικές απαιτήσεις παρέχονται στο ελεύθερο πεδίο του σχεδίου προϊόντος.
Οι τεχνικές συνθήκες, μαζί με τις τεχνικές προδιαγραφές και τα σχέδια του συγκολλημένου προϊόντος, αποτελούν τη βάση για την ανάπτυξη της τεχνολογίας σχεδιασμού και εργασίας για την κατασκευή του συγκολλημένου συγκροτήματος:
- 1. Οι συγκολλημένοι χαλύβδινοι βραχίονες κατασκευάζονται σύμφωνα με τις απαιτήσεις της τεχνολογικής οδηγίας, GOST 23118, TI No. 1-2008, σύμφωνα με σχέδια εργασίας εγκεκριμένα με τον προβλεπόμενο τρόπο.
- 2. Οι βραχίονες κατασκευάζονται από φύλλα χάλυβα θερμής έλασης από δομικούς ανθρακούχους χάλυβες υψηλής ποιότητας σύμφωνα με GOST 1050 - 88, GOST 5520-79. Το συγκρότημα κατασκευάζεται μόνο από ισιωμένα φύλλα, καθαρισμένα από γρέζια, βρωμιά, σκουριά, υγρασία και γρέζια. Η μάρκα, η κατηγορία ποιότητας, η κατηγορία αντοχής του χάλυβα καθορίζονται στη σειρά και υποδεικνύονται στα σχέδια.
- 3. Οι οριακές αποκλίσεις των διαστάσεων, του γεωμετρικού σχήματος και των συγκολλήσεων δεν πρέπει να υπερβαίνουν τις τιμές που δίνονται στον πίνακα οριακών αποκλίσεων της συγκολλημένης κατασκευής.
- 4. Τα υλικά συγκόλλησης (σύρμα συγκόλλησης, ηλεκτρόδια, ροή, μίγματα διοξειδίου του άνθρακα και/ή αερίων) θα χρησιμοποιούνται σύμφωνα με το SNiP II-23 και παρέχουν τιμές προσωρινής αντίστασης του μετάλλου συγκόλλησης όχι χαμηλότερες από εκείνες του βασικού μετάλλου .
- 5. Οι ραφές μπλουζάκι (ζώνη) και πισινό (ενώσεις φύλλων ραφιών και τοίχων) γίνονται με μηχανοποιημένη συγκόλληση (αυτόματο βυθισμένο τόξο ή/και ημιαυτόματο σε προστατευτικό περιβάλλον αερίου) με ομαλή μετάβαση των ραφών στο βασικό μέταλλο . Κατόπιν αιτήματος του πελάτη γίνονται ραφές μπλουζάκι (μέσης) με πλήρη διείσδυση.
- 6. Οι αρμοί των φύλλων γίνονται από άκρη σε άκρη χωρίς επικαλύψεις χρησιμοποιώντας συγκόλληση διπλής όψης. Σε αυτή την περίπτωση, οι αρμοί των φύλλων σε σχέση με την ένωση του τοιχώματος του βραχίονα, βρίσκονται σε απόσταση τουλάχιστον 100 mm και στις δύο πλευρές του αρμού του τοίχου. Η μονόπλευρη συγκόλληση επιτρέπεται με την προϋπόθεση ότι η ρίζα της συγκόλλησης είναι συγκολλημένη.
- 7. Όλες οι συγκολλήσεις είναι συνεχείς.
- 8. Η επιφάνεια των κοντωτών ραφών των φύλλων χορδών στη διεπαφή με τον τοίχο καθαρίζεται στο ίδιο επίπεδο με το βασικό μέταλλο.
- 9. Κατά την εκτέλεση συγκολλήσεων από κάτω, διασφαλίζεται η πλήρης διείσδυση. Η αντοχή εφελκυσμού του εναποτιθέμενου μετάλλου είναι ίση με την αντοχή εφελκυσμού του βασικού μετάλλου.
- 10. Οι συγκολλήσεις αντιστοιχούν στην κατηγορία II και στο μέσο επίπεδο ποιότητας σύμφωνα με το GOST 23118. Άλλες κατηγορίες και επίπεδα ποιότητας συγκολλήσεων μπορούν να καθοριστούν κατά την παραγγελία.
- 11. Οι τύποι δοκιμών, το πεδίο ελέγχου των συγκολλημένων αρμών επιλέγονται ανάλογα με το καθορισμένο επίπεδο ποιότητας σύμφωνα με το GOST 23118.
- 12. Οι ραφές των συγκολλημένων αρμών και κατασκευών μετά τη συγκόλληση καθαρίζονται από σκωρίες, πιτσιλίσματα και μεταλλικά ιζήματα.
- 13. Οι συγκολλημένες συσκευές συναρμολόγησης αφαιρούνται χωρίς κρούση και ζημιά στο βασικό μέταλλο και οι θέσεις συγκόλλησης τους καθαρίζονται στο βασικό μέταλλο με την αφαίρεση όλων των ελαττωμάτων.
- 14. Ο αριθμός ή η πινακίδα του συγκολλητή που έκανε αυτή τη ραφή τοποθετείται κοντά στη ραφή της συγκολλημένης άρθρωσης. Ο αριθμός ή το σήμα τοποθετείται σε απόσταση τουλάχιστον 40 mm από το όριο της ραφής, εκτός εάν αναφέρεται διαφορετικά στα σχέδια. Κατά τη συγκόλληση μιας μονάδας συναρμολόγησης από έναν συγκολλητή, τοποθετείται μια πινακίδα συγκολλητή δίπλα στη σήμανση.
- 15. Επιτρέπεται η επισκευή συγκολλημένων αρμών, ενώ τα διορθωμένα τμήματα των συγκολλήσεων υποβάλλονται σε επανέλεγχο.
- 16. Δεν πρέπει να υπάρχουν ρωγμές, αποκολλήσεις, αιχμαλωσία, ηλιοβασιλέματα, ελαττώματα, ρύπανση από έλαση στην επιφάνεια της δοκού.
- 17. Επιτρέπεται η ύπαρξη τοπικών βαθουλωμάτων στο πάχος και το πλάτος των προϊόντων έλασης σε βάθος που δεν υπερβαίνει το διπλάσιο της μείον ανοχής των προϊόντων έλασης, αλλά όχι περισσότερο από 1 mm σε πάχος και 3 mm σε διαστάσεις διατομής.
- 18. Επιτρέπεται η αφαίρεση ελαττωμάτων της εξωτερικής επιφάνειας με απαλό καθαρισμό ή συνεχή λείανση, ενώ το πάχος του τοιχώματος μετά τον καθαρισμό δεν υπερβαίνει τις ελάχιστες επιτρεπόμενες τιμές.
- 19. Κατόπιν αιτήματος του πελάτη πραγματοποιείται αντιδιαβρωτική προστασία δοκών.
- 20. Σύστημα προστασίας, ποιότητα υλικού, αριθμός στρώσεων, πάχος κάθε στρώσης, συνολικό πάχος επίστρωσης συμφωνείται με τον καταναλωτή.
- 21. Η επίστρωση δεν έχει κενά, φυσαλίδες, ρωγμές, τσιπς, κρατήρες και άλλα ελαττώματα που επηρεάζουν τις προστατευτικές ιδιότητες, και από την εμφάνιση συμμορφώνεται με τις απαιτήσεις του GOST 9. 301.
Εισαγωγή
Η συγκόλληση είναι η διαδικασία απόκτησης μόνιμων αρμών με τη δημιουργία διατομικών δεσμών μεταξύ των εξαρτημάτων που πρόκειται να συγκολληθούν κατά τη θέρμανση και την πλαστική παραμόρφωση (GOST 2601-84).
Ο συγκολλημένος σύνδεσμος είναι ένας μονοκόμματος σύνδεσμος που λαμβάνεται με συγκόλληση, που χαρακτηρίζεται από συνεχή δομή, σύνδεση και στερεότητα της κατασκευής. Η συγκόλληση είναι μια από τις πιο κοινές τεχνολογικές διαδικασίες. Η συγκόλληση περιλαμβάνει: πραγματική συγκόλληση, τοποθέτηση επιφανειών, συγκόλληση, κόλληση, συγκόλληση, ψεκασμό και ορισμένες άλλες εργασίες.
Η ιστορία της συγκόλλησης με σύντηξη ξεκινά πολύ αργότερα από τη σφυρηλάτηση, η οποία είναι γνωστή για πολλούς αιώνες π.Χ.
Για πρώτη φορά, η ιδέα της δυνατότητας πρακτικής εφαρμογής των «ηλεκτρικών σπινθήρων» για την τήξη μετάλλων εκφράστηκε το 1753 από τον Ακαδημαϊκό της Ρωσικής Ακαδημίας Επιστημών G. R. Rikhman, ο οποίος πραγματοποίησε μια σειρά από μελέτες για τον ατμοσφαιρικό ηλεκτρισμό.
Το 1802, ο V. V. Petrov, καθηγητής στη Στρατιωτική Χειρουργική Ακαδημία της Αγίας Πετρούπολης, ανακάλυψε το φαινόμενο του ηλεκτρικού τόξου χρησιμοποιώντας ένα ισχυρό γαλβανικό στοιχείο. Επισήμανε επίσης πιθανούς τομείς εφαρμογής του.
Η πρώτη ηλεκτρομαγνητική γεννήτρια δημιουργήθηκε το 1849 από τον Αμερικανό K. Stack το 1849. Πριν από αυτό, υπήρχαν μόνο μερικές προσπάθειες συγκόλλησης μετάλλων με χρήση γαλβανικών κυψελών. Το 1882, ο εφευρέτης N. N. Bernados πρότεινε μια μέθοδο για την ισχυρή σύνδεση και διαχωρισμό των μετάλλων με την άμεση δράση ενός ηλεκτρικού ρεύματος.
Οι N. N. Bernados και N. G. Slavyanov έθεσαν τα θεμέλια για την αυτοματοποίηση των διεργασιών συγκόλλησης δημιουργώντας τις πρώτες συσκευές για μηχανοποιημένη τροφοδοσία ενός ηλεκτροδίου σε ένα τόξο.
Το 1928, ο Αμερικανός επιστήμονας A. Alexander χρησιμοποίησε για πρώτη φορά αέριο για την προστασία της ζώνης συγκόλλησης. Ωστόσο, αυτή η μέθοδος δεν βρήκε βιομηχανική εφαρμογή εκείνη την εποχή λόγω της δυσκολίας απόκτησης προστατευτικών αερίων. Η συγκόλληση με ένα ηλεκτρόδιο άνθρακα σε διοξείδιο του άνθρακα πραγματοποιήθηκε για πρώτη φορά από
N. G. Ostapenko.
Το 1942, οι Αμερικανοί κατοχύρωσαν με δίπλωμα ευρεσιτεχνίας τη συγκόλληση σε ένα προστατευτικό αέριο αργού. Το 1952, υπό την καθοδήγηση του Διδάκτωρ Επιστημών, καθηγητή K.F. Lyubavsky, αναπτύχθηκε μια εξαιρετικά παραγωγική και πιο οικονομική μέθοδος συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα, η οποία στη σύγχρονη μηχανολογία αντιπροσωπεύει περίπου το 30% του όγκου όλων των εργασιών συγκόλλησης.
Η συγκόλληση σάς επιτρέπει να συνδέσετε σχεδόν όλα τα υλικά που χρησιμοποιούνται στη βιομηχανία - μέταλλα, πλαστικά, κεραμικά. Η συγκόλληση, ως τεχνολογική διαδικασία, καθιστά δυνατή τη δημιουργία κατασκευών με χαρακτηριστικά υψηλών επιδόσεων, μεγάλη εξοικονόμηση υλικών και χρόνου στην παραγωγή κατασκευών.
Ο αυτοματισμός και η μηχανοποίηση της διαδικασίας και της παραγωγής, η μεγάλη ευελιξία του σας επιτρέπει να περιπλέκετε ή να ελαφρύνετε συνεχώς το σχέδιο, καθώς και να δημιουργήσετε μοναδικά και μοναδικά σχέδια.
Σκοπός του μαθήματος έργου:
Ανάπτυξη μιας τεχνολογικής διαδικασίας για την προμήθεια, τη συναρμολόγηση και τη συγκόλληση με την εισαγωγή των πιο πρόσφατων επιτευγμάτων στην τεχνολογία συγκόλλησης για τη μείωση της εργασίας και της κατανάλωσης ενέργειας στην κατασκευή.
Περιγραφή σχεδίου
Αυτός ο σχεδιασμός - ψυγείο αέρα έχει σχεδιαστεί για να συμπυκνώνει τους υδρατμούς κατά την ψύξη του αέρα. Σύμφωνα με την τεχνολογική ταξινόμηση, η μεταλλική κατασκευή ανήκει στις λαμαρίνες του τύπου λέβητα-δεξαμενής, είναι κατασκευασμένες από λαμαρίνα χάλυβα. Οι δομές κελύφους λειτουργούν υπό υπερβολική πίεση, στατικά φορτία και υψηλή θερμοκρασία, επιθετικό περιβάλλον, επομένως, επιβάλλονται στη δομή οι ακόλουθες απαιτήσεις: αντοχή στη διάβρωση, αντοχή, ακαμψία, στεγανότητα.
Οι συγκολλήσεις πρέπει να είναι ισχυρές και σφιχτές λόγω του γεγονότος ότι η κατασκευή ελέγχεται για στατικά φορτία.
Το ψυγείο αέρα έχει συγκεκριμένες διαστάσεις:
1. Μήκος - 1780 mm
2. Ύψος - 1350 mm
3. Εξωτερική διάμετρος - 1350 mm
4. Εσωτερική διάμετρος - 1080 mm
5. Βάρος - 1040 κιλά
Πίνακας 1 Σχεδίαση
Προδιαγραφές
Προδιαγραφές για την κατασκευή της κατασκευής.
Ο ψύκτης αέρα κατασκευάζεται σύμφωνα με την αναπτυγμένη τεχνολογική διαδικασία και με την εφαρμογή βήμα προς βήμα ποιοτικού ελέγχου του προϊόντος.
Η προετοιμασία του μετάλλου για συγκόλληση μπορεί να γίνει μηχανικά ή με κοπή πλάσματος, παρέχοντας το σχήμα, το μέγεθος και την ποιότητα των επεξεργασμένων στοιχείων.
Η συναρμολόγηση και η συγκόλληση πρέπει να εκτελούνται σύμφωνα με τις διαστάσεις και τις ανοχές που καθορίζονται στα σχέδια ή στο GOST 14771. Οι συνδέσεις κατά τη διαδικασία συναρμολόγησης για συγκόλληση πραγματοποιούνται με ημιαυτόματη συγκόλληση σε αργό χρησιμοποιώντας σύρμα Sv-07X19H10B.
Οι κόλλες πρέπει να διασφαλίζουν τη χημική σύνθεση και τις μηχανικές ιδιότητες του εναποτιθέμενου μετάλλου και να μην είναι μικρότερες από το κατώτερο όριο του βασικού μετάλλου και.
Τα κολλήματα πρέπει να γίνονται χωρίς υποκοπές, εγκαύματα ή ανοιχτούς κρατήρες. Το ύψος της κόλλας δεν πρέπει να υπερβαίνει το μισό της διατομής της συγκόλλησης. Το μήκος της κόλλας πρέπει να είναι ίσο με τρεις ή τέσσερις φορές το πάχος του λεπτότερου τμήματος, αλλά όχι περισσότερο από 35 mm. Απόσταση μεταξύ κολλημάτων 300 - 350 mm. Στην ημιαυτόματη συγκόλληση, οι κόλλες χαμηλής ποιότητας κόβονται ή λιώνουν με σκούπισμα με τόξο αέρα ή αφαιρούνται με μύλο.
Η συγκόλληση μεμονωμένων συγκροτημάτων και του σώματος συνολικά μπορεί να ξεκινήσει μόνο μετά την αποδοχή της διάταξης QCD.
Όλες οι άκρες για τη συγκόλληση και οι περιοχές που γειτνιάζουν με αυτές πρέπει να καθαρίζονται σε γυμνό μέταλλο σε πλάτος 20 mm. Η συγκόλληση πραγματοποιείται με ημιαυτόματη συσκευή σε γκρι προστατευτικό αέριο - αργό υψηλότερης ποιότητας. σύμφωνα με την απόφαση που υποδεικνύεται στο σχέδιο ή που εγκρίθηκε κατά την ανάπτυξη της τεχνολογικής διαδικασίας, χρησιμοποιήστε σύρμα συγκόλλησης Sv - 07X18H10B.
Συγκολλητές που έχουν συμπληρώσει το 21ο έτος της ηλικίας τους, έχουν κατηγορία τουλάχιστον 4, έχουν τουλάχιστον 6 μήνες εμπειρία στη μηχανοποιημένη συγκόλληση, έχουν παρακολουθήσει ειδική θεωρητική και πρακτική εκπαίδευση και έχουν περάσει τα δείγματα εξέτασης σύμφωνα με τους κανόνες της Εποπτείας Λέβητα. έχοντας ειδικό πιστοποιητικό, επιτρέπεται να εκτελούν εργασίες συγκόλλησης του ψύκτη αέρα. Η ποιότητα των συγκολλημένων αρμών ελέγχεται με οπτική επιθεώρηση σύμφωνα με το GOST 3242-79. Κάθε συγκολλητής, έχοντας ολοκληρώσει τη ραφή, πρέπει να βάλει μια προσωπική σφραγίδα. Μετά την παραλαβή της μεταλλικής κατασκευής, ο επιθεωρητής QCD βάζει την προσωπική του σφραγίδα και συντάσσει πιστοποιητικό παραλαβής - παράδοσης της μονάδας συγκόλλησης. ΑΝΟΛΟΚΛΗΡΩΤΟ! Ελεγχος!
Οι προδιαγραφές για την κατασκευή μιας συγκολλημένης κατασκευής προβλέπουν προδιαγραφές για βασικά υλικά, αναλώσιμα συγκόλλησης, καθώς και απαιτήσεις για τεμάχια εργασίας για συναρμολόγηση και συγκόλληση, για συγκόλληση και για ποιοτικό έλεγχο συγκόλλησης.
Οι μαθητές θα πρέπει να λαμβάνουν τις τεχνικές προϋποθέσεις για την κατασκευή συγκολλημένων κατασκευών στα εργοστάσια στο OGS ή στο γραφείο συναρμολόγησης και συγκόλλησης, όπου υποβάλλονται σε τεχνολογική πρακτική.
Ως κύρια υλικά που χρησιμοποιούνται για την κατασκευή κρίσιμων συγκολλημένων κατασκευών (υπό την επίβλεψη GOSPROMATOMNADZOR) που λειτουργούν υπό δυναμικά φορτία, θα πρέπει να χρησιμοποιούνται κραματοποιημένοι χάλυβες σύμφωνα με το GOST 19281-89 ή συνηθισμένοι ανθρακούχοι χάλυβες τουλάχιστον βαθμού St3ps σύμφωνα με το GOST 380-94. Για μη κρίσιμες συγκολλημένες κατασκευές, θα πρέπει να χρησιμοποιούνται χάλυβες τουλάχιστον βαθμού St3ps σύμφωνα με το GOST 380-94.
Η συμμόρφωση όλων των αναλωσίμων συγκόλλησης με τις απαιτήσεις των προτύπων πρέπει να επιβεβαιώνεται από το πιστοποιητικό των εργοστασίων προμήθειας και, ελλείψει πιστοποιητικού, από τα δεδομένα δοκιμών των εργαστηρίων του εργοστασίου.
Στη χειροκίνητη συγκόλληση τόξου, θα πρέπει να χρησιμοποιούνται ηλεκτρόδια τουλάχιστον τύπου E42A σύμφωνα με το GOST 9467-75 με ράβδο από σύρμα Sv-08 σύμφωνα με το GOST 2246-70.
Κατά τη συγκόλληση σε διοξείδιο του άνθρακα, θα πρέπει να χρησιμοποιείται ένα καλώδιο τουλάχιστον Sv-08G2S σύμφωνα με το GOST 2246-70.
Το σύρμα συγκόλλησης πρέπει να είναι απαλλαγμένο από σκουριές, λάδια και άλλους ρύπους.
Οι απαιτήσεις για ακατέργαστα τεμάχια συγκόλλησης προβλέπουν ότι τα εξαρτήματα που πρόκειται να συγκολληθούν από φύλλα, διαμορφωμένα, τμηματικά και άλλα προϊόντα έλασης πρέπει να ισιωθούν πριν από τη συναρμολόγηση για συγκόλληση.
Μετά την κύλιση ή την κάμψη, τα εξαρτήματα δεν πρέπει να έχουν ρωγμές και γρέζια, σχίσιμο, κυματισμό και άλλα ελαττώματα.
Οι άκρες των τμημάτων που κόβονται με ψαλίδι δεν πρέπει να έχουν ρωγμές ή γρέζια. Η κομμένη άκρη πρέπει να είναι κάθετη στην επιφάνεια του εξαρτήματος. Η επιτρεπόμενη κλίση σε περιπτώσεις που δεν καθορίζονται στα σχέδια πρέπει να είναι 1:10, αλλά όχι μεγαλύτερη από 2 mm.
Η ανάγκη για κατεργασία των άκρων των εξαρτημάτων θα πρέπει να αναφέρεται στα σχέδια και τις τεχνολογικές διαδικασίες.
Τα βαθουλώματα μετά το ίσιωμα και η καμπυλότητα των συγκολλημένων άκρων δεν πρέπει να υπερβαίνουν τις καθορισμένες ανοχές για κενά μεταξύ των συγκολλημένων μερών. Οι οριακές αποκλίσεις των γωνιακών διαστάσεων, εάν δεν καθορίζονται στα σχέδια, πρέπει να αντιστοιχούν στον δέκατο βαθμό ακρίβειας του GOST 8908-81.
Τα εξαρτήματα που παρέχονται για συγκόλληση πρέπει να γίνονται αποδεκτά από το Τμήμα Ποιοτικού Ελέγχου.
Η συναρμολόγηση των προς συγκόλληση εξαρτημάτων πρέπει να διασφαλίζει την ύπαρξη ενός καθορισμένου κενού εντός της ανοχής σε όλο το μήκος της άρθρωσης. Οι άκρες και οι επιφάνειες των εξαρτημάτων στις θέσεις των συγκολλήσεων σε πλάτος 25-30 mm πρέπει να καθαρίζονται από σκουριά, λάδια και άλλους ρύπους αμέσως πριν από τη συναρμολόγηση για συγκόλληση.
Τα μέρη που προορίζονται για συγκόλληση εξ επαφής στους αρμούς πρέπει να καθαρίζονται και από τις δύο πλευρές αλάτων, λαδιού, σκουριάς και άλλων ρύπων.
Δεν επιτρέπεται η συναρμολόγηση εξαρτημάτων με ρωγμές και σχισίματα που σχηματίζονται κατά την κατασκευή για συγκόλληση.
Αυτές οι απαιτήσεις παρέχονται με τεχνολογικό εξοπλισμό και κατάλληλες ανοχές για συναρμολογημένα μέρη.
Κατά τη συναρμολόγηση, δεν επιτρέπεται η προσαρμογή της δύναμης, προκαλώντας πρόσθετες καταπονήσεις στο μέταλλο.
Η επιτρεπόμενη μετατόπιση των συγκολλημένων άκρων μεταξύ τους και το μέγεθος των επιτρεπόμενων κενών δεν πρέπει να υπερβαίνει τις τιμές που καθορίζονται για τους κύριους τύπους, δομικά στοιχεία και διαστάσεις των συγκολλημένων αρμών σύμφωνα με τα GOST 14771-76, GOST 23518-79 , GOST 5264-80, GOST 11534-75, GOST 14776 -79, GOST 15878-79, GOST 8713-79, GOST 11533-75.
Τα τοπικά αυξημένα διάκενα πρέπει να εξαλειφθούν πριν από τη συναρμολόγηση για συγκόλληση. Επιτρέπεται η συγκόλληση κενών με την επιφάνεια των άκρων του εξαρτήματος, αλλά όχι περισσότερο από το 5% του μήκους συγκόλλησης. Απαγορεύεται η πλήρωση των διευρυμένων κενών με κομμάτια μετάλλου και άλλα υλικά.
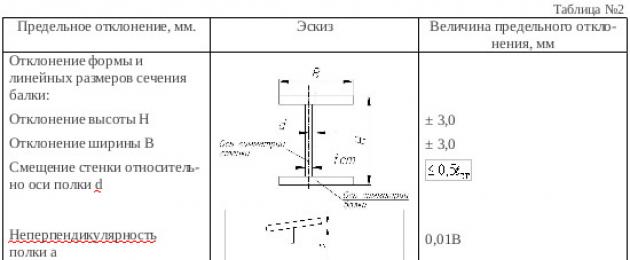
Το συγκρότημα για συγκόλληση πρέπει να διασφαλίζει τις γραμμικές διαστάσεις της τελικής μονάδας συναρμολόγησης εντός των ανοχών που αναφέρονται στον Πίνακα 2.1.
Πίνακας 2.1 - Οριακές αποκλίσεις συγκολλημένων μονάδων συναρμολόγησης
Η διατομή των κολλήσεων επιτρέπεται μέχρι το ήμισυ της διατομής της συγκόλλησης. Θα πρέπει να τοποθετούνται κόλλες στις θέσεις των συγκολλήσεων. Οι εφαρμοζόμενες κόλλες πρέπει να καθαρίζονται από σκωρία.
Η συγκόλληση των συγκολλημένων κατασκευών κατά τη συναρμολόγηση πρέπει να πραγματοποιείται χρησιμοποιώντας τα ίδια υλικά πλήρωσης και τις ίδιες απαιτήσεις όπως κατά την κατασκευή συγκολλήσεων.
Οι διαστάσεις των καρφωμάτων πρέπει να αναφέρονται στα διαγράμματα διεργασίας.
Η συναρμολόγηση για συγκόλληση πρέπει να γίνει αποδεκτή από το τμήμα ποιοτικού ελέγχου. Κατά τη μεταφορά και την κλίση των μεταλλικών κατασκευών που συναρμολογούνται για συγκόλληση, πρέπει να λαμβάνονται μέτρα για να διασφαλίζεται η διατήρηση των γεωμετρικών σχημάτων και διαστάσεων που καθορίζονται κατά τη συναρμολόγηση.
Μόνο οι πιστοποιημένοι συγκολλητές με πιστοποιητικό που καθορίζει τα προσόντα τους και τη φύση της εργασίας στην οποία γίνονται δεκτοί θα πρέπει να επιτρέπεται να συγκολλούν κρίσιμες μονάδες συναρμολόγησης.
Ο εξοπλισμός συγκόλλησης πρέπει να είναι εφοδιασμένος με βολτόμετρα, αμπερόμετρα και μετρητές πίεσης, εκτός από τις περιπτώσεις που δεν προβλέπεται η εγκατάσταση συσκευών. Η κατάσταση του εξοπλισμού πρέπει να ελέγχεται καθημερινά από τον συγκολλητή και τον τεχνικό.
Η προληπτική επιθεώρηση του εξοπλισμού συγκόλλησης από το τμήμα του αρχιμηχανικού και μηχανικού ηλεκτρικής ενέργειας θα πρέπει να πραγματοποιείται τουλάχιστον μία φορά το μήνα.
Η κατασκευή συγκολλημένων κατασκευών από χάλυβα πρέπει να πραγματοποιείται σύμφωνα με τα σχέδια και τη διαδικασία συναρμολόγησης και συγκόλλησης που αναπτύχθηκε στη βάση τους.
Η τεχνολογική διαδικασία συγκόλλησης θα πρέπει να προβλέπει μια τέτοια σειρά συρραφής στην οποία οι εσωτερικές τάσεις και παραμορφώσεις στη συγκολλημένη άρθρωση θα είναι οι μικρότερες. Θα πρέπει να παρέχει τη μέγιστη δυνατότητα συγκόλλησης στην κάτω θέση.
Απαγορεύεται η εκτέλεση εργασιών συγκόλλησης με μεθόδους που δεν καθορίζονται στην τεχνολογική διαδικασία και σε αυτό το πρότυπο χωρίς τη συγκατάθεση του επικεφαλής ειδικού στη συγκόλληση. Απόκλιση από τους τρόπους συγκόλλησης που καθορίζονται στα διαγράμματα διεργασιών, η σειρά των εργασιών συγκόλλησης δεν επιτρέπεται.
Οι επιφάνειες των εξαρτημάτων στη θέση των συγκολλήσεων πρέπει να ελέγχονται πριν από τη συγκόλληση. Οι άκρες που πρόκειται να συγκολληθούν πρέπει να είναι στεγνές. Δεν επιτρέπονται ίχνη διάβρωσης, βρωμιάς, λαδιού και άλλων ρύπων.
Απαγορεύεται να χτυπήσει τόξο στο βασικό μέταλλο, έξω από τα όρια της ραφής, και να φέρει τον κρατήρα στο βασικό μέταλλο.
Η απόκλιση των διαστάσεων διατομής των συγκολλήσεων που υποδεικνύονται στα σχέδια κατά τη συγκόλληση σε διοξείδιο του άνθρακα πρέπει να είναι σύμφωνα με το GOST 14771-76.
Στην εμφάνιση, η συγκόλληση πρέπει να έχει ομοιόμορφη επιφάνεια χωρίς χαλάρωση και χαλάρωση με ομαλή μετάβαση στο βασικό μέταλλο.
Στο τέλος της συγκόλλησης, πριν παρουσιαστεί το προϊόν στο τμήμα ποιοτικού ελέγχου, οι συγκολλήσεις και οι γειτονικές επιφάνειες πρέπει να καθαριστούν από σκωρία, χαλάρωση, πιτσίλισμα μετάλλων, λέπια και να ελεγχθούν από τον συγκολλητή.
Στη συγκόλληση με σημείο επαφής, το βάθος εσοχής του ηλεκτροδίου στο βασικό μέταλλο του σημείου συγκόλλησης δεν πρέπει να υπερβαίνει το 20% του πάχους του λεπτού τμήματος, αλλά όχι περισσότερο από 0,4 mm.
Η αύξηση της διαμέτρου της επιφάνειας επαφής του ηλεκτροδίου κατά τη συγκόλληση δεν πρέπει να υπερβαίνει το 10% του μεγέθους που καθορίζεται από την τεχνική διαδικασία.
Κατά τη συναρμολόγηση για σημειακή συγκόλληση, το διάκενο μεταξύ των επιφανειών επαφής στις θέσεις των σημείων δεν πρέπει να υπερβαίνει τα 0,5 ... 0,8 mm.
Κατά τη συγκόλληση σφραγισμένων εξαρτημάτων, το διάκενο δεν πρέπει να υπερβαίνει τα 0,2 ... 0,3 mm.
Κατά τη σημειακή συγκόλληση εξαρτημάτων διαφορετικού πάχους, η λειτουργία συγκόλλησης πρέπει να ρυθμίζεται σύμφωνα με το πάχος του λεπτότερου τμήματος.
Μετά τη συναρμολόγηση των εξαρτημάτων για συγκόλληση, είναι απαραίτητο να ελέγξετε τα κενά μεταξύ των εξαρτημάτων. Το μέγεθος των κενών πρέπει να συμμορφώνεται με το GOST 14771-76.
Οι διαστάσεις της συγκόλλησης πρέπει να συμμορφώνονται με το σχέδιο της συγκολλημένης δομής σύμφωνα με το GOST 14776-79.
Κατά τη διαδικασία συναρμολόγησης και συγκόλλησης κρίσιμων συγκολλημένων κατασκευών, ο σταδιακός έλεγχος θα πρέπει να πραγματοποιείται σε όλα τα στάδια της κατασκευής τους. Το ποσοστό ελέγχου παραμέτρων καθορίζεται από την τεχνολογική διαδικασία.
Πριν από τη συγκόλληση, θα πρέπει να ελέγξετε τη σωστή συναρμολόγηση, τις διαστάσεις και την ποιότητα των κολλήσεων, τη συμμόρφωση με τις γεωμετρικές διαστάσεις του προϊόντος, καθώς και την καθαρότητα της επιφάνειας των συγκολλημένων άκρων, την απουσία διάβρωσης, γρέζια, βαθουλώματα και άλλα ελαττώματα.
Κατά τη διάρκεια της διαδικασίας συγκόλλησης, θα πρέπει να ελέγχεται η σειρά των εργασιών που καθορίζονται από την τεχνική διαδικασία, οι μεμονωμένες ραφές και ο τρόπος συγκόλλησης.
Μετά την ολοκλήρωση της συγκόλλησης, ο ποιοτικός έλεγχος των συγκολλημένων αρμών θα πρέπει να πραγματοποιείται με εξωτερική επιθεώρηση και μετρήσεις.
Οι συγκολλήσεις φιλέτου επιτρέπονται κυρτές και κοίλες, αλλά σε όλες τις περιπτώσεις, το σκέλος της ραφής πρέπει να θεωρείται το σκέλος ενός ισοσκελούς τριγώνου εγγεγραμμένο στο τμήμα της συγκόλλησης.
Η επιθεώρηση μπορεί να πραγματοποιηθεί χωρίς τη χρήση μεγεθυντικού φακού ή τη χρήση του με αύξηση έως και 10 φορές.
Ο έλεγχος των διαστάσεων των συγκολλήσεων, των σημείων και των ανιχνευόμενων ελαττωμάτων θα πρέπει να πραγματοποιείται με εργαλείο μέτρησης με τιμή διαίρεσης 0,1 ή ειδικά πρότυπα.
Δεν επιτρέπεται η διόρθωση του ελαττωματικού τμήματος της συγκόλλησης περισσότερες από δύο φορές.
Η εξωτερική επιθεώρηση και η μέτρηση των συγκολλημένων αρμών πρέπει να πραγματοποιούνται σύμφωνα με το GOST 3242-79.
Οι προδιαγραφές συντάσσονται με τη μορφή απαιτήσεων που ισχύουν για προϊόντα έλασης και ακατέργαστα.
Οι κύριες απαιτήσεις για τα προϊόντα έλασης είναι οι απαιτήσεις για ποιότητα, καθαρότητα μεταλλικών επιφανειών, επιτρεπόμενα ελαττώματα, αποθήκευση και μεταφορά του υλικού.
Οι απαιτήσεις για κενά και εξαρτήματα εκχωρούνται με βάση τον βαθμό ευθύνης μιας δεδομένης συγκολλημένης κατασκευής, την ακρίβεια της κατασκευής της, λαμβάνοντας υπόψη τις τεχνικές απαιτήσεις του σχεδίου και της ποιότητας χάλυβα.
1.4 Προδιαγραφές συναρμολόγησης
Οι προδιαγραφές συναρμολόγησης αποτελούνται από απαιτήσεις για τον έλεγχο των ακατέργαστων και εξαρτημάτων πριν από τη συναρμολόγηση. Είναι απαραίτητο να υποδεικνύονται οι απαιτήσεις για την κατάσταση των επιφανειών τους για τον καθαρισμό των άκρων για συγκόλληση και την απολίπανσή τους, για τα δικαιώματα συρρίκνωσης των συγκολλήσεων, για τον περιορισμό των κενών κατά τη συναρμολόγηση διαφόρων τύπων αρμών, που καθορίζονται από τα σχετικά GOST ή από τις διαστάσεις αναγράφονται στο σχέδιο, ανάλογα με τη μέθοδο συγκόλλησης, απαιτήσεις για λαβή.
Είναι επίσης απαραίτητο να συμπεριληφθούν απαιτήσεις για τη διασφάλιση της αμοιβαίας καθετότητας, της ευθυγράμμισης των συναρμολογημένων μερών, της επιτρεπόμενης μετατόπισης των ενωμένων άκρων, του ποιοτικού ελέγχου συναρμολόγησης.
1.5 Προδιαγραφές για τη συγκόλληση
Οι προδιαγραφές για τη συγκόλληση θα πρέπει να περιλαμβάνουν απαιτήσεις για τον καθαρισμό συγκολλήσεων και αρμών μετά τη συγκόλληση, τη συμμόρφωση με τις συνθήκες συγκόλλησης που καθορίζονται στα διαγράμματα διεργασιών και τις επιτρεπόμενες αποκλίσεις στην εμφάνιση των συγκολλήσεων και τις διαστάσεις τους και την ποιότητα των συγκολλήσεων. Είναι απαραίτητο να καθοριστούν οι απαιτήσεις για την ελάχιστη θερμοκρασία περιβάλλοντος, οι απαιτήσεις για την εκπαίδευση και πιστοποίηση των συγκολλητών και η ελάχιστη κατηγορία συγκολλητών που επιτρέπεται να συγκολλούν το προϊόν.
1.6 Προδιαγραφές για αναλώσιμα συγκόλλησης
Προηγείται η ανάπτυξη της τεχνολογικής διαδικασίας από μια λεπτομερή μελέτη μιας δεδομένης συγκολλημένης δομής, ως αποτέλεσμα της οποίας περιγράφονται οι μέθοδοι συναρμολόγησης και οι μέθοδοι συγκόλλησης για μεμονωμένες μονάδες και τη δομή στο σύνολό της. Με βάση αυτό, αναπτύσσονται τεχνικές προδιαγραφές για υλικά συγκόλλησης (σύρμα συγκόλλησης, ροή, προστατευτικά αέρια, ηλεκτρόδια). Οι τεχνικές προδιαγραφές για τα αναλώσιμα συγκόλλησης αντικατοπτρίζουν τις βασικές απαιτήσεις των σχετικών GOST:
Στα ηλεκτρόδια GOST 9466-75.
Για συγκόλληση χαλύβδινων συρμάτων GOST 2246-70.
Για ροές συγκόλλησης GOST 9087-81 και TU, OST.
Για το διοξείδιο του άνθρακα GOST 8050-85;
Για αργό GOST 10157-79.
1.7 Προδιαγραφές για τον έλεγχο και την αποδοχή της τελικής συγκολλημένης κατασκευής
Οι προδιαγραφές για επιθεώρηση και αποδοχή, η μέθοδος και το πεδίο επιθεώρησης πρέπει να περιλαμβάνουν απαιτήσεις για το σχήμα και τις διαστάσεις των συγκολλήσεων, ελαττώματα σε συγκολλημένες αρθρώσεις που μειώνουν την αντοχή και λειτουργική αξιοπιστία της συγκολλημένης κατασκευής, απαιτήσεις για το παραδεκτό και το απαράδεκτο ελαττωμάτων μακροδομής. Για τα δοχεία, είναι απαραίτητο να οριστεί ότι οι ραφές πρέπει να είναι ισχυρές και σφιχτές, και επομένως να ελέγχονται για πυκνότητα και αντοχή. Είναι απαραίτητο να καθοριστούν μέθοδοι για την εξάλειψη των ελαττωμάτων.
2 Τεχνολογικό μέρος
studfiles.net
Προδιαγραφές για την κατασκευή συγκολλημένων κατασκευών.
Οι προδιαγραφές για την κατασκευή μιας συγκολλημένης κατασκευής προβλέπουν προδιαγραφές για βασικά υλικά, αναλώσιμα συγκόλλησης, καθώς και απαιτήσεις για τεμάχια εργασίας για συναρμολόγηση και συγκόλληση, για συγκόλληση και για ποιοτικό έλεγχο συγκόλλησης.
Οι μαθητές θα πρέπει να λαμβάνουν τις τεχνικές προϋποθέσεις για την κατασκευή συγκολλημένων κατασκευών στα εργοστάσια στο OGS ή στο γραφείο συναρμολόγησης και συγκόλλησης, όπου υποβάλλονται σε τεχνολογική πρακτική.
Ως κύρια υλικά που χρησιμοποιούνται για την κατασκευή κρίσιμων συγκολλημένων κατασκευών (υπό την επίβλεψη GOSPROMATOMNADZOR) που λειτουργούν υπό δυναμικά φορτία, θα πρέπει να χρησιμοποιούνται κραματοποιημένοι χάλυβες σύμφωνα με το GOST 19281-89 ή συνηθισμένοι ανθρακούχοι χάλυβες τουλάχιστον βαθμού St3ps σύμφωνα με το GOST 380-94. Για μη κρίσιμες συγκολλημένες κατασκευές, θα πρέπει να χρησιμοποιούνται χάλυβες τουλάχιστον βαθμού St3ps σύμφωνα με το GOST 380-94.
Η συμμόρφωση όλων των αναλωσίμων συγκόλλησης με τις απαιτήσεις των προτύπων πρέπει να επιβεβαιώνεται από το πιστοποιητικό των εργοστασίων προμήθειας και, ελλείψει πιστοποιητικού, από τα δεδομένα δοκιμών των εργαστηρίων του εργοστασίου.
Στη χειροκίνητη συγκόλληση τόξου, θα πρέπει να χρησιμοποιούνται ηλεκτρόδια τουλάχιστον τύπου E42A σύμφωνα με το GOST 9467-75 με ράβδο από σύρμα Sv-08 σύμφωνα με το GOST 2246-70.
Κατά τη συγκόλληση σε διοξείδιο του άνθρακα, θα πρέπει να χρησιμοποιείται ένα καλώδιο τουλάχιστον Sv-08G2S σύμφωνα με το GOST 2246-70.
Το σύρμα συγκόλλησης πρέπει να είναι απαλλαγμένο από σκουριές, λάδια και άλλους ρύπους.
Οι απαιτήσεις για ακατέργαστα τεμάχια συγκόλλησης προβλέπουν ότι τα εξαρτήματα που πρόκειται να συγκολληθούν από φύλλα, διαμορφωμένα, τμηματικά και άλλα προϊόντα έλασης πρέπει να ισιωθούν πριν από τη συναρμολόγηση για συγκόλληση.
Μετά την κύλιση ή την κάμψη, τα εξαρτήματα δεν πρέπει να έχουν ρωγμές και γρέζια, σχίσιμο, κυματισμό και άλλα ελαττώματα.
Οι άκρες των τμημάτων που κόβονται με ψαλίδι δεν πρέπει να έχουν ρωγμές ή γρέζια. Η κομμένη άκρη πρέπει να είναι κάθετη στην επιφάνεια του εξαρτήματος. Η επιτρεπόμενη κλίση σε περιπτώσεις που δεν καθορίζονται στα σχέδια πρέπει να είναι 1:10, αλλά όχι μεγαλύτερη από 2 mm.
Η ανάγκη για κατεργασία των άκρων των εξαρτημάτων θα πρέπει να αναφέρεται στα σχέδια και τις τεχνολογικές διαδικασίες.
Τα βαθουλώματα μετά το ίσιωμα και η καμπυλότητα των συγκολλημένων άκρων δεν πρέπει να υπερβαίνουν τις καθορισμένες ανοχές για κενά μεταξύ των συγκολλημένων μερών. Οι οριακές αποκλίσεις των γωνιακών διαστάσεων, εάν δεν καθορίζονται στα σχέδια, πρέπει να αντιστοιχούν στον δέκατο βαθμό ακρίβειας του GOST 8908-81.
Τα εξαρτήματα που παρέχονται για συγκόλληση πρέπει να γίνονται αποδεκτά από το Τμήμα Ποιοτικού Ελέγχου.
Η συναρμολόγηση των προς συγκόλληση εξαρτημάτων πρέπει να διασφαλίζει την ύπαρξη ενός καθορισμένου κενού εντός της ανοχής σε όλο το μήκος της άρθρωσης. Οι άκρες και οι επιφάνειες των εξαρτημάτων στις θέσεις των συγκολλήσεων σε πλάτος 25-30 mm πρέπει να καθαρίζονται από σκουριά, λάδια και άλλους ρύπους αμέσως πριν από τη συναρμολόγηση για συγκόλληση.
Τα μέρη που προορίζονται για συγκόλληση εξ επαφής στους αρμούς πρέπει να καθαρίζονται και από τις δύο πλευρές αλάτων, λαδιού, σκουριάς και άλλων ρύπων.
Δεν επιτρέπεται η συναρμολόγηση εξαρτημάτων με ρωγμές και σχισίματα που σχηματίζονται κατά την κατασκευή για συγκόλληση.
Αυτές οι απαιτήσεις παρέχονται με τεχνολογικό εξοπλισμό και κατάλληλες ανοχές για συναρμολογημένα μέρη.
Κατά τη συναρμολόγηση, δεν επιτρέπεται η προσαρμογή της δύναμης, προκαλώντας πρόσθετες καταπονήσεις στο μέταλλο.
Η επιτρεπόμενη μετατόπιση των συγκολλημένων άκρων μεταξύ τους και το μέγεθος των επιτρεπόμενων κενών δεν πρέπει να υπερβαίνει τις τιμές που καθορίζονται για τους κύριους τύπους, δομικά στοιχεία και διαστάσεις των συγκολλημένων αρμών σύμφωνα με τα GOST 14771-76, GOST 23518-79 , GOST 5264-80, GOST 11534-75, GOST 14776 -79, GOST 15878-79, GOST 8713-79, GOST 11533-75.
Τα τοπικά αυξημένα διάκενα πρέπει να εξαλειφθούν πριν από τη συναρμολόγηση για συγκόλληση. Επιτρέπεται η συγκόλληση κενών με την επιφάνεια των άκρων του εξαρτήματος, αλλά όχι περισσότερο από το 5% του μήκους συγκόλλησης. Απαγορεύεται η πλήρωση των διευρυμένων κενών με κομμάτια μετάλλου και άλλα υλικά.
Το συγκρότημα για συγκόλληση πρέπει να διασφαλίζει τις γραμμικές διαστάσεις της τελικής μονάδας συναρμολόγησης εντός των ανοχών που αναφέρονται στον Πίνακα 2.1.
Πίνακας 2.1 - Οριακές αποκλίσεις συγκολλημένων μονάδων συναρμολόγησης
Η διατομή των κολλήσεων επιτρέπεται μέχρι το ήμισυ της διατομής της συγκόλλησης. Θα πρέπει να τοποθετούνται κόλλες στις θέσεις των συγκολλήσεων. Οι εφαρμοζόμενες κόλλες πρέπει να καθαρίζονται από σκωρία.
Η συγκόλληση των συγκολλημένων κατασκευών κατά τη συναρμολόγηση πρέπει να πραγματοποιείται χρησιμοποιώντας τα ίδια υλικά πλήρωσης και τις ίδιες απαιτήσεις όπως κατά την κατασκευή συγκολλήσεων.
Οι διαστάσεις των καρφωμάτων πρέπει να αναφέρονται στα διαγράμματα διεργασίας.
Η συναρμολόγηση για συγκόλληση πρέπει να γίνει αποδεκτή από το τμήμα ποιοτικού ελέγχου. Κατά τη μεταφορά και την κλίση των μεταλλικών κατασκευών που συναρμολογούνται για συγκόλληση, πρέπει να λαμβάνονται μέτρα για να διασφαλίζεται η διατήρηση των γεωμετρικών σχημάτων και διαστάσεων που καθορίζονται κατά τη συναρμολόγηση.
Μόνο οι πιστοποιημένοι συγκολλητές με πιστοποιητικό που καθορίζει τα προσόντα τους και τη φύση της εργασίας στην οποία γίνονται δεκτοί θα πρέπει να επιτρέπεται να συγκολλούν κρίσιμες μονάδες συναρμολόγησης.
Ο εξοπλισμός συγκόλλησης πρέπει να είναι εφοδιασμένος με βολτόμετρα, αμπερόμετρα και μετρητές πίεσης, εκτός από τις περιπτώσεις που δεν προβλέπεται η εγκατάσταση συσκευών. Η κατάσταση του εξοπλισμού πρέπει να ελέγχεται καθημερινά από τον συγκολλητή και τον τεχνικό.
Η προληπτική επιθεώρηση του εξοπλισμού συγκόλλησης από το τμήμα του αρχιμηχανικού και μηχανικού ηλεκτρικής ενέργειας θα πρέπει να πραγματοποιείται τουλάχιστον μία φορά το μήνα.
Η κατασκευή συγκολλημένων κατασκευών από χάλυβα πρέπει να πραγματοποιείται σύμφωνα με τα σχέδια και τη διαδικασία συναρμολόγησης και συγκόλλησης που αναπτύχθηκε στη βάση τους.
Η τεχνολογική διαδικασία συγκόλλησης θα πρέπει να προβλέπει μια τέτοια σειρά συρραφής στην οποία οι εσωτερικές τάσεις και παραμορφώσεις στη συγκολλημένη άρθρωση θα είναι οι μικρότερες. Θα πρέπει να παρέχει τη μέγιστη δυνατότητα συγκόλλησης στην κάτω θέση.
Απαγορεύεται η εκτέλεση εργασιών συγκόλλησης με μεθόδους που δεν καθορίζονται στην τεχνολογική διαδικασία και σε αυτό το πρότυπο χωρίς τη συγκατάθεση του επικεφαλής ειδικού στη συγκόλληση. Απόκλιση από τους τρόπους συγκόλλησης που καθορίζονται στα διαγράμματα διεργασιών, η σειρά των εργασιών συγκόλλησης δεν επιτρέπεται.
Οι επιφάνειες των εξαρτημάτων στη θέση των συγκολλήσεων πρέπει να ελέγχονται πριν από τη συγκόλληση. Οι άκρες που πρόκειται να συγκολληθούν πρέπει να είναι στεγνές. Δεν επιτρέπονται ίχνη διάβρωσης, βρωμιάς, λαδιού και άλλων ρύπων.
Απαγορεύεται να χτυπήσει τόξο στο βασικό μέταλλο, έξω από τα όρια της ραφής, και να φέρει τον κρατήρα στο βασικό μέταλλο.
Η απόκλιση των διαστάσεων διατομής των συγκολλήσεων που υποδεικνύονται στα σχέδια κατά τη συγκόλληση σε διοξείδιο του άνθρακα πρέπει να είναι σύμφωνα με το GOST 14771-76.
Στην εμφάνιση, η συγκόλληση πρέπει να έχει ομοιόμορφη επιφάνεια χωρίς χαλάρωση και χαλάρωση με ομαλή μετάβαση στο βασικό μέταλλο.
Στο τέλος της συγκόλλησης, πριν παρουσιαστεί το προϊόν στο τμήμα ποιοτικού ελέγχου, οι συγκολλήσεις και οι γειτονικές επιφάνειες πρέπει να καθαριστούν από σκωρία, χαλάρωση, πιτσίλισμα μετάλλων, λέπια και να ελεγχθούν από τον συγκολλητή.
Στη συγκόλληση με σημείο επαφής, το βάθος εσοχής του ηλεκτροδίου στο βασικό μέταλλο του σημείου συγκόλλησης δεν πρέπει να υπερβαίνει το 20% του πάχους του λεπτού τμήματος, αλλά όχι περισσότερο από 0,4 mm.
Η αύξηση της διαμέτρου της επιφάνειας επαφής του ηλεκτροδίου κατά τη συγκόλληση δεν πρέπει να υπερβαίνει το 10% του μεγέθους που καθορίζεται από την τεχνική διαδικασία.
Κατά τη συναρμολόγηση για σημειακή συγκόλληση, το διάκενο μεταξύ των επιφανειών επαφής στις θέσεις των σημείων δεν πρέπει να υπερβαίνει τα 0,5 ... 0,8 mm.
Κατά τη συγκόλληση σφραγισμένων εξαρτημάτων, το διάκενο δεν πρέπει να υπερβαίνει τα 0,2 ... 0,3 mm.
Κατά τη σημειακή συγκόλληση εξαρτημάτων διαφορετικού πάχους, η λειτουργία συγκόλλησης πρέπει να ρυθμίζεται σύμφωνα με το πάχος του λεπτότερου τμήματος.
Μετά τη συναρμολόγηση των εξαρτημάτων για συγκόλληση, είναι απαραίτητο να ελέγξετε τα κενά μεταξύ των εξαρτημάτων. Το μέγεθος των κενών πρέπει να συμμορφώνεται με το GOST 14771-76.
Οι διαστάσεις της συγκόλλησης πρέπει να συμμορφώνονται με το σχέδιο της συγκολλημένης δομής σύμφωνα με το GOST 14776-79.
Κατά τη διαδικασία συναρμολόγησης και συγκόλλησης κρίσιμων συγκολλημένων κατασκευών, ο σταδιακός έλεγχος θα πρέπει να πραγματοποιείται σε όλα τα στάδια της κατασκευής τους. Το ποσοστό ελέγχου παραμέτρων καθορίζεται από την τεχνολογική διαδικασία.
Πριν από τη συγκόλληση, θα πρέπει να ελέγξετε τη σωστή συναρμολόγηση, τις διαστάσεις και την ποιότητα των κολλήσεων, τη συμμόρφωση με τις γεωμετρικές διαστάσεις του προϊόντος, καθώς και την καθαρότητα της επιφάνειας των συγκολλημένων άκρων, την απουσία διάβρωσης, γρέζια, βαθουλώματα και άλλα ελαττώματα.
Κατά τη διάρκεια της διαδικασίας συγκόλλησης, θα πρέπει να ελέγχεται η σειρά των εργασιών που καθορίζονται από την τεχνική διαδικασία, οι μεμονωμένες ραφές και ο τρόπος συγκόλλησης.
Μετά την ολοκλήρωση της συγκόλλησης, ο ποιοτικός έλεγχος των συγκολλημένων αρμών θα πρέπει να πραγματοποιείται με εξωτερική επιθεώρηση και μετρήσεις.
Οι συγκολλήσεις φιλέτου επιτρέπονται κυρτές και κοίλες, αλλά σε όλες τις περιπτώσεις, το σκέλος της ραφής πρέπει να θεωρείται το σκέλος ενός ισοσκελούς τριγώνου εγγεγραμμένο στο τμήμα της συγκόλλησης.
Η επιθεώρηση μπορεί να πραγματοποιηθεί χωρίς τη χρήση μεγεθυντικού φακού ή τη χρήση του με αύξηση έως και 10 φορές.
Ο έλεγχος των διαστάσεων των συγκολλήσεων, των σημείων και των ανιχνευόμενων ελαττωμάτων θα πρέπει να πραγματοποιείται με εργαλείο μέτρησης με τιμή διαίρεσης 0,1 ή ειδικά πρότυπα.
Δεν επιτρέπεται η διόρθωση του ελαττωματικού τμήματος της συγκόλλησης περισσότερες από δύο φορές.
Η εξωτερική επιθεώρηση και η μέτρηση των συγκολλημένων αρμών πρέπει να πραγματοποιούνται σύμφωνα με το GOST 3242-79.
Προηγούμενο12345678910Επόμενο
lectsia.com
Μπορείτε να κατεβάσετε κανονιστικά έγγραφα στον ιστότοπο Τεχνική Βιβλιογραφία
| GOST | |
| GOST R 12.4.238-2007 | SSBT. Εξοπλισμός ατομικής προστασίας για τα μάτια και το πρόσωπο κατά τη διάρκεια συγκόλλησης και παρόμοιων διεργασιών |
| GOST 95-77 | Μετασχηματιστές μονοφασικοί μονοσταθμοί για χειροκίνητη συγκόλληση τόξου. Γενικά Χαρακτηριστικά |
| GOST 297-80 | Μηχανές επαφής. Γενικά Χαρακτηριστικά |
| GOST 304-82 | Γεννήτριες συγκόλλησης. Γενικά Χαρακτηριστικά |
| GOST 949-73 | Χαλύβδινοι κύλινδροι μικρού και μεσαίου όγκου για αέρια 19,6 MPa (200 kgf/cm2). Προδιαγραφές |
| GOST 1077-79 | Πυρσοί μονής φλόγας γενικής χρήσης για συγκόλληση, συγκόλληση και θέρμανση με ακετυλένιο-οξυγόνο. Τύποι, κύριες παράμετροι και διαστάσεις και γενικές τεχνικές απαιτήσεις |
| GOST 2246-70 | Συγκόλληση χάλυβα σύρματος. Προδιαγραφές |
| GOST 2402-82 | Μονάδες συγκόλλησης με κινητήρες εσωτερικής καύσης. Γενικά Χαρακτηριστικά |
| GOST 2601-84 | Συγκόλληση μετάλλων. Όροι και ορισμοί βασικών εννοιών |
| GOST 3242-79 | Οι συνδέσεις είναι συγκολλημένες. Μέθοδοι ποιοτικού ελέγχου |
| GOST 4421-73 | Συμπύκνωμα αργυραδάμαντα για συγκόλληση αναλώσιμων. Προδιαγραφές |
| GOST 5191-79 | Εγχυτήρας κοπτικών για χειροκίνητη κοπή οξυγόνου. Τύποι, βασικές παράμετροι και γενικές τεχνικές απαιτήσεις |
| GOST 5264-80 | Χειροκίνητη συγκόλληση τόξου. Οι συνδέσεις είναι συγκολλημένες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 6268-78 | Μειωτήρες για επεξεργασία φλόγας. Τύποι και βασικές παράμετροι |
| GOST 6286-73 | Μανίκια από καουτσούκ υψηλής πίεσης με μεταλλικές πλεξούδες, μη ενισχυμένα. Προδιαγραφές |
| GOST 6996-66 | Συγκολλημένες συνδέσεις. Μέθοδος προσδιορισμού μηχανικών ιδιοτήτων |
| GOST 7012-77 | Μονοφασικοί μετασχηματιστές μονού σταθμού για αυτόματη συγκόλληση με βυθισμένο τόξο. Γενικά Χαρακτηριστικά |
| GOST 7122-81 | Συγκολλημένες ραφές και συγκολλημένο μέταλλο. Μέθοδος δειγματοληψίας για τον προσδιορισμό της χημικής σύστασης |
| GOST 7237-82 | Μετατροπείς συγκόλλησης. Γενικά Χαρακτηριστικά |
| GOST 7512-82 | Ο έλεγχος είναι μη καταστροφικός. Οι συνδέσεις είναι συγκολλημένες. ακτινογραφική μέθοδος |
| GOST 7871-75 | Σύρμα συγκόλλησης από αλουμίνιο και κράματα αλουμινίου. Προδιαγραφές |
| GOST 8213-75 | Μηχανές συγκόλλησης τόξου με αναλώσιμο ηλεκτρόδιο. Γενικά Χαρακτηριστικά |
| GOST 8478-81 | Πλέγματα συγκολλημένα για σχέδια από οπλισμένο σκυρόδεμα. Προδιαγραφές |
| GOST 8713-79 | Συγκόλληση με βυθισμένο τόξο. Οι συνδέσεις είναι συγκολλημένες. Δομικά στοιχεία και διαστάσεις |
| GOST 8856-72 | Εξοπλισμός για επεξεργασία φλόγας. Πίεση εύφλεκτου αερίου |
| GOST 9087-81 | Λιωμένες ροές συγκόλλησης. Προδιαγραφές |
| GOST 9356-75 | Μανίκια από καουτσούκ για συγκόλληση αερίου και κοπή μετάλλων. Προδιαγραφές |
| GOST 9466-75 | Επικαλυμμένα μεταλλικά ηλεκτρόδια για χειροκίνητη συγκόλληση με τόξο χαλύβων και επιφανειών. Ταξινόμηση και γενικές προδιαγραφές |
| GOST 9467-75 | Επικαλυμμένα μεταλλικά ηλεκτρόδια για χειροκίνητη συγκόλληση με τόξο δομικών και ανθεκτικών στη θερμότητα χάλυβων. Τύποι |
| GOST 9731-79 | Χαλύβδινοι κύλινδροι μεγάλου όγκου για αέρια σε Pp 24,5 MPa (250 kgf / cm2). Προδιαγραφές |
| GOST 10051-75 | Επικαλυμμένα μεταλλικά ηλεκτρόδια για χειροκίνητη συγκόλληση με τόξο επιφανειακών στρωμάτων με ειδικές ιδιότητες. Τύποι |
| GOST 10052-75 | Επικαλυμμένα μεταλλικά ηλεκτρόδια για χειροκίνητη συγκόλληση με τόξο υψηλής κραματοποίησης χάλυβα με ειδικές ιδιότητες. Τύποι |
| GOST 10157-79 | Αργό αέριο και υγρό. Προδιαγραφές |
| GOST 10362-76 | Μανίκια λαστιχένια κεφαλή πίεσης με ενίσχυση νήματος μη ενισχυμένη. Προδιαγραφές |
| GOST 10543-98 | Επιφάνεια από σύρμα χάλυβα. Προδιαγραφές |
| GOST 10594-80 | Εξοπλισμός για τόξο, επαφή, συγκόλληση με υπερήχους και επεξεργασία πλάσματος. Σειρές παραμέτρων |
| GOST 10796-74 | Οι κόφτες είναι χειροκίνητοι με τόξο αέρα. Τύποι και βασικές παράμετροι |
| GOST 11533-75 | Αυτόματη και ημιαυτόματη συγκόλληση με βυθισμένο τόξο. Οι συνδέσεις συγκολλούνται σε οξείες και αμβλείες γωνίες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 11534-75 | Χειροκίνητη συγκόλληση τόξου. Οι συνδέσεις συγκολλούνται σε οξείες και αμβλείες γωνίες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 11930.0-79 | Υλικά επιφανειών. Γενικές απαιτήσεις για μεθόδους ανάλυσης |
| GOST 11930.1-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού του άνθρακα |
| GOST 11930.2-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού θείου |
| GOST 11930.3-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού πυριτίου |
| GOST 11930.4-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού χρωμίου |
| GOST 11930.5-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού μαγγανίου |
| GOST 11930.6-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού νικελίου |
| GOST 11930.7-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού σιδήρου |
| GOST 11930.8-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού φωσφόρου |
| GOST 11930.9-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού βορίου |
| GOST 11930.10-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού βολφραμίου |
| GOST 11930.11-79 | Υλικά επιφανειών. Μέθοδος προσδιορισμού μολυβδαινίου |
| GOST 11930.12-79 | Υλικά επιφανειών. Μέθοδος για τον προσδιορισμό του αντιμονίου |
| GOST 11969-79 | Συγκόλληση με σύντηξη. Βασικές διατάξεις και ονομασίες τους |
| GOST 12169-82 | Ατσάλινα κενά κομμένα με οξυγονοκοπή. Επιδόματα |
| GOST 12221-79 | Εξοπλισμός κοπής μετάλλων με τόξο πλάσματος. Τύποι και βασικές παράμετροι |
| GOST 12247-80 | Χάλυβας κύλινδροι χωρίς ραφή μεγάλου όγκου για αέρια σε Pp 31,4 και 39,2 MPa (320 και 400 kgf/cm2). Προδιαγραφές |
| GOST 13045-81 | |
| GOST 13045-81 | Γενικά βιομηχανικά στροφόμετρα. Γενικά Χαρακτηριστικά |
| GOST 13861-89 | Μειωτήρες για επεξεργασία φλόγας. Γενικά Χαρακτηριστικά |
| GOST 14651-78 | Υποδοχές ηλεκτροδίων για χειροκίνητη συγκόλληση τόξου. Προδιαγραφές |
| GOST 14771-76 | Συγκόλληση τόξου σε προστατευτικό αέριο. Οι συνδέσεις είναι συγκολλημένες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 14776-79 | Συγκόλληση τόξου. Σημείο συγκόλλησης συνδέσεων. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 14782-86 | Ο έλεγχος είναι μη καταστροφικός. Οι συνδέσεις είναι συγκολλημένες. Μέθοδοι υπερήχων |
| GOST 14792-80 | Λεπτομέρειες και κενά κομμένα με οξυγόνο και κοπή με τόξο πλάσματος. Ακρίβεια, ποιότητα επιφάνειας κοπής |
| GOST 14806-80 | Συγκόλληση τόξου αλουμινίου και κραμάτων αλουμινίου σε αδρανή αέρια. Οι συνδέσεις είναι συγκολλημένες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 15164-78 | Συγκόλληση με ηλεκτροσκωρία. Οι συνδέσεις είναι συγκολλημένες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 15860-84 | Συγκολλημένοι κύλινδροι χάλυβα για υγροποιημένα αέρια υδρογονανθράκων για πίεση έως 1,6 MPa. Προδιαγραφές |
| GOST 15878-79 | Συγκόλληση επαφής. Οι συνδέσεις είναι συγκολλημένες. Δομικά στοιχεία και διαστάσεις |
| GOST 16037-80 | Αρμοί συγκολλημένοι χαλύβδινοι αγωγοί. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 16038-80 | Οι συνδέσεις είναι συγκολλημένοι αγωγοί χάλυβα κατασκευασμένοι από χαλκό και κράμα χαλκού-νικελίου. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 16098-80 | Οι συνδέσεις είναι συγκολλημένες από χάλυβα δύο στρώσεων ανθεκτικό στη διάβρωση. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 16130-90 | Σύρμα συγκόλλησης και ράβδοι από χαλκό και κράματα με βάση τον χαλκό. Προδιαγραφές |
| GOST 16310-80 | Συνδέσεις συγκολλημένες από πολυαιθυλένιο, πολυπροπυλένιο και πλαστικό βινυλίου. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 16971-71 | Ραφές συγκολλημένων αρμών από πλαστικό βινυλίου, πλαστικό πολυβινυλοχλωρίδιο και πολυαιθυλένιο. Μέθοδοι ποιοτικού ελέγχου. Γενικές Προϋποθέσεις |
| GOST 17356-89 | Καυστήρες για αέρια και υγρά καύσιμα. Οροι και ορισμοί |
| GOST 17410-78 | Ο έλεγχος είναι μη καταστροφικός. Σωλήνες μεταλλικοί κυλινδρικοί χωρίς ραφή. Μέθοδοι ανίχνευσης ελαττωμάτων με υπερήχους |
| GOST 18130-79 | Ημιαυτόματες συσκευές συγκόλλησης τόξου με αναλώσιμο ηλεκτρόδιο. Γενικά Χαρακτηριστικά |
| GOST 19140-94 | Οι στροφείς συγκολλούν οριζόντια δίστηλα. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 19141-94 | Κάθετες στροφείς συγκόλλησης. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 19143-94 | Περιστροφικοί μηχανισμοί συγκόλλησης γενικής χρήσης. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 19521-74 | Συγκόλληση μετάλλων. Ταξινόμηση |
| GOST 20295-85 | Συγκολλημένοι σωλήνες χάλυβα για κύριους αγωγούς αερίου και πετρελαίου. Προδιαγραφές |
| GOST 20415-82 | Ο έλεγχος είναι μη καταστροφικός. Ακουστικές μέθοδοι. Γενικές προμήθειες |
| GOST 20426-82 | Ο έλεγχος είναι μη καταστροφικός. Μέθοδοι ανίχνευσης ελαττωμάτων ακτινοβολίας. Περιοχή εφαρμογής |
| GOST 21204-97 | Βιομηχανικοί καυστήρες αερίου. Γενικές τεχνικές απαιτήσεις |
| GOST 21448-75 | Σκόνες από κράματα για επιφάνειες. Προδιαγραφές |
| GOST 21449-75 | Ράβδοι με σκληρή όψη. Προδιαγραφές |
| GOST 21639.0-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Γενικές απαιτήσεις για μεθόδους ανάλυσης |
| GOST 21639.1-90 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδοι προσδιορισμού της περιεκτικότητας σε υγρασία |
| GOST 21639.2-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδοι για τον προσδιορισμό του οξειδίου του αλουμινίου |
| GOST 21639.3-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδοι για τον προσδιορισμό του οξειδίου του ασβεστίου και του οξειδίου του μαγνησίου |
| GOST 21639.4-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδοι προσδιορισμού ολικού σιδήρου |
| GOST 21639.5-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδος προσδιορισμού διοξειδίου του τιτανίου |
| GOST 21639.6-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδος προσδιορισμού φωσφόρου |
| GOST 21639.7-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδοι για τον προσδιορισμό του φθοριούχου ασβεστίου |
| GOST 21639.8-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδοι για τον προσδιορισμό του διοξειδίου του πυριτίου |
| GOST 21639.9-93 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδος προσδιορισμού του άνθρακα |
| GOST 21639.10-76 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδος προσδιορισμού θείου |
| GOST 21639.11-76 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδος για τον φασματικό προσδιορισμό μολύβδου, ψευδαργύρου, τιτανίου, αντιμονίου |
| GOST 21639.12-87 | Ροές για επανατήξη ηλεκτροσκωρίας. Μέθοδοι προσδιορισμού οξειδίου του μαγγανίου |
| GOST 21694-94 | Μηχανικός εξοπλισμός συγκόλλησης. Γενικά Χαρακτηριστικά |
| GOST 22366-93 | Ταινία επιφανείας ηλεκτροδίου με βάση το σίδερο. Προδιαγραφές |
| GOST 22917-78 | Υποδοχές καλωδίων συγκόλλησης τόξου. Προδιαγραφές |
| GOST 22974.0-96 | Λιωμένες ροές συγκόλλησης. Γενικές απαιτήσεις για μεθόδους ανάλυσης |
| GOST 22974.1-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι αποσύνθεσης ροής |
| GOST 22974.2-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι για τον προσδιορισμό του οξειδίου του πυριτίου |
| GOST 22974.3-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι προσδιορισμού οξειδίου του μαγγανίου (II). |
| GOST 22974.4-96 | Λιωμένες ροές συγκόλλησης. Μέθοδος προσδιορισμού οξειδίου του αλουμινίου |
| GOST 22974.5-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι για τον προσδιορισμό του οξειδίου του ασβεστίου και του οξειδίου του μαγνησίου |
| GOST 22974.6-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι για τον προσδιορισμό του οξειδίου του σιδήρου (III) |
| GOST 22974.7-96 | Λιωμένες ροές συγκόλλησης. Μέθοδος προσδιορισμού φωσφόρου |
| GOST 22974.8-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι για τον προσδιορισμό του οξειδίου του ζιρκονίου |
| GOST 22974.9-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι για τον προσδιορισμό του οξειδίου του τιτανίου (IV) |
| GOST 22974.10-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι προσδιορισμού οξειδίου του νατρίου και οξειδίου του καλίου |
| GOST 22974.11-96 | Λιωμένες ροές συγκόλλησης. Μέθοδοι για τον προσδιορισμό του φθοριούχου ασβεστίου |
| GOST 22974.12-96 | Λιωμένες ροές συγκόλλησης. Μέθοδος προσδιορισμού θείου |
| GOST 22974.13-96 | Λιωμένες ροές συγκόλλησης. Μέθοδος προσδιορισμού του άνθρακα |
| GOST 22974.14-90 | Λιωμένες ροές συγκόλλησης. Μέθοδος προσδιορισμού της περιεκτικότητας σε υγρασία |
| GOST 23055-78 | Ο έλεγχος είναι μη καταστροφικός. Συγκόλληση μετάλλων με σύντηξη. Ταξινόμηση συγκολλημένων αρμών σύμφωνα με τα αποτελέσματα ακτινογραφικού ελέγχου |
| GOST 23240-78 | Συγκολλημένες κατασκευές. Μέθοδος αξιολόγησης της αντίστασης στο κρύο με αντίδραση σε έγκαυμα με τόξο συγκόλλησης |
| GOST 23338-91 | Συγκόλληση μετάλλων. Μέθοδος προσδιορισμού της περιεκτικότητας σε διαχύσιμο υδρογόνο στο εναποτιθέμενο μέταλλο και το μέταλλο συγκόλλησης |
| GOST 23518-79 | Συγκόλληση τόξου σε προστατευτικά αέρια. Οι συνδέσεις συγκολλούνται σε οξείες και αμβλείες γωνίες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 23556-95 | Στήλες για μηχανές συγκόλλησης. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 23697-79 | Σωλήνες συγκολλημένοι κατά μήκος από κράματα αλουμινίου. Προδιαγραφές |
| GOST 23870-79 | Συγκολλησιμότητα χάλυβα. Μέθοδος για την αξιολόγηση της επίδρασης της συγκόλλησης με σύντηξη στο βασικό μέταλλο |
| GOST 23949-80 | Ηλεκτρόδια συγκόλλησης βολφραμίου μη αναλώσιμα. Προδιαγραφές |
| GOST 24376-91 | Μετατροπείς ημιαγωγών. Γενικά Χαρακτηριστικά |
| GOST 24890-81 | Σωλήνες συγκολλημένοι από τιτάνιο και κράματα τιτανίου. Προδιαγραφές |
| GOST 25001-81 | Κενά για εναλλάκτες θερμότητας φύλλο έλασης-συγκολλημένο αλουμίνιο. Προδιαγραφές |
| GOST 25174-82 | Μανίκια κεφαλή πίεσης από καουτσούκ με ενίσχυση υφασμάτων. Παράμετροι και διαστάσεις |
| GOST 25225-82 | Ο έλεγχος είναι μη καταστροφικός. Ραφές συγκολλημένων αρμών αγωγών. Μαγνητογραφική μέθοδος |
| GOST 25444-90 | Ευθεία ηλεκτρόδια και θήκες ηλεκτροδίων για συγκόλληση με αντίσταση σημείου. Οι προσγειώσεις είναι κωνικές. Διαστάσεις |
| GOST 25445-82 | Τύμπανα, πηνία και πυρήνες για σύρμα συγκόλλησης. Κύριες διαστάσεις |
| GOST 25452-90 | Μανίκια από καουτσούκ υψηλής πίεσης με μεταλλικές περιελίξεις μη ενισχυμένες. Προδιαγραφές |
| GOST 25577-83 | Προφίλ χάλυβα λυγισμένα κλειστά συγκολλημένα τετράγωνα και ορθογώνια. Προδιαγραφές |
| GOST 25616-83 | Πηγές ισχύος για συγκόλληση τόξου. Μέθοδοι δοκιμής για τις ιδιότητες συγκόλλησης |
| GOST 25696-83 | Καυστήρες αερίου υπέρυθρη ακτινοβολία. Γενικές προδιαγραφές και αποδοχή |
| GOST 25997-83 | Συγκόλληση μετάλλων με σύντηξη. Στατική αξιολόγηση ποιότητας με βάση τα αποτελέσματα μη καταστροφικών δοκιμών |
| GOST 26054-85 | Βιομηχανικά ρομπότ για συγκόλληση επαφής. Γενικά Χαρακτηριστικά |
| GOST 26056-84 | |
| GOST 26101-84 | Επιφάνεια σκόνης σύρματος. Προδιαγραφές |
| GOST 26271-84 | Σύρμα με πυρήνα ροής για συγκόλληση τόξου άνθρακα και χάλυβα χαμηλής κραματοποίησης. Γενικά Χαρακτηριστικά |
| GOST 26388-84 | |
| GOST 26389-84 | Οι συνδέσεις είναι συγκολλημένες. Μέθοδοι δοκιμής για την αντίσταση στη θερμή ρωγμή στη συγκόλληση με σύντηξη |
| GOST 26408-85 | Στήλες για συγκόλληση ημιαυτόματων συσκευών. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 26467-85 | Επιφανειακή ταινία πούδρας. Γενικά Χαρακτηριστικά |
| GOST 27265-87 | Σύρμα συγκόλλησης από τιτάνιο και κράματα τιτανίου. Προδιαγραφές |
| GOST 27387-87 | Βιομηχανικά ρομπότ για συγκόλληση με αντίσταση σημείου. Βασικές παράμετροι και διαστάσεις |
| GOST 27580-88 | Συγκόλληση τόξου αλουμινίου και κραμάτων αλουμινίου σε αδρανή αέρια. Οι συνδέσεις συγκολλούνται σε οξείες και αμβλείες γωνίες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 27776-88 | Ενότητες παραγωγής εύκαμπτης συγκόλλησης τόξου και επεξεργασίας πλάσματος. Βασικές ρυθμίσεις |
| GOST 27824-00 | Βιομηχανικοί καυστήρες υγρών καυσίμων. Γενικές τεχνικές απαιτήσεις |
| GOST 28091-89 | Βιομηχανικοί καυστήρες υγρών καυσίμων. Μέθοδοι δοκιμής |
| GOST 28277-89 | Ο έλεγχος είναι μη καταστροφικός. Οι συνδέσεις είναι συγκολλημένες. ηλεκτρογραφική μέθοδος. Γενικές Προϋποθέσεις |
| GOST 28332-89 | Εύκαμπτη συγκόλληση τόξου παραγωγής μονάδων. Πρότυπα αξιοπιστίας και βασικές απαιτήσεις για μεθόδους ελέγχου |
| GOST 28377-89 | Σκόνες για θερμικό ψεκασμό και επίστρωση. Τύποι |
| GOST 28555-90 | Κεραμικό fluxes για συγκόλληση τόξου ανθρακούχων και χαμηλών κραμάτων χάλυβα. Γενικά Χαρακτηριστικά |
| GOST 28915-91 | Παλμός λέιζερ συγκόλλησης. Συγκολλημένοι σημειακοί σύνδεσμοι. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| GOST 28920-95 | Περιστροφείς κυλίνδρων συγκόλλησης. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 28944-91 | Μηχανικός εξοπλισμός συγκόλλησης. Μέθοδος προσδιορισμού |
| GOST 28968-91 | Μανίκια από καουτσούκ. Προσδιορισμός αντοχής στη φθορά της εξωτερικής επιφάνειας |
| GOST 29090-91 | Υλικά που χρησιμοποιούνται σε εξοπλισμό συγκόλλησης αερίου, κοπή παρόμοιων διεργασιών. Γενικές Προϋποθέσεις |
| GOST 29091-91 | Οι φακοί είναι χειροκίνητος εγχυτήρας αερίου-αέρα. Τεχνικές απαιτήσεις και μέθοδοι δοκιμής |
| GOST 29273-92 | Συγκολλησιμότητα. Ορισμός |
| GOST 29297-92 | Συγκόλληση, συγκόλληση σε υψηλή και χαμηλή θερμοκρασία, συγκόλληση μετάλλων. Κατάλογος και προϋποθέσεις για τον καθορισμό των διαδικασιών |
| GOST 30220-95 | Χειριστές για συγκόλληση με αντίσταση σημείου. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 30242-97 | Ελαττώματα αρμών στη συγκόλληση με σύντηξη μετάλλων. Ταξινόμηση, ονομασία και ορισμοί |
| GOST 30260-96 | Εξοπλισμός για την επίστρωση επιφανειών των σωμάτων της επανάστασης. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 30261-96 | Εξοπλισμός συγκόλλησης περιφερειακών ραφών. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 30275-96 | Χειριστές για συγκόλληση με αντίσταση σημείου. Γενικά Χαρακτηριστικά |
| GOST 30295-92 | Ανατροπές για συγκόλληση. Τύποι, βασικές παράμετροι και διαστάσεις |
| GOST 30430-96 | Συγκόλληση τόξου δομικών χυτοσιδήρων. Απαιτήσεις διαδικασίας |
| GOST 30482-97 | Συγκόλληση χάλυβα με ηλεκτροσκωρία. Απαιτήσεις διαδικασίας |
| GOST 30756-2001 | Ροές για τεχνολογίες ηλεκτροσκωρίας. Γενικά Χαρακτηριστικά |
| GOST 50379-92 | Στεγανότητα εξοπλισμού και συσκευών για συγκόλληση αερίου, κοπή και παρόμοιες διαδικασίες. Επιτρεπόμενοι ρυθμοί εξωτερικής διαρροής αερίου και μέθοδοι μέτρησής τους |
| GOST R 50402-2011 | Εξοπλισμός για συγκόλληση αερίου, κοπή και συναφείς διαδικασίες. Συσκευές ασφαλείας για εύφλεκτα αέρια και οξυγόνο ή πεπιεσμένο αέρα. Τεχνικές απαιτήσεις και δοκιμές |
| GOST 50723-94 | Ασφάλεια λέιζερ. Γενικές απαιτήσεις ασφάλειας για την ανάπτυξη και λειτουργία προϊόντων λέιζερ |
| GOST 52222-2004 | Λιωμένες ροές συγκόλλησης για αυτόματη συγκόλληση. Προδιαγραφές |
| GOST R 53525-2009 | Συντονισμός συγκόλλησης. Καθήκοντα και ευθύνες |
| GOST R 53526-2009 | Προσωπικό συγκόλλησης. Δοκιμή πιστοποίησης χειριστών συγκόλλησης με σύντηξη και ρυθμιστές συγκόλλησης αντίστασης για πλήρως μηχανοποιημένη και αυτόματη συγκόλληση μεταλλικών υλικών |
| GOST R 53686-2009 | Συγκόλληση. Προσδιορισμός της περιεκτικότητας σε φάση φερρίτη στο μέταλλο συγκόλλησης ωστενιτικών και διφασικών φερριτικών-ωστενιτικών χάλυβων ανθεκτικών στη διάβρωση χρωμίου-νικελίου |
| GOST R 53687-2009 | |
| GOST R 53688-2009 | |
| GOST R 53689-2009 | |
| GOST R 53690-2009 | |
| GOST R 54006-2010 | |
| GOST R 54791-2011 | Εξοπλισμός για συγκόλληση αερίου, κοπή και συναφείς διαδικασίες. Μειωτές και μετρητές ροής για αγωγούς αερίου και φιάλες αερίου με πίεση αερίου έως 300 bar (30 MPa) |
| GOST R EN | |
| GOST R EN 12074-2010 | Υλικά συγκόλλησης. Απαιτήσεις για σύστημα διαχείρισης ποιότητας για την κατασκευή, προμήθεια και πώληση υλικών συγκόλλησης και συναφών διεργασιών |
| GOST R EN 13479-2010 | Υλικά συγκόλλησης. Γενικές απαιτήσεις για υλικά πλήρωσης και ροές για συγκόλληση μετάλλων με σύντηξη |
| GOST R ISO | |
| GOST R ISO 857-1-2009 | Συγκόλληση και συναφείς διαδικασίες. Λεξικό. Μέρος 1. Διαδικασίες συγκόλλησης μετάλλων. Οροι και ορισμοί |
| GOST R ISO 857-2-2009 | Συγκόλληση και συναφείς διαδικασίες. Λεξικό. Μέρος 2. Διαδικασίες συγκόλλησης. Οροι και ορισμοί |
| GOST R ISO 2560-2009 | Υλικά συγκόλλησης. Επικαλυμμένα ηλεκτρόδια για χειροκίνητη συγκόλληση με τόξο μη κραματοποιημένων και λεπτόκοκκων χάλυβων. Ταξινόμηση |
| GOST R ISO 3580-2009 | Υλικά συγκόλλησης. Επικαλυμμένα ηλεκτρόδια για χειροκίνητη συγκόλληση με τόξο θερμοανθεκτικών χάλυβων. Ταξινόμηση |
| GOST R ISO 3581-2009 | Υλικά συγκόλλησης. Επικαλυμμένα ηλεκτρόδια για χειροκίνητη συγκόλληση με τόξο αντιδιαβρωτικών και ανθεκτικών στη θερμότητα χάλυβων. Ταξινόμηση |
| GOST R ISO 5817-2009 | Συγκόλληση. Συγκολλημένοι σύνδεσμοι από χάλυβα, νικέλιο, τιτάνιο και τα κράματά τους που λαμβάνονται με συγκόλληση με σύντηξη (εξαιρουμένων των μεθόδων συγκόλλησης με δοκό). Ποιοτικά επίπεδα |
| GOST R ISO 6520-1-2012 | Συγκόλληση και συναφείς διαδικασίες. Ταξινόμηση ελαττωμάτων γεωμετρίας και συνέχειας σε μεταλλικά υλικά. Μέρος 1: Συγκόλληση με σύντηξη |
| GOST R ISO 6520-2-2009 | Συγκόλληση και συναφείς διαδικασίες. Ταξινόμηση ελαττωμάτων γεωμετρίας και συνέχειας σε μεταλλικά υλικά. Μέρος 2: Συγκόλληση υπό πίεση |
| GOST R ISO 10042-2009 | Συγκόλληση. Συγκολλημένοι σύνδεσμοι από αλουμίνιο και τα κράματά του που λαμβάνονται με συγκόλληση τόξου. Ποιοτικά επίπεδα |
| GOST R ISO 14175-2010 | |
| GOST R ISO 15607-2009 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Γενικοί κανόνες |
| GOST R ISO 15609-1-2009 | |
| GOST R ISO 15609-2-2009 | |
| GOST R ISO 15610-2009 | |
| GOST R ISO 15611-2009 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Προσόντα με βάση προηγούμενη εμπειρία συγκόλλησης |
| GOST R ISO 15612-2009 | |
| GOST R ISO 15613-2009 | |
| GOST R ISO 17641-1-2011 | Καταστροφική δοκιμή συγκολλημένων ραφών μεταλλικών υλικών. Δοκιμές για αντοχή σε θερμό ράγισμα σε συγκολλημένες αρθρώσεις. Διαδικασίες συγκόλλησης τόξου. Μέρος 1. Γενικές Διατάξεις |
| GOST R ISO 17642-1-2011 | Καταστροφική δοκιμή συγκολλημένων ραφών μεταλλικών υλικών. Δοκιμές για αντοχή στο σχηματισμό ψυχρών ρωγμών σε συγκολλημένους αρμούς. Διαδικασίες συγκόλλησης τόξου. Μέρος 1. Γενικές Διατάξεις |
| GOST R ISO 17659-2009 | Συγκόλληση. Πολύγλωσσοι όροι για συγκολλημένες αρθρώσεις |
| GOST R IEC | |
| GOST R IEC 60974-1-2004 | Πηγές ισχύος για συγκόλληση τόξου. Απαιτήσεις ασφαλείας |
| EN | |
| EH 287-1 | Δοκιμές πιστοποίησης συγκολλητών. Συγκόλληση με σύντηξη. Μέρος 1. Χάλυβας |
| EH 287-2 | Δοκιμές πιστοποίησης συγκολλητών. Συγκόλληση με σύντηξη. Μέρος 2. Αλουμίνιο και κράματα αλουμινίου |
| EN 760 | Υλικά συγκόλλησης. Ροές για συγκόλληση τόξου. Ταξινόμηση |
| EH 1418 | |
| EH 10204 | Μεταλλικά προϊόντα. Τύποι εγγράφων ελέγχου επιθεώρησης |
| EH 12074 | Υλικά συγκόλλησης. Απαιτήσεις για σύστημα διαχείρισης ποιότητας στην κατασκευή, προμήθεια και πώληση υλικών που προορίζονται για συγκόλληση και άλλες συναφείς διαδικασίες |
| EH 14532-1:2004 | Υλικά συγκόλλησης. Μέθοδοι δοκιμής και απαιτήσεις ποιότητας. Μέρος 1: Βασικές μέθοδοι και αξιολόγηση της συμμόρφωσης των αναλωσίμων συγκόλλησης για τη συγκόλληση χάλυβα, νικελίου και κραμάτων με βάση το νικέλιο |
| EH 14532-2 | Υλικά συγκόλλησης. Μέθοδοι δοκιμής και απαιτήσεις ποιότητας. Μέρος 2: Συμπληρωματικές μέθοδοι και αξιολόγηση της συμμόρφωσης των αναλωσίμων συγκόλλησης για τη συγκόλληση χάλυβα, νικελίου και κραμάτων με βάση το νικέλιο |
| EH 14532-3:2004 | Υλικά συγκόλλησης. Μέθοδοι δοκιμής και απαιτήσεις ποιότητας. Μέρος 3: Αξιολόγηση συμμόρφωσης σύρματος συγκόλλησης για συγκόλληση κραμάτων αλουμινίου |
| EN ISO | |
| EH ISO 544 | Υλικά συγκόλλησης. Προδιαγραφές για την προμήθεια υλικών πλήρωσης. Τύποι προϊόντων, διαστάσεις, ανοχές και σημάνσεις |
| EN ISO 4063 | Συγκόλληση και συναφείς διαδικασίες. Ονοματολογία διεργασιών και αριθμοί αναφοράς |
| EH ISO 6520-1 | Συγκόλληση και συναφείς διαδικασίες. Ταξινόμηση γεωμετρικών ελαττωμάτων σε μεταλλικά υλικά. Μέρος 1: Συγκόλληση με σύντηξη |
| EH ISO 6520-2 | Συγκόλληση και συναφείς διαδικασίες. Ταξινόμηση γεωμετρικών ελαττωμάτων σε μεταλλικά υλικά. Μέρος 2: Συγκόλληση υπό πίεση |
| EN ISO 14555 | Συγκόλληση. Συγκόλληση με τόξο καρφιά από μεταλλικά υλικά |
| EN ISO 15609-1 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Τεχνικές απαιτήσεις για τη διαδικασία συγκόλλησης. Μέρος 1. Συγκόλληση τόξου |
| EN ISO 15609-2 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Τεχνικές απαιτήσεις για τη διαδικασία συγκόλλησης. Μέρος 2. Συγκόλληση αερίου |
| EN ISO 15609-3 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Τεχνικές απαιτήσεις για τη διαδικασία συγκόλλησης. Μέρος 3. Συγκόλληση με δέσμη ηλεκτρονίων |
| EH ISO 15609-4 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Τεχνικές απαιτήσεις για τη διαδικασία συγκόλλησης. Μέρος 4. Συγκόλληση με λέιζερ |
| EN ISO 15609-5 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Τεχνικές απαιτήσεις για τη διαδικασία συγκόλλησης. Μέρος 5. Συγκόλληση με αντίσταση |
| EN ISO 15610 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Πιστοποίηση βασισμένη σε δοκιμασμένα αναλώσιμα συγκόλλησης |
| EN ISO 15611 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Προσόντα με βάση προηγούμενη εμπειρία συγκόλλησης |
| EN ISO 15612 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Πιστοποίηση με την υιοθέτηση μιας τυπικής διαδικασίας συγκόλλησης |
| EN ISO 15613 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Προσόντα βάσει δοκιμασίας προπαραγωγής |
| EN ISO 15614-1 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 1: Συγκόλληση με τόξο και αέριο χάλυβα και συγκόλληση τόξου νικελίου και κραμάτων νικελίου |
| EN ISO 15614-2 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 2: Συγκόλληση με τόξο αλουμινίου και κραμάτων αλουμινίου |
| EN ISO 15614-3 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 3: Δοκιμή διαδικασίας συγκόλλησης με τόξο από χυτοσίδηρο |
| EN ISO 15614-4 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 4. Διόρθωση ελαττωμάτων στη χύτευση αλουμινίου |
| EN ISO 15614-5 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 5. Συγκόλληση με τόξο τιτανίου, ζιρκονίου και των κραμάτων τους |
| EN ISO 15614-6 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 6: Χαλκός και κράματα χαλκού |
| EN ISO 15614-8 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 8. Σωλήνες συγκόλλησης με φύλλο |
| EN ISO 15614-10 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 10: Υπερβαρική ξηρή συγκόλληση |
| EN ISO 15614-11 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 11. Συγκόλληση με δέσμη ηλεκτρονίων και ακτίνα λέιζερ |
| EN ISO 15614-12 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 12: Συγκόλληση με σημείο, ραφή και προεξοχή |
| EN ISO 15614-13 | Τεχνικές απαιτήσεις και πιστοποίηση διαδικασιών συγκόλλησης μεταλλικών υλικών. Δοκιμή διαδικασίας συγκόλλησης. Μέρος 13: Αντίσταση και συγκόλληση με φλας |
| EN ISO 15620 | Συγκόλληση. Συγκόλληση τριβής μεταλλικών υλικών |
| ISO | |
| ISO 544:2003 | Υλικά συγκόλλησης. Προδιαγραφές για την προμήθεια υλικών πλήρωσης. Τύπος προϊόντος, διαστάσεις, ανοχές και σημάνσεις |
| ISO 857-1:1998 | Συγκόλληση και συναφείς διαδικασίες. Λεξικό. Μέρος 1: Διαδικασίες συγκόλλησης μετάλλων |
| ISO 857-2:2005 | Συγκόλληση και συναφείς διαδικασίες. Λεξικό. Μέρος 2: Διεργασίες συγκόλλησης και μαλακής συγκόλλησης και σχετικοί όροι |
| ISO 9606-1 | Δοκιμές πιστοποίησης συγκολλητών. Συγκόλληση με σύντηξη. Μέρος 1. Χάλυβας |
| ISO 9606-2 | Δοκιμές πιστοποίησης συγκολλητών. Συγκόλληση με σύντηξη. Μέρος 2. Αλουμίνιο και κράματα αλουμινίου |
| ISO 9606-3 | Δοκιμές πιστοποίησης συγκολλητών. Συγκόλληση με σύντηξη. Μέρος 3. Χαλκός και κράματα χαλκού |
| ISO 9606-4 | Δοκιμές πιστοποίησης συγκολλητών. Συγκόλληση με σύντηξη. Μέρος 4: Νικέλιο και κράματα νικελίου |
| ISO 9606-5 | Δοκιμές πιστοποίησης συγκολλητών. Συγκόλληση με σύντηξη. Μέρος 5: Τιτανίου και κράματα τιτανίου, ζιρκονίου και κράματα ζιρκονίου |
| ISO 14175:2008 | Υλικά συγκόλλησης. Αέρια και μείγματα αερίων για συγκόλληση με σύντηξη και συναφείς διεργασίες |
| ISO 14732 | Προσωπικό συγκόλλησης. Δοκιμή πιστοποίησης χειριστών συγκόλλησης με σύντηξη και ρυθμιστές συγκόλλησης αντίστασης για πλήρως μηχανοποιημένη και αυτόματη συγκόλληση μεταλλικών υλικών |
| OST | |
| OST 1.02617-87 | Ραφές συγκολλημένων αρμών. Η δομή των συμβόλων για ραφές, ακμές κοπής και μεθόδους συγκόλλησης |
| OST 1.41117-72 | Συγκόλληση μεμβρανών πολυαιθυλενίου. Ραφές συγκολλημένων αρμών. Τύποι και βασικές διαστάσεις |
| OST 1.41118-81 | Ποσοστά κατανάλωσης ηλεκτρονικών υλικών και ηλεκτρικής ενέργειας σε συγκόλληση τόξου με ηλεκτρόδια ραβδώσεων |
| OST 1.41321-80 | Ηλεκτρόδια NIAT-1. Προδιαγραφές |
| OST 1.41322-80 | Ηλεκτρόδια NIAT-6. Προδιαγραφές |
| OST 1.41323-80 | Ηλεκτρόδια NIAT-6AM. Προδιαγραφές |
| OST 1.41324-80 | Ηλεκτρόδια H-11. Προδιαγραφές |
| OST 1.41325-80 | Ηλεκτρόδια H-13. Προδιαγραφές |
| OST 1.52189-76 | Ακροφύσια κεραμικά για δάδες συγκόλλησης τόξου σε προστατευτικό αέριο. Δομικές διαστάσεις και τεχνικές απαιτήσεις |
| OST 1.90015-77 | Σύρμα συγκόλλησης από κράματα τιτανίου |
| OST 3-3387-86 | Ανακουφιστική συγκόλληση χάλυβα. Απαιτήσεις για το CCI |
| OST 4G0.054.000 | Οι ραφές συγκολλούνται και συγκολλούνται με κενό. Τυπική τεχνολογική διαδικασία |
| OST 4G0.054.249 | Οι ραφές συγκολλούνται και συγκολλούνται με κενό. Τυπική τεχνολογική διαδικασία |
| OST 5.0170-75 | Έλεγχος στεγανότητας μεταλλικών κατασκευών. Μέθοδοι αερίου και υγρών |
| OST 5.7141-80 | Οι συνδέσεις είναι συγκολλημένα περιβλήματα των προϊόντων 30 και 40 κατασκευασμένα από κράματα αλουμινίου. Κανόνες ελέγχου |
| OST 5.9095-77 | Ο έλεγχος είναι μη καταστροφικός. Συνδέσεις συγκολλημένων κατασκευών και προϊόντων πλοίων. ακτινογραφική μέθοδος |
| OST 5.9126-73 | Συγκόλληση στη ναυπηγική και επισκευή πλοίων. Κανόνες πιστοποίησης συγκολλητών |
| OST 5.9153-84 | Συνδέσεις συγκολλημένες κατασκευές γάστρας. Συγκόλληση με τόξο κραμάτων αλουμινίου σε προστατευτικά αέρια. Βασικά σημεία |
| OST 5.9165-73 | Ραφές συγκολλημένων αρμών κατασκευών από κράματα τύπου Sp.3. Τύποι δομικών στοιχείων και τεχνικές απαιτήσεις για αυτά |
| OST 5.9170-73 | Κύρτες μεταλλικών πλοίων. Μέθοδος ελέγχου συγκολλημένων αρμών με εξωτερική επιθεώρηση |
| OST 5.9413-83 | Συνδέσεις συγκολλημένες κατασκευές γάστρας από κράματα αλουμινίου. Κανόνες ελέγχου |
| OST 5.9537-72 | Βελτιδοσκόπηση τριχοειδούς. Μέσα και μέθοδοι ποιοτικού ελέγχου επιφανειών |
| OST 5.9733-78 | Οι συνδέσεις είναι συγκολλημένες. Συγκόλληση τόξου προϊόντων 30 και 40 από κράματα αλουμινίου. Βασικοί τύποι και δομικά στοιχεία |
| OST 5.9807-80 | Κύρτες μεταλλικών πλοίων. Μέθοδοι προσδιορισμού και πρόληψης υπολειμματικών παραμορφώσεων συγκόλλησης |
| OST 5.9819-80 | Οι συνδέσεις είναι συγκολλημένες. Συγκόλληση σημείου επαφής και ραφής. Βασικά σημεία |
| OST 5.9823-80 | SSBT. Ηλεκτρολογικές εργασίες. Απαιτήσεις ασφαλείας |
| OST 5.9854-80 | SSBT. Επαγγελματική ασφάλεια στη συγκόλληση σε γραμμές μηχανοποιημένης ροής. Γενικές Προϋποθέσεις |
| ΟΣΤ 11-14.4004-87 | Συσκευές εκκένωσης αερίου, τυπικές τεχνολογικές διαδικασίες συγκόλλησης και συγκόλλησης μονάδων συναρμολόγησης μετάλλου-κεραμικού |
| ΟΣΤ 11-14.7002-86 | Προϊόντα ηλεκτρονικής τεχνολογίας. Συγκόλληση και συγκόλληση. Οροι και ορισμοί |
| ΟΣΤ 26-1-87 | Ραφές συγκολλημένων αρμών από τιτάνιο και κράματα τιτανίου. Τύποι και δομικά στοιχεία |
| ΟΣΤ 26-3-87 | Συγκόλληση στη χημική μηχανική. Βασικά σημεία |
| OST 92-0019-70 | Μέθοδοι και τρόποι ξήρανσης προϊόντων πριν από τις δοκιμές διαρροής |
| OST 92-0229-72 | Πλήρωση προϊόντων με αέρια ελέγχου κατά τη διάρκεια δοκιμών διαρροής. Μέθοδος Γέμισης |
| OST 92-0692-71 | Προετοιμασία, μεταφορά, αποθήκευση και έλεγχος στεγανότητας προϊόντων. Τεχνικές απαιτήσεις |
| OST 92-1021-81 | Οι συνδέσεις είναι συγκολλημένες. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις |
| OST 92-1107-79 | Κανόνες πιστοποίησης συγκολλητών |
| OST 92-1114-80 | Οι συνδέσεις είναι συγκολλημένες. Γενικές τεχνικές απαιτήσεις |
| OST 92-1126-76 | Παραγωγή συγκόλλησης. Γενικές τεχνικές απαιτήσεις |
| OST 92-1138-74 | Οι συνδέσεις είναι συγκολλημένες. Τύποι, δομικά στοιχεία, βασικές διαστάσεις. Γενικές προμήθειες |
| OST 92-1139-74 | Συνδέει συγκολλημένα κράματα με βάση το αλουμίνιο και το μαγνήσιο. Τύποι, δομικά στοιχεία, κύριες διαστάσεις |
| OST 92-1146-74 | Συγκόλληση με ηλεκτρικό τόξο σε προστατευτικό περιβάλλον ενεργών αερίων |
| OST 92-1152-75 | Συγκόλληση και συγκόλληση. Προετοιμασία επιφάνειας εξαρτημάτων για συγκόλληση και συγκόλληση. Επεξεργασία μονάδων συναρμολόγησης μετά από συγκόλληση και συγκόλληση |
| OST 92-1181-77 | Συγκόλληση τόξου εξαρτημάτων από πυρίμαχα και εύκολα οξειδωτικά μέταλλα σε ελεγχόμενη ατμόσφαιρα αδρανών αερίων. Τεχνικές απαιτήσεις και τεχνολογικές συστάσεις |
| OST 92-1186-81 | Συγκόλληση τόξου εξαρτημάτων από μέταλλα και κράματα σε προστατευτικό περιβάλλον αδρανών αερίων. Τεχνικές απαιτήσεις |
| OST 92-1527-73 | Έλεγχος στεγανότητας προϊόντων με χρήση ανιχνευτών διαρροής ηλίου |
| ΟΣΤ 92-2125-70 | Έλεγχος διαρροών |
| OST 92-4047-77 | Συγκόλληση ευαίσθητων στοιχείων αισθητήρων πίεσης. Τύποι συγκολλημένων αρμών. Τυπική τεχνολογική διαδικασία |
| OST 160.686.126-81 | OSTPP. Ηλεκτρικές συσκευές μεταγωγής για τάση έως 1000 V σειρά AZ 700, AE 1000, AE 2000, PME. Συγκόλληση και συγκόλληση επαφών. Τυπική τεχνολογική διαδικασία |
| OST 160.686.967-82 | OSTPP. Πυκνωτές ισχύος. Μέθοδοι ποιοτικού ελέγχου ραφών συγκολλημένων και συγκολλημένων αρμών. Τυπική τεχνολογική διαδικασία |
| RD | |
| RD 16151-84 | OSTPP. Μετασχηματιστές ισχύος. Συγκόλληση και συγκόλληση ρευματοφόρων εξαρτημάτων της συσκευασίας. Τυπική τεχνολογική διαδικασία |
| STP | |
| STP 03-304-78 | STPP. Εξοπλισμός γραφείου. Συγκόλληση, συγκόλληση, επίστρωση, συναρμολόγηση, καλωδίωση, μετακίνηση. Τυπικές τεχνολογικές λειτουργίες και μεταβάσεις |
| STPM 97-76 | STPP. Συναρμολόγηση, συγκόλληση και συγκόλληση. Ταξινόμηση και κωδικοποίηση τεχνολογικών λειτουργιών |
| STPM 111-76 | STPP. Συγκόλληση και συγκόλληση. Τεχνολογικές απαιτήσεις |
weldworld.com
GOST 7237-82 Μετατροπείς συγκόλλησης. Γενικά Χαρακτηριστικά
GOST 7237-82
ΔΙΑΚΡΑΤΙΚΟΙ ΠΡΟΤΥΠΟΙ ΣΥΓΚΟΛΛΗΣΕΙΣ CONVERTERSGENERAL TECHNICAL CONDITIONSIPK PUBLISHING STANDARDSmoscowINTERSTATE STANDARD
* Έκδοση (Φεβρουάριος 2002) με Τροποποίηση Αρ. 1. εγκρίθηκε τον Δεκέμβριο του 1988 (IUS 3-89)
Το διάταγμα της Κρατικής Επιτροπής Προτύπων της ΕΣΣΔ με ημερομηνία 30 Δεκεμβρίου 1982 αρ. 5305 καθόρισε την ημερομηνία εισαγωγής
Η περίοδος ισχύος καταργήθηκε σύμφωνα με το πρωτόκολλο Νο. 3-93 του Διακρατικού Συμβουλίου Τυποποίησης, Μετρολογίας και Πιστοποίησης (IUS 5-6-93)
Αυτό το πρότυπο ισχύει για μετατροπείς συγκόλλησης μονού σταθμού για συγκόλληση τόξου συνεχούς ρεύματος, με φθίνοντα εξωτερικά χαρακτηριστικά, για γενικούς σκοπούς, που κατασκευάζονται για τις ανάγκες της εθνικής οικονομίας και των εξαγωγών.
Τύποι κλιματικών εκδόσεων μετατροπέων - U2, UHL2 και T2 σύμφωνα με το GOST 15150-69. Οι μετατροπείς στην κλιματική έκδοση UHL2 κατασκευάζονται εφόσον προβλέπεται στις τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπων.
1. ΚΥΡΙΕΣ ΠΑΡΑΜΕΤΡΟΙ
1.1. Οι κύριες παράμετροι των μετατροπέων πρέπει να αντιστοιχούν σε αυτές που αναφέρονται στον Πίνακα. 1.
Τραπέζι 1
Σημειώσεις:
1. Η υψηλότερη τιμή του ρεύματος συγκόλλησης στο PN = 60% είναι ίση με την ονομαστική τιμή. Επιτρέπεται η λήψη ρεύματος συγκόλλησης που υπερβαίνει την ονομαστική τιμή, αλλά ταυτόχρονα πρέπει να διασφαλίζεται η λειτουργία του μετατροπέα σε ΦΒ 35%.
2. Η επιχειρησιακή τεκμηρίωση θα πρέπει να αναφέρει τις υψηλότερες τιμές ρεύματος συγκόλλησης σε ΦΒ = 100% και ΦΒ = 35%.
1.2. Στις τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπων, πρέπει να οριστούν επιπλέον οι ακόλουθες βασικές παράμετροι:
- τάση ρελαντί,
- αποδοτικότητα,
- συχνότητα περιστροφής,
- διαστάσεις,
- βάρος.
1.3. Η δομή του συμβόλου του μορφοτροπέα δίνεται στο υποχρεωτικό παράρτημα.
2. ΤΕΧΝΙΚΕΣ ΑΠΑΙΤΗΣΕΙΣ
2.1. Οι μετατροπείς πρέπει να κατασκευάζονται σύμφωνα με τις απαιτήσεις αυτού του προτύπου και τις τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπων σύμφωνα με σχέδια εργασίας εγκεκριμένα με τον προβλεπόμενο τρόπο και μετατροπείς που προορίζονται για εξαγωγή σε περιοχές με τροπικό κλίμα - και σύμφωνα με το GOST 15963-79 .
2.2. Οι μετατροπείς πρέπει να είναι κινητοί ή σταθεροί.
2.3. Οι φορητοί μετατροπείς πρέπει να είναι μονής θήκης και σταθεροί - μονής θήκης ή διπλής θήκης.
2.4. Οι μετατροπείς πρέπει να κατασκευάζονται για την ονομαστική τάση του τριφασικού δικτύου τροφοδοσίας 220 και 380 V με συχνότητα 50 Hz και οι μετατροπείς που προορίζονται για εξαγωγή - για την ονομαστική τάση που καθορίζεται στην παραγγελία του οργανισμού εξωτερικού εμπορίου , με συχνότητα 50 ή 60 Hz.
2.5. Οι μετατροπείς για ονομαστικό ρεύμα συγκόλλησης 500 A πρέπει να διασφαλίζουν τη σταθερότητα της τάσης λειτουργίας εντός ± 3% της ονομαστικής τιμής όταν η τάση τροφοδοσίας κυμαίνεται από συν 10 έως μείον 5% της ονομαστικής τιμής.
2.6. Ο σχεδιασμός των μετατροπέων πρέπει να είναι αυτοαεριζόμενος.
2.7. Οι μετατροπείς πρέπει να μπορούν να συνδέονται απευθείας στο δίκτυο.
2.8. Οι μετατροπείς πρέπει να διαθέτουν συσκευή για τη σύνδεση του ηλεκτροκινητήρα στο δίκτυο. Η ηλεκτρική αντοχή αυτών των συσκευών πρέπει να είναι τουλάχιστον 16.000 λειτουργίες μεταγωγής.
2.9. Ο σχεδιασμός των μετατροπέων πρέπει να είναι εφοδιασμένος με συσκευές για τη μεταφορά μέσω ανυψωτικών μέσων.
Ο σχεδιασμός των κινητών μετατροπέων πρέπει να είναι εφοδιασμένος με συσκευές για την κίνησή τους και τροχούς από καουτσούκ ή χυτοσίδηρο, και στο σχεδιασμό μετατροπέων που προορίζονται για εξαγωγή - ελαστικούς τροχούς.
2.10. Αντίσταση μόνωσης περιέλιξης και διηλεκτρική αντοχή, μηχανική αντοχή σε υψηλή ταχύτητα περιστροφής, οριακές αυξήσεις θερμοκρασίας των θερμαντικών τμημάτων των γεννητριών, μεταγωγή γεννητριών συλλεκτών, ιδιότητες συγκόλλησης μετατροπέων και συσκευής ελέγχου ρεύματος συγκόλλησης - σύμφωνα με το GOST 304-82.
2.11. Στο περίβλημα πρέπει να τοποθετηθεί μια συσκευή για τη ρύθμιση του ρεύματος συγκόλλησης των κινητών μετατροπέων. Στο σχεδιασμό μετατροπέων με φορητή συσκευή για τον απομακρυσμένο έλεγχο του ρεύματος συγκόλλησης, θα πρέπει να παρέχεται εύκολη αφαίρεση της συσκευής και η σύνδεσή της χωρίς τη χρήση ειδικών εργαλείων.
2.12. Ο σχεδιασμός των μορφοτροπέων πρέπει να διασφαλίζει τη λειτουργία των μορφοτροπέων σε κεκλιμένη θέση του άξονα του άξονα υπό γωνία έως 10° ως προς το οριζόντιο επίπεδο.
2.13. Το επίπεδο των ραδιοπαρεμβολών που δημιουργούνται κατά τη λειτουργία των μετατροπέων δεν πρέπει να υπερβαίνει τις τιμές που καθορίζονται από τους Κανόνες της Επιτρεπόμενης Βιομηχανικής Ραδιοπαρέμβασης της Ένωσης, Κανόνες 8-72.
(Αναθεωρημένη έκδοση, Rev. No. 1).
2.14. Οι συνθήκες λειτουργίας των μετατροπέων όσον αφορά την επίδραση των μηχανικών παραγόντων του περιβάλλοντος - σύμφωνα με την ομάδα M20 του GOST 17516-72.
2.15. Ονομαστικές τιμές περιβαλλοντικών κλιματικών παραγόντων - σύμφωνα με GOST 15543-70 και GOST 15150-69.
2.16. Στις τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπων, πρέπει να καθοριστούν οι ακόλουθοι δείκτες αξιοπιστίας: η πλήρης μέση διάρκεια ζωής, ο καθορισμένος πόρος πριν από την γενική επισκευή, ο καθορισμένος χρόνος απρόσκοπτης λειτουργίας, καθώς και τα κριτήρια για αστοχίες και οριακές καταστάσεις.
(Αναθεωρημένη έκδοση, Rev. No. 1).
2.17. Επιτρεπτά επίπεδα θορύβου που παράγονται από μετατροπείς - σύμφωνα με το GOST 16372-93. Τα χαρακτηριστικά θορύβου πρέπει να ορίζονται στις τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπων και να καθορίζονται στην επιχειρησιακή τεκμηρίωση.
(Εισηγήθηκε επιπρόσθετα, Rev. No. 1).
3. ΑΠΑΙΤΗΣΕΙΣ ΑΣΦΑΛΕΙΑΣ
3.1. Απαιτήσεις ασφαλείας για το σχεδιασμό μετατροπέων και των εξαρτημάτων τους - σύμφωνα με το GOST 12.2.007.8-75.
3.2. Η κατηγορία μετατροπέων σύμφωνα με τη μέθοδο προστασίας ενός ατόμου από ηλεκτροπληξία είναι 01 σύμφωνα με το GOST 12.2.007.0-75. Στη σχεδίαση της θήκης του μορφοτροπέα πρέπει να παρέχεται ένα μπουλόνι γείωσης.
3.3. Βαθμός προστασίας μετατροπέων - όχι μικρότερος από IP22 σύμφωνα με το GOST 14254-96.
3.4. (Διαγράφηκε, Αναθ. Αρ. 1).
3.5. Επίπεδο κραδασμών των μορφοτροπέων - σύμφωνα με το GOST 12.1.012-90.
3.6. (Διαγράφηκε, Αναθ. Αρ. 1).
3.7. Κατά τη διεξαγωγή ηλεκτρικών μετρήσεων και δοκιμών, θα πρέπει να τηρούνται οι απαιτήσεις ασφαλείας σύμφωνα με το GOST 12.3.019-80.
4. ΠΛΗΡΟΤΗΤΑ
4.1. Το κιτ μετατροπέα πρέπει να περιλαμβάνει:
- ένα καλώδιο μήκους τουλάχιστον 20 m για τη συσκευή ελέγχου (εάν είναι φορητή).
- θήκη ηλεκτροδίου, σχεδιασμένη για ονομαστικό ρεύμα συγκόλλησης, με εύκαμπτο σύρμα μήκους 3 m.
- προστατευτική ασπίδα προσώπου με βάση κεφαλής.
- προστατευτική ασπίδα προσώπου με λαβή.
- Φίλτρα φωτός?
- ανταλλακτικά, εργαλεία και εξαρτήματα που προβλέπονται στην επιχειρησιακή τεκμηρίωση.
Το σετ μετατροπέων πρέπει να συνοδεύεται από επιχειρησιακή τεκμηρίωση σύμφωνα με το GOST 2.601-95, που προβλέπεται από τις τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπων.
Σημείωση. Κατόπιν συμφωνίας μεταξύ του κατασκευαστή και του καταναλωτή, το κιτ δεν επιτρέπεται να περιλαμβάνει βάση ηλεκτροδίου με εύκαμπτο σύρμα μήκους 3 m και προστατευτική ασπίδα προσώπου με λαβή.
(Αναθεωρημένη έκδοση, Rev. No. 1).
5. ΚΑΝΟΝΕΣ ΑΠΟΔΟΧΗΣ
5.1. Για την επαλήθευση της συμμόρφωσης των μετατροπέων με τις απαιτήσεις αυτού του προτύπου, ο κατασκευαστής πρέπει να διεξάγει δοκιμές αποδοχής, περιοδικές δοκιμές, δοκιμές τύπου και πιστοποίησης, καθώς και δοκιμές αξιοπιστίας.
5.2. Κάθε μετατροπέας πρέπει να υποβάλλεται σε δοκιμές αποδοχής για συμμόρφωση με τις απαιτήσεις των παραγράφων. 2.1 (όσον αφορά τα σχέδια εργασίας). σελ. 2.11; 3.2 (όσον αφορά το μπουλόνι γείωσης). σελ. 4.1; 7.1-7.4; 7.5 (εκτός από τη δύναμη μεταφοράς). 7.7, καθώς και τις απαιτήσεις των τεχνικών προδιαγραφών για μετατροπείς συγκεκριμένων τύπων όσον αφορά την τάση ανοιχτού κυκλώματος και το GOST 304-82 όσον αφορά την αντίσταση και τη διηλεκτρική αντοχή της μόνωσης περιέλιξης, τη μηχανική αντοχή σε αυξημένη ταχύτητα και συσκευές για τη ρύθμιση του ρεύματος συγκόλλησης γεννήτριες και για συλλεκτικές γεννήτριες - και μεταγωγή.
Επιπλέον, οι ηλεκτροκινητήρες μετατροπέων μιας θήκης ελέγχονται για συμμόρφωση με τις απαιτήσεις της κανονιστικής και τεχνικής τεκμηρίωσης για ηλεκτρικούς κινητήρες όσον αφορά τη διηλεκτρική αντοχή και την αντίσταση μόνωσης περιέλιξης.
5.3. Περιοδικές δοκιμές θα πρέπει να διεξάγονται τουλάχιστον μία φορά κάθε δύο χρόνια σε τουλάχιστον δύο μετατροπείς από αυτούς που έχουν περάσει δοκιμές αποδοχής. Ταυτόχρονα, η συμμόρφωση των μετατροπέων με τις απαιτήσεις των παραγράφων. 2.5; 2.12; 2.15 (όσον αφορά την αντοχή στην υγρασία). 2.17, καθώς και τις απαιτήσεις των τεχνικών προδιαγραφών για μετατροπείς συγκεκριμένων τύπων όσον αφορά την απόδοση, την ταχύτητα περιστροφής, τις συνολικές διαστάσεις, το βάρος και το GOST 304-82 όσον αφορά την αύξηση της θερμοκρασίας, τις ιδιότητες συγκόλλησης και τις συσκευές για τη ρύθμιση του ρεύματος συγκόλλησης των γεννητριών, και για συλλεκτικές γεννήτριες - και μεταγωγή.
Εάν ληφθούν μη ικανοποιητικά αποτελέσματα για τουλάχιστον έναν δείκτη, πραγματοποιούνται επαναλαμβανόμενες δοκιμές διπλού αριθμού μετατροπέων σε αυτόν. Τα αποτελέσματα των επαναληπτικών δοκιμών είναι οριστικά.
(Αναθεωρημένη έκδοση, Rev. No. 1).
5.4. Οι δοκιμές τύπου σύμφωνα με το GOST 16504-81 πρέπει να πραγματοποιούνται σε τουλάχιστον δύο μετατροπείς. Το εύρος των δοκιμών θα πρέπει να καθορίζεται ανάλογα με τον βαθμό πιθανής επίδρασης των αλλαγών που έγιναν στην ποιότητα των μετατροπέων. Επιτρέπεται η διενέργεια δοκιμών τύπου μόνο σε εκείνες τις παραμέτρους που μπορούν να επηρεαστούν από τις αλλαγές που έγιναν.
5.5. Οι δοκιμές πιστοποίησης σύμφωνα με το GOST 16504-81 θα πρέπει να διεξάγονται σε τουλάχιστον δύο μετατροπείς που έχουν περάσει δοκιμές αποδοχής, σύμφωνα με ένα πρόγραμμα περιοδικών δοκιμών, καθώς και για συμμόρφωση με τις απαιτήσεις των παραγράφων. 2.13; 2.14; 2.15 (όσον αφορά την αντοχή στη θερμότητα και την αντίσταση στο κρύο κατά τη λειτουργία). σελ. 3.3; 3.5; 7.5 (από άποψη αντοχής κατά τη μεταφορά).
(Αναθεωρημένη έκδοση, Rev. No. 1).
6. ΜΕΘΟΔΟΙ ΔΟΚΙΜΗΣ
6.1. Κατά τη διάρκεια της αξιολόγησης, οι περιοδικές δοκιμές και οι δοκιμές τύπου, οι μετρήσεις ηλεκτρικών μεγεθών (εκτός από την αντίσταση μόνωσης, την τάση κατά τη δοκιμή της μόνωσης περιέλιξης για διηλεκτρική αντοχή και τις μεταβατικές παραμέτρους κατά τον έλεγχο των ιδιοτήτων συγκόλλησης) πρέπει να πραγματοποιούνται με ηλεκτρικά όργανα μέτρησης κατηγορίας ακρίβειας τουλάχιστον 0,5 , και κατά τη διάρκεια των δοκιμών αποδοχής - όχι κάτω από 1,5. Τα όργανα πρέπει να επιλέγονται έτσι ώστε οι τιμές των μετρούμενων ποσοτήτων να είναι εντός του 20-95% της κλίμακας.
6.2. Συμμόρφωση των μετατροπέων με σχέδια και απαιτήσεις των παραγράφων. 2.11; 4.1; 7.1-7.4; 7.5 (εκτός από τη δύναμη μεταφοράς). Η ρήτρα 7.7 ελέγχεται οπτικά και με ένα εργαλείο μέτρησης που παρέχει την ακρίβεια που απαιτείται από τα σχέδια εργασίας.
6.3. Κατά τη διάρκεια της δοκιμής, οι μορφοτροπείς πρέπει να είναι φορτωμένοι με ενεργή αντίσταση.
6.4. Προσδιορισμός της απόδοσης των μετατροπέων - σύμφωνα με το GOST 25491-82. Ως σταθερά θερμαινόμενη κατάσταση του μορφοτροπέα θεωρείται η κατάσταση στην οποία η θερμοκρασία σε όλα τα ελεγχόμενα σημεία αυξάνεται κατά όχι περισσότερο από 2 °C για 1 ώρα.
6.5. Η αντίσταση περιέλιξης, η διηλεκτρική αντοχή της μόνωσης, η μηχανική αντοχή σε αυξημένη ταχύτητα, η θέρμανση, η λειτουργία της συσκευής για τη ρύθμιση του ρεύματος συγκόλλησης, οι ιδιότητες συγκόλλησης, η τάση ανοιχτού κυκλώματος ελέγχονται σύμφωνα με το GOST 304-82.
Κατά την επέκταση του εύρους ρύθμισης ρεύματος, η θέρμανση ελέγχεται επίσης στο υψηλότερο φορτίο με την αντίστοιχη τιμή PN.
6.6. Η σταθερότητα της τάσης λειτουργίας των μετατροπέων (ρήτρα 2.5) ελέγχεται σε μια σταθερή θερμοκρασία των περιελίξεων της γεννήτριας, ρυθμισμένη στον ονομαστικό τρόπο λειτουργίας, από την απόκλιση της τάσης λειτουργίας στους ακροδέκτες της γεννήτριας, αλλάζοντας ομαλά την τάση τροφοδοσίας από συν 10 μείον 5% της ονομαστικής αξίας.
6.7. Δοκιμή μετατροπέων για θερμική σταθερότητα κατά τη λειτουργία (ρήτρα 2.15) - σύμφωνα με το GOST 16962-71, μέθοδος 201-2.
Ο μετατροπέας που λειτουργεί στην ονομαστική λειτουργία διατηρείται υπό τις συνθήκες της ανώτερης θερμοκρασίας αέρα κατά τη λειτουργία έως ότου επιτευχθεί μια σταθερή κατάσταση θέρμανσης, μετά την οποία μετρώνται τα ονομαστικά και τα χαμηλότερα ρεύματα συγκόλλησης στις αντίστοιχες τάσεις λειτουργίας.
6.8. Δοκιμή μετατροπέων για αντοχή στην υγρασία (ρήτρα 2.15) - σύμφωνα με το GOST 16962-71, μέθοδος 207-1, βαθμός ακαμψίας για μετατροπείς σε κλιματικές τροποποιήσεις U2 και UHL2-IV και για μετατροπείς σε κλιματική τροποποίηση T2-VIII.
Το αργότερο 3 λεπτά μετά την αφαίρεση του μετατροπέα από το θάλαμο, η αντίσταση μόνωσης των περιελίξεων της γεννήτριας σε σχέση με το περίβλημα και μεταξύ των περιελίξεων ελέγχεται με τάση ίση με το ήμισυ της τάσης δοκιμής που έχει ρυθμιστεί για τη δοκιμή της μόνωσης σε κανονικές κλιματικές συνθήκες.
Μετά τη δοκιμή τάσης, η ποιότητα της αντιδιαβρωτικής επίστρωσης του μετατροπέα ελέγχεται με εξωτερική επιθεώρηση. Στην περίπτωση αυτή επιτρέπεται:
- μεμονωμένες μικρές διογκώσεις επιστρώσεων χρωμάτων και βερνικιών που εξαφανίζονται μετά από έκθεση σε αυτές για 24 ώρες υπό κανονικές κλιματολογικές συνθήκες.
- αλλαγή στη χρωματική απόχρωση.
- μεμονωμένες εστίες διάβρωσης που δεν επηρεάζουν την απόδοση των μετατροπέων. λευκή επίστρωση σε γαλβανισμένες επιστρώσεις.
Κατά τη διάρκεια περιοδικών δοκιμών, επιτρέπεται η δοκιμή μετατροπέων στην κλιματική έκδοση T2 σε λειτουργία επιτάχυνσης.
6.9. Δοκιμή μετατροπέων για αντίσταση στο κρύο κατά τη λειτουργία (ρήτρα 2.15) - σύμφωνα με το GOST 16962-71, μέθοδος 203-1.
Οι μετατροπείς διατηρούνται στη χαμηλότερη τιμή της θερμοκρασίας περιβάλλοντος κατά τη λειτουργία για 3 ώρες, μετά από τις οποίες ελέγχονται για λειτουργικότητα στον ονομαστικό τρόπο λειτουργίας.
6.10. Η επαλήθευση της συμμόρφωσης των μετατροπέων με την ομάδα συνθηκών λειτουργίας όσον αφορά την επίδραση των μηχανικών περιβαλλοντικών παραγόντων (ρήτρα 2.14) και την αντοχή κατά τη μεταφορά (ρήτρα 7.5) πραγματοποιείται με μεταφορά με μηχανοκίνητα οχήματα.
Όταν δοκιμάζονται, οι συσκευασμένοι μετατροπείς μεταφέρονται με μηχανοκίνητα οχήματα κατά μήκος λιθόστρωτων ή χωματόδρομων για απόσταση 250 και 500 km για συνθήκες μεταφοράς L ή W, αντίστοιχα. Η ταχύτητα κίνησης καθορίζεται από την χωρητικότητα του οχήματος και την κατάσταση του δρόμου.
Η ταχύτητα κίνησης κατά μήκος της διαδρομής και το μήκος της διαδρομής σε χιλιόμετρα καθορίζονται από τα όργανα του μεταφορικού οχήματος.
Μετά την εκτέλεση, ο μετατροπέας και η συσκευασία επιθεωρούνται και στη συνέχεια ο μετατροπέας ενεργοποιείται στο ονομαστικό φορτίο για 2 ώρες.
Ο μορφοτροπέας θεωρείται ότι έχει περάσει τη δοκιμή εάν δεν διαπιστώθηκε μηχανική βλάβη κατά την εξωτερική εξέταση και ο μορφοτροπέας παρέμεινε σε λειτουργία στην ονομαστική λειτουργία για 2 ώρες.
6,8-6,10. (Αναθεωρημένη έκδοση, Rev. No. 1).
6.11. Η λειτουργία των μορφοτροπέων σε κεκλιμένη θέση (ρήτρα 2.12) ελέγχεται όταν ο άξονας του άξονα του μορφοτροπέα έχει κλίση κατά 10 ° και προς τις δύο κατευθύνσεις από το οριζόντιο επίπεδο. Σε αυτήν την περίπτωση, ο μετατροπέας πρέπει να είναι ενεργοποιημένος στο ονομαστικό φορτίο για 2 ώρες (1 ώρα σε κάθε θέση).
6.12. Έλεγχος του βαθμού προστασίας των μετατροπέων (ρήτρα 3.3) - σύμφωνα με το GOST 17494-87 και το GOST 14254-96.
6.13. Έλεγχος των χαρακτηριστικών θορύβου των μετατροπέων (ρήτρα 2.17) - σύμφωνα με το GOST 12.1.026-80*. Τρόποι λειτουργίας - ρελαντί και ονομαστικός.
6.14. Η δοκιμή μορφοτροπέων για ραδιοπαρεμβολές πραγματοποιείται σύμφωνα με το GOST 16842-82**. ___________ * Το GOST R 51401-99 ισχύει στη Ρωσική Ομοσπονδία.
** Το GOST R 51320-99 ισχύει στη Ρωσική Ομοσπονδία.
6.13, 6.14. (Αναθεωρημένη έκδοση, Rev. No. 1).
6.15. Τα χαρακτηριστικά δόνησης των μορφοτροπέων (ρήτρα 3.5) καθορίζονται σύμφωνα με το GOST 20815-93. Τρόποι λειτουργίας - ρελαντί και ονομαστικός.
6.16. Οι δείκτες αξιοπιστίας των μετατροπέων (ρήτρα 2.16) ελέγχονται σύμφωνα με τη μεθοδολογία που έχει αναπτυχθεί από το Υπουργείο Ηλεκτρικής Βιομηχανίας και καθορίζεται στις τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπων.
6.17. Η δοκιμή των μετατροπέων που προορίζονται για εξαγωγή σε περιοχές με τροπικό κλίμα, όσον αφορά τον έλεγχο της διηλεκτρικής αντοχής της μόνωσης, την αύξηση της θερμοκρασίας της γεννήτριας συγκόλλησης σε σχέση με τη θερμοκρασία περιβάλλοντος, τη θερμική σταθερότητα κατά τη λειτουργία και την αντοχή στην υγρασία, πραγματοποιείται λαμβάνοντας υπόψη το GOST 15963 -79.
7. ΣΗΜΑΝΣΗ, ΣΥΣΚΕΥΑΣΙΑ, ΜΕΤΑΦΟΡΑ ΚΑΙ ΑΠΟΘΗΚΕΥΣΗ
7.1. Στο περίβλημα του μετατροπέα πρέπει να στερεωθεί μια πλάκα με ηλεκτρικό κύκλωμα και μια πλάκα σύμφωνα με το GOST 12971-67, η οποία υποδεικνύει:
- εμπορικό σήμα του κατασκευαστή (δεν αναφέρεται για μετατροπείς που προορίζονται για εξαγωγή).
- όνομα και σύμβολο του μετατροπέα·
- σειριακός αριθμός σύμφωνα με το σύστημα αρίθμησης του κατασκευαστή·
- ημερομηνία κατασκευής (δεν αναφέρεται για μετατροπείς που προορίζονται για εξαγωγή)·
- ονομαστικό ρεύμα συγκόλλησης, A;
- ονομαστική τάση λειτουργίας, V;
- όρια ρύθμισης ρεύματος συγκόλλησης, A;
- ονομαστική σχετική διάρκεια φορτίου PN, %;
- ονομαστική ταχύτητα, σ.α.λ.
- χαρακτηριστικά του δικτύου τροφοδοσίας (αριθμός φάσεων, ονομαστική τάση, V, συχνότητα, Hz).
- προσδιορισμός των συνδέσεων των περιελίξεων του κινητήρα.
- απόδοση μετατροπέα?
- βαθμός προστασίας;
- κατηγορία μόνωσης της γεννήτριας και του ηλεκτροκινητήρα.
- βάρος, kg;
- την επιγραφή «Χώρα κατασκευής (για μετατροπείς που προορίζονται για εξαγωγή). Στις πλάκες των μετατροπέων διπλής θήκης, επιτρέπεται να μην επαναλαμβάνονται τα δεδομένα που αναφέρονται στην πινακίδα του κινητήρα.
(Αναθεωρημένη έκδοση, Rev. No. 1).
7.2. Η κλίμακα της συσκευής ελέγχου πρέπει να αναφέρει:
- αντίσταση συσκευής ελέγχου, Ohm;
- ονομαστικό ρεύμα της συσκευής ελέγχου, Α.
7.3. Σε μορφοτροπείς σχεδιασμένους να λειτουργούν μόνο σε μία κατεύθυνση περιστροφής, πρέπει να υποδεικνύεται με ένα βέλος ή μια επιγραφή.
7.4. Η πολικότητα των σφιγκτήρων συγκόλλησης των μετατροπέων πρέπει να επισημαίνεται με τα σημάδια "+" και "-". Εάν οι μορφοτροπείς είναι εφοδιασμένοι με διακόπτη πολικότητας, τότε πρέπει να παρέχεται ένδειξη πολικότητας ανάλογα με τη θέση του διακόπτη.
7.5. Συσκευασία και συντήρηση μετατροπέων - σύμφωνα με το GOST 23216-78 και το GOST 15846-79 για συνθήκες αποθήκευσης και μεταφοράς και επιτρεπόμενη διάρκεια ζωής πριν από τη θέση σε λειτουργία που ορίζεται στην ενότητα 7.8.
Οι τύποι συσκευασίας, οι μέθοδοι συντήρησης, οι μέθοδοι και τα μέσα στερέωσης των μορφοτροπέων κατά τη μεταφορά πρέπει να καθορίζονται στις τεχνικές προδιαγραφές για συγκεκριμένους τύπους μορφοτροπέων.
7.6. Οι μετατροπείς μπορούν να μεταφέρονται με μεταφορά οποιουδήποτε τύπου σύμφωνα με τους κανόνες για τη μεταφορά εμπορευμάτων που ισχύουν για τις μεταφορές αυτού του τύπου.
7.7. Σήμανση μεταφοράς μετατροπέων - σύμφωνα με το GOST 14192-96. Το περιεχόμενο, ο τόπος εφαρμογής, οι μέθοδοι εκτέλεσης της σήμανσης μεταφοράς θα πρέπει να προσδιορίζονται στις τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπων. Σήμανση μεταφοράς μετατροπέων που προορίζονται για εξαγωγή - σύμφωνα με το GOST 14192-96 και παραγγελία ενός οργανισμού εξωτερικού εμπορίου.
7.8. Οι συνθήκες μεταφοράς και αποθήκευσης των μορφοτροπέων και η επιτρεπόμενη διάρκεια ζωής πρέπει να αντιστοιχούν σε αυτές που αναφέρονται στον Πίνακα. 3.
Πίνακας 3*
| Σκοπός του μετατροπέα | Προσδιορισμός της συνθήκης μεταφοράς ως προς την έκθεση | Καθορισμός συνθηκών αποθήκευσης σύμφωνα με το GOST 15150-69 | Διάρκεια ζωής στη συσκευασία και διατήρηση του κατασκευαστή, ζ | |
| μηχανικοί παράγοντες σύμφωνα με το GOST 23216-78 | κλιματικοί παράγοντες σύμφωνα με το GOST 15150-69 | |||
| Για τις ανάγκες της εθνικής οικονομίας: | ||||
| για όλες τις περιοχές, εκτός από τις περιοχές του Άπω Βορρά και τις δυσπρόσιτες περιοχές | μεγάλο | 8 (OJ3) | 1 (L) | 1 |
| για περιοχές του Άπω Βορρά και δυσπρόσιτες | ΚΑΙ | 8 (OJ3) | 2 (C) | 1 |
| Για εξαγωγή σε μακροκλιματικές περιοχές: | ||||
| εύκρατο κλίμα | ΚΑΙ | 8 (OJ3) | 1 (L) | 2 |
| με τροπικό κλίμα | ΚΑΙ | 9 (OJ1) | 3 (Ε3) | 2 |
___________ * Πιν. 2 εξαιρείται.
Κατόπιν αιτήματος του καταναλωτή, επιτρέπεται η θέσπιση άλλης διάρκειας ζωής και συνθηκών μεταφοράς και αποθήκευσης που πληρούν τις απαιτήσεις του GOST 23216-78 και καθορίζονται στην παραγγελία ενός οργανισμού εξωτερικού εμπορίου ή σε τεχνικές προδιαγραφές για μετατροπείς συγκεκριμένων τύπους.
8. ΟΔΗΓΙΕΣ ΧΡΗΣΗΣ
8.1. Λειτουργία μετατροπέων - σύμφωνα με το GOST 12.3.003-86 και την επιχειρησιακή τεκμηρίωση που επισυνάπτεται στον μετατροπέα.
(Αναθεωρημένη έκδοση, Rev. No. 1).
9. ΕΓΓΥΗΣΗ ΚΑΤΑΣΚΕΥΑΣΤΗ
9.1. Ο κατασκευαστής εγγυάται τη συμμόρφωση των μορφοτροπέων με τις απαιτήσεις αυτού του προτύπου υπό τους όρους μεταφοράς, αποθήκευσης και λειτουργίας που καθορίζονται από αυτό το πρότυπο και την επιχειρησιακή τεκμηρίωση.
9.2. Η περίοδος εγγύησης για τη λειτουργία των μετατροπέων είναι δύο χρόνια από την ημερομηνία θέσης σε λειτουργία τους.
Η περίοδος εγγύησης για τη λειτουργία των μετατροπέων που προορίζονται για εξαγωγή είναι δύο έτη από την ημερομηνία θέσης σε λειτουργία, όχι περισσότερο από δύο έτη από την ημερομηνία διέλευσης από τα κρατικά σύνορα.
ΠΑΡΑΡΤΗΜΑ Υποχρεωτικό
ΔΟΜΗ ΟΝΟΜΑΣΙΑΣ ΜΕΤΑΤΡΟΠΟΥ
* Η τιμή του ονομαστικού ρεύματος συγκόλλησης του μετατροπέα σε δεκάδες αμπέρ στρογγυλοποιείται στον πλησιέστερο αριθμό. ** Ο αριθμός μετατροπής εκχωρείται στον μετατροπέα από το Παν-ενωσιακό Έρευνα, Σχεδιασμό και Τεχνολογικό Ινστιτούτο Ηλεκτρικού Εξοπλισμού Συγκόλλησης (VNIIESO) του Υπουργείου Ηλεκτροτεχνικής Βιομηχανίας.
1. Κύριες παράμετροι 2. Τεχνικές απαιτήσεις 3. Απαιτήσεις ασφαλείας 4. Πληρότητα 5. Κανόνες αποδοχής 6. Μέθοδοι δοκιμής 7. Σήμανση, συσκευασία, μεταφορά και αποθήκευση 8. Οδηγίες λειτουργίας 9. Εγγυήσεις του κατασκευαστή
Παράρτημα Δομή συμβόλου μετατροπέα

3. ΚΑΤΑΣΚΕΥΗ ΤΗΣ ΣΥΓΚΟΛΛΗΜΕΝΗΣ ΔΟΚΟΥ
3.1. Η διατομή της δοκού πρέπει να αντιστοιχεί στο σχήμα 1.

H - ύψος δοκού. h είναι το ύψος του ιστού της δοκού. s - πάχος τοιχώματος.
t - πάχος ραφιού. Β - πλάτος ραφιού
Φιγούρα 1
3.2. Οι διαστάσεις των δοκών, το εμβαδόν της διατομής, η μάζα ενός μέτρου της δοκού και οι γεωμετρικές τιμές για τους άξονες φαίνονται στον Πίνακα 1.
Πίνακας #3
Οι κύριες τεχνικές παράμετροι του μύλου φαίνονται στον Πίνακα 3 και στο Σχήμα 1.
3.3. Παράγεται σύμφωνα με την παραγγελία παραγωγή συγκολλημένης δοκού μήκους 3000 mm έως 12000 mm. Κατόπιν αιτήματος του καταναλωτή επιτρέπεται η παροχή δοκών έως 15000 χιλ. Με πλήρη διείσδυση κατασκευάζονται δοκοί με πάχος τοιχώματος έως 12 χιλ.
3.4. Περιορίστε τις αποκλίσεις στο πάχος του τοίχου στην κατασκευή συγκολλημένης δοκούκαι οι φλάντζες δοκών πρέπει να αντιστοιχούν στις μέγιστες αποκλίσεις στο πάχος του αρχικού τεμαχίου εργασίας με πλάτος μεγαλύτερο από 1500 έως 2000 mm.
3.5. Η απόκλιση από την καθετότητα των άκρων της δοκού δεν πρέπει να υπερβαίνει τις μέγιστες αποκλίσεις. Το μέγιστο μήκος μιας υπό όρους συναρμολογημένης συγκολλημένης δοκού με άκρα κάθετα στον διαμήκη άξονα λαμβάνεται ως το μήκος της δοκού.
3.6. Περιορίστε τις αποκλίσεις των διαστάσεων, το γεωμετρικό σχήμα της συγκολλημένης δοκού και της συγκολλημένης
οι ραφές δεν πρέπει να υπερβαίνουν τις τιμές που δίνονται στον πίνακα 2, το ελάχιστο μέγεθος του ποδιού της ραφής καθορίζεται από τη συλλογή CHZSB:
K = όχι λιγότερο από 4 mm για δοκούς: 25B1, 25B2, 30B1, 30B2, 35B1;
K = τουλάχιστον 5 mm για δοκούς: 35B2, 40B1, 40B2, 45B1, 45B2, 50B1, 50B2, 55B1, 25Sh1, 30Sh1, 35Sh1, 35Sh2, 40Sh1, 25K2, 25K2,
K = τουλάχιστον 6 mm για δοκούς: 50B3, 55B2, 60B1, 60B2, 70BS, 70B1, 70B2, 30Sh2, 40Sh2, 45Sh1, 50Sh1, 50Sh2, 50Sh3, 60Sh1,Sh1,7Sh1, 60Sh1,Sh1,7 K3, 30K2, 30K3 , 30K4, 35K1, 35K2, 40K1;
K = τουλάχιστον 7 mm για δοκούς: 50Sh4, 60Sh3, 60Sh4, 70Sh2, 70Sh3, 80Sh2, 90Sh2, 100Sh1, 100Sh2, 100Sh3, 40K2, 40K3, 40K4;
K = τουλάχιστον 8 mm για δοκούς: 70Sh4, 70Sh5, 100Sh4, 40K5.
3.7. Κατόπιν αιτήματος του πελάτη, τα άκρα κόβονται. Οι οριακές αποκλίσεις της λοξής τομής πρέπει να αντιστοιχούν στην τιμή που καθορίζεται στον πίνακα 2.
3.8. Οι τύποι δοκιμών, το πεδίο ελέγχου των συγκολλημένων αρμών επιλέγονται ανάλογα με το καθορισμένο επίπεδο ποιότητας σύμφωνα με το GOST 23118 - 99.
4. ΑΠΑΙΤΗΣΕΙΣ ΑΠΟΔΟΣΗΣ
ΕΡΓΑΣΙΕΣ ΣΥΝΑΡΜΟΛΟΓΗΣΗΣ ΚΑΙ ΣΥΓΚΟΛΛΗΣΕΩΝ
4.1. Τα χρησιμοποιημένα υλικά συγκόλλησης, εξοπλισμός και τεχνολογίες πρέπει να είναι πιστοποιημένα σύμφωνα με τις απαιτήσεις των RD 03-613-03, RD 03-614-03, RD 03-615-03.
4.2. Τα άκρα της φλάντζας δοκού μετά την κοπή οξυγόνου της μηχανής δεν πρέπει να έχουν ανωμαλίες άνω των 0,3 mm.
4.3. Οι ραφές μπλουζάκι (ζώνη) και πισινό (αρμοί φύλλων ραφιών και τοίχων) πρέπει να εκτελούνται με μηχανοποιημένη συγκόλληση (αυτόματο βυθισμένο τόξο ή/και ημιαυτόματο σε προστατευτικό περιβάλλον αερίου) με ομαλή μετάβαση των ραφών στο βασικό μέταλλο.
4.4. Οι αρμοί των φύλλων των ραφιών και των τοιχωμάτων των δοκών πρέπει να γίνονται από άκρη σε άκρη χωρίς επικαλύψεις με συγκόλληση διπλής όψης. Στην περίπτωση αυτή, οι αρμοί των φύλλων των ραφιών, σε σχέση με την ένωση του ιστού της δοκού, πρέπει να βρίσκονται σε απόσταση τουλάχιστον 100 mm και στις δύο πλευρές του αρμού του τοίχου, για δοκούς γερανού τουλάχιστον 500 mm . Η μονόπλευρη συγκόλληση επιτρέπεται με την προϋπόθεση ότι η ρίζα της συγκόλλησης είναι συγκολλημένη.
4.5. Όλες οι συγκολλήσεις πρέπει να είναι συνεχείς.
4.6. Η επιφάνεια των ακραίων συγκολλήσεων των φύλλων ραφιών στη διεπαφή με τον τοίχο πρέπει να καθαριστεί στο ίδιο επίπεδο με το βασικό μέταλλο. Κατόπιν αιτήματος του καταναλωτή, επιτρέπεται η αφαίρεση του οπλισμού της πρόσθιας συγκόλλησης των φύλλων φλάντζας και του ιστού της δοκού και από τις δύο πλευρές.
4.7. Κατά την εκτέλεση συγκολλήσεων από κάτω, πρέπει να διασφαλίζεται η πλήρης διείσδυση. Η αντοχή εφελκυσμού του εναποτιθέμενου μετάλλου δεν πρέπει να είναι μικρότερη από την αντοχή εφελκυσμού του βασικού μετάλλου.
4.8. Οι συγκολλήσεις πρέπει να συμμορφώνονται με την κατηγορία II και τη μέση ποιότητα σύμφωνα με το GOST 23118. Οι κατηγορίες ποιότητας I και III (υψηλά και χαμηλά επίπεδα ποιότητας) καθορίζονται σε συμφωνία με τον καταναλωτή.
4.9. Οι τύποι δοκιμών, το πεδίο ελέγχου των συγκολλημένων αρμών επιλέγονται ανάλογα με
από το καθορισμένο επίπεδο ποιότητας σύμφωνα με το GOST 23118.
4.10. Οι ραφές των συγκολλημένων αρμών και κατασκευών μετά τη συγκόλληση μεταλλικών κατασκευών πρέπει να καθαρίζονται από σκωρίες, πιτσίλισμα και χαλάρωση μετάλλων.
Κατά την οπτική επιθεώρηση, οι συγκολλήσεις πρέπει να πληρούν τις ακόλουθες απαιτήσεις:
α) έχουν λεία ή ομοιόμορφα φολιδωτή επιφάνεια χωρίς αιχμηρές μεταβάσεις στο βασικό μέταλλο (η απαίτηση για ομαλή μετάβαση στο βασικό μέταλλο πρέπει να αιτιολογείται ειδικά και να παρέχεται με πρόσθετες τεχνολογικές μεθόδους).
β) οι ραφές πρέπει να είναι σφιχτές σε όλο το μήκος και να μην έχουν ορατά εγκαύματα, στένωση, σπασίματα, χαλάρωση, καθώς και απαράδεκτες σε μέγεθος υποτομές, έλλειψη διείσδυσης στη ρίζα της ακραίας συγκόλλησης, μη σύντηξη κατά μήκος των άκρων , εγκλείσματα και πόροι σκωρίας.
γ) το μέταλλο της συγκόλλησης και η ζώνη κοντά στη συγκόλληση δεν πρέπει να έχουν ρωγμές οποιουδήποτε προσανατολισμού και μήκους.
δ) οι κρατήρες των ραφών στα σημεία που πρέπει να χωνευτούν σταματά η συγκόλληση, και στα σημεία που τελειώνουν - συγκολλούνται.
4.11. Κοντά στη ραφή της συγκολλημένης άρθρωσης πρέπει να τοποθετηθεί ο αριθμός ή το σήμα του συγκολλητή,
που έκανε αυτή τη ραφή. Ο αριθμός ή το σήμα τοποθετείται σε απόσταση τουλάχιστον 40 mm από το όριο της συγκόλλησης, εκτός εάν υποδεικνύεται διαφορετικά στα σχέδια KMD. Κατά τη συγκόλληση μιας μονάδας συναρμολόγησης από έναν συγκολλητή, επιτρέπεται η τοποθέτηση του σήματος του συγκολλητή δίπλα στη σήμανση.
4.12. Επιτρέπεται η επισκευή συγκολλημένων αρμών, τα διορθωμένα τμήματα των συγκολλήσεων πρέπει να επιθεωρηθούν εκ νέου.
4.13. Στην επιφάνεια της δοκού δεν πρέπει να υπάρχουν ρωγμές, αποκολλήσεις, αιχμαλωσία, ηλιοβασιλέματα, ελαττώματα,
ρύπανση έλασης.
4.14. Επιτρέπεται η ύπαρξη τοπικών βαθουλωμάτων στο πάχος και το πλάτος των προϊόντων έλασης σε βάθος που δεν υπερβαίνει το διπλάσιο της μείον ανοχής των προϊόντων έλασης, αλλά όχι περισσότερο από 1 mm σε πάχος και 3 mm σε διαστάσεις διατομής.
4.15. Επιτρέπεται η αφαίρεση ελαττωμάτων της εξωτερικής επιφάνειας με απαλό τρίψιμο ή συνεχή λείανση, ενώ το πάχος του τοίχου ή/και της φλάντζας μετά τον καθαρισμό δεν πρέπει να υπερβαίνει τις ελάχιστες επιτρεπόμενες τιμές.
4.16. Κατόπιν αιτήματος του καταναλωτή, πραγματοποιείται αντιδιαβρωτική προστασία δοκών.
4.17. Το σύστημα προστασίας, η ποιότητα υλικού, ο αριθμός στρώσεων, το πάχος κάθε στρώσης, το συνολικό πάχος επίστρωσης πρέπει να συμφωνούνται με τον καταναλωτή.
4.18. Η επίστρωση δεν πρέπει να έχει κενά, φυσαλίδες, ρωγμές, ροκανίδια, κρατήρες και άλλα ελαττώματα που επηρεάζουν τις προστατευτικές ιδιότητες και στην εμφάνιση πρέπει να συμμορφώνεται με τις απαιτήσεις του GOST 9. 301.
5. ΠΟΙΟΤΙΚΟΣ ΕΛΕΓΧΟΣ.
5.1. Οι τύποι και το πεδίο ελέγχου που χρησιμοποιούνται στην κατασκευή συγκολλημένων δοκών πρέπει να εγγυώνται την ανίχνευση μη αποδεκτών ελαττωμάτων στα προϊόντα, την υψηλή ποιότητα και την αξιοπιστία τους κατά τη λειτουργία.
5.1.1. Είναι υποχρεωτική η διενέργεια προκαταρκτικού (δηλαδή εισροής), λειτουργικού ελέγχου και ελέγχου αποδοχής.
5.1.2. Το εύρος του ελέγχου θα πρέπει να καθορίζεται από σχέδια ή κανονιστικά έγγραφα για κάθε τύπο προϊόντος (εξάρτημα, συναρμολόγηση).
5.2. Ο προκαταρκτικός έλεγχος πρέπει να καθοριστεί:
5.2.1. Συμμόρφωση με τις απαιτήσεις των Κανόνων στην τεχνική τεκμηρίωση και τα σχέδια εργασίας.
5.2.2. Συμμόρφωση ειδικευμένου προσωπικού (συγκολλητές, ανιχνευτές ελαττωμάτων, εργοδηγοί).
5.2.3. Εξυπηρέτηση και πληρότητα εξοπλισμού, διαθεσιμότητα διαβατηρίων.
5.2.4. Θα πρέπει να τηρείται αρχείο καταγραφής συμμόρφωσης εξοπλισμού στο οποίο θα πρέπει να καταγράφονται οι επισκευές και οι επιθεωρήσεις του εξοπλισμού.
5.3. Πρέπει να καθιερωθεί ο εισερχόμενος έλεγχος σύμφωνα με το GOST 24297-87:
5.3.1. Ο έλεγχος εισόδου των κύριων υλικών (μέταλλο και δομικά στοιχεία) πραγματοποιείται από τους ειδικούς της επιχείρησης σύμφωνα με τις απαιτήσεις του STP 1399145-06-05PI. Τα αποτελέσματα του ελέγχου εισόδου πρέπει να συμπληρωθούν στο αρχείο καταγραφής ελέγχου εισόδου.
5.3.2. Η παρουσία εργοστασιακών σημάνσεων σε προϊόντα ή λίστες συσκευασίας, ετικέτες, ετικέτες, καθώς και η συμμόρφωση αυτών των σημάνσεων με τα δεδομένα πιστοποιητικού και τις απαιτήσεις κανονιστικών εγγράφων ή σχεδίων εργασίας για τα κατασκευασμένα προϊόντα και την παρουσία διαβατηρίου (πιστοποιητικού) που πιστοποιεί την ποιότητά του .
5.3.3. Επιθεώρηση μεταλλικών και δομικών στοιχείων για τον εντοπισμό επιφανειακών ελαττωμάτων και ζημιών.
5.4. Ο λειτουργικός έλεγχος πραγματοποιείται σύμφωνα με την τεχνολογική τεκμηρίωση του πελάτη, η οποία πρέπει να αναφέρει τον τύπο των ραφών των αρμών και τα χαρακτηριστικά των συνθηκών λειτουργίας τους σύμφωνα με τον Πίνακα 4 ή άλλες απαιτήσεις της τεκμηρίωσης του έργου. Κατόπιν συμφωνίας με τον πελάτη, μπορεί να πραγματοποιηθεί 100% υπερηχητικός έλεγχος συγκολλήσεων.
5.4.1. Σε περίπτωση συστηματικής ανίχνευσης μη αποδεκτών ελαττωμάτων σε συγκολλημένες αρθρώσεις (το ποσοστό ελαττωμάτων είναι περισσότερο από 10%) με μη καταστρεπτικές μεθόδους δοκιμών, το εύρος του ελέγχου θα πρέπει να διπλασιαστεί και με περαιτέρω ανίχνευση μη αποδεκτών ελαττωμάτων, είναι απαραίτητος ο έλεγχος όλων αρθρώσεις αυτού του τύπου σε ποσοστό 100%.
5.4.2. Οι συγκολλημένοι σύνδεσμοι που δεν πληρούν τις απαιτήσεις για την ποιότητά τους πρέπει να διορθώνονται σύμφωνα με την αναπτυγμένη τεχνολογία και να επιθεωρούνται εκ νέου.
5.5. Ο έλεγχος αποδοχής πρέπει να καθορίζει:
5.5.1. Ο έλεγχος της απόκλισης του σχήματος και των γραμμικών διαστάσεων του τμήματος δοκού πρέπει να πραγματοποιείται με καθολικές μεθόδους ελέγχου και όργανα μέτρησης σύμφωνα με το SP 53-101, GOST 23118. Οι διαστάσεις ελέγχονται σε απόσταση τουλάχιστον 500 mm από το άκρο της δοκού. Το ύψος της δέσμης μετράται κατά μήκος του άξονα Υ-Υ.
5.5.2. Οι μέθοδοι ποιοτικού ελέγχου των συγκολλημένων αρμών και οι διαστάσεις των τομών τους θα πρέπει να επιλέγονται σύμφωνα με τον Πίνακα 4 και το GOST 23118.
5.5.3. Ο έλεγχος πληρότητας πραγματοποιείται συγκρίνοντας την παρτίδα των συγκολλημένων δοκών που προετοιμάζονται για αποστολή με την παραγγελία εργασίας.
5.5.4. Η μάρκα, η χημική σύνθεση και οι μηχανικές ιδιότητες του υλικού δοκού πρέπει να πιστοποιούνται με έγγραφο σχετικά με την ποιότητα της επιχείρησης - του προμηθευτή λαμαρίνας.

6. ΣΗΜΑΝΣΗ ΚΑΙ ΜΕΤΑΦΟΡΑ.
6.1. Πληρότητα
6.1.2. Τα δοκάρια πρέπει να παρέχονται πλήρη.
Το κιτ περιλαμβάνει:
Δοκοί ίδιου τυπικού μεγέθους, παραγγελθείσες συσκευασμένες σε σακούλες
Έγγραφο ποιότητας που συντάχθηκε σύμφωνα με το GOST 23118.
6.2. Βαθμολόγηση
6.2.1. Η σήμανση εφαρμόζεται απευθείας στη δοκό.
6.2.2. Η σήμανση εφαρμόζεται σε κάθε δοκό και στις δύο πλευρές σε απόσταση τουλάχιστον 500 mm από το άκρο.
6.2.3. Η γενική σήμανση περιέχει:
Αριθμός παραγγελίας;
Ο αριθμός του σχεδίου KMD σύμφωνα με το οποίο κατασκευάστηκε η δοκός.
Συμβατική ονομασία δοκών.
Κατηγορία αντοχής χάλυβα.
6.2.4. Παράδειγμα σήμανσης:
300-sv 40B1-S245, όπου 300 είναι ο αριθμός παραγγελίας. 40B1sv - σύμβολο; C245 - κατηγορία αντοχής χάλυβα.
6.2.5. Η σήμανση στη δοκό εφαρμόζεται με ανεξίτηλη βαφή.
6.3. Πακέτο
Οι δοκοί συσκευάζονται σύμφωνα με το GOST 23118.
6.4. Η μεταφορά συγκολλημένων δοκών επιτρέπεται με οποιοδήποτε τρόπο μεταφοράς, υπό τον όρο ότι προστατεύεται από μηχανικές βλάβες.
6.4.1. Η φόρτωση, η μεταφορά, η εκφόρτωση και η αποθήκευση των δοκών πρέπει να γίνονται σύμφωνα με τα μέτρα που αποκλείουν την πιθανότητα βλάβης τους. Δεν επιτρέπεται η εκφόρτωση των δοκών με πτώση, καθώς και η μετακίνησή τους με σύρσιμο.
6.4.2. Οι όροι μεταφοράς και αποθήκευσης δοκών καθορίζονται ανάλογα με τους κλιματικούς παράγοντες του εξωτερικού περιβάλλοντος σύμφωνα με το GOST 15150 και συμφωνούνται κατά την παραγγελία.
6.4.3. Οι δοκοί πρέπει να αποθηκεύονται σε ειδικά εξοπλισμένες αποθήκες, ταξινομημένες κατά τυπικά μεγέθη και ποιότητες χάλυβα.
6.4.4. Κατά την αποθήκευση, τα δοκάρια πρέπει να στηρίζονται από ξύλινες επενδύσεις και αποστάτες. Πάχος ξύλινων επενδύσεων όχι μικρότερο από 150 mm.
6.4.5. Κατά την αποθήκευση πρέπει να διασφαλίζεται η σταθερή θέση των δοκών, να αποκλείεται η επαφή τους με το έδαφος και να λαμβάνονται μέτρα για την αποφυγή συσσώρευσης ατμοσφαιρικής υγρασίας στις δοκούς ή στο εσωτερικό τους.
6.4.6. Τα συστήματα αποθήκευσης θα πρέπει να αποκλείουν τις παραμορφώσεις των δοκών και να διασφαλίζουν την ασφάλεια της γεφύρωσης και της σφεντόνας τους.
6.4.7. Οι δοκοί πρέπει να αποθηκεύονται σε στοίβες ύψους όχι μεγαλύτερου από 2,3 m.
7.ΑΠΑΙΤΗΣΕΙΣ ΑΣΦΑΛΕΙΑΣ
ΚΑΙ ΕΓΓΥΗΣΗ ΚΑΤΑΣΚΕΥΑΣΤΗ.
7.1 Οι συγκολλημένες ακτίνες I από χάλυβα είναι αντιεκρηκτικές, μη τοξικές, ηλεκτρικά ασφαλείς και ασφαλείς στην ακτινοβολία. Δεν απαιτούνται ειδικά μέτρα ασφαλείας κατά τη μεταφορά και αποθήκευση των δοκών.
Η ασφάλεια των δοκών κατά τη λειτουργία διασφαλίζεται από:
- μηχανικές ιδιότητες των δοκών.
- διεξαγωγή ανίχνευσης ελαττωμάτων του οργάνου.
- εφαρμογή αντιδιαβρωτικής προστασίας κατά τη λειτουργία και τη συγκόλληση μεταλλικών κατασκευών.
- συμμόρφωση με τις συνθήκες λειτουργίας και συγκόλληση μεταλλικών κατασκευών.
7.2. Ο προμηθευτής εγγυάται τη συμμόρφωση των συγκολλημένων δοκών με τις απαιτήσεις αυτών των τεχνικών προδιαγραφών, υπό την προϋπόθεση ότι ο καταναλωτής τηρεί τους όρους μεταφοράς και αποθήκευσης.
Η εγγυημένη διάρκεια ζωής των συγκολλημένων δοκών είναι 24 μήνες από την ημερομηνία αποστολής από τον κατασκευαστή, υπό την προϋπόθεση ότι πληρούται το τμήμα 6 αυτών των προδιαγραφών.
8. ΚΑΝΟΝΙΣΜΟΙ ΑΝΑΦΟΡΑΣ
ΤΕΚΜΗΡΙΩΣΗ.
|
Αρ. σελ |
Κανονισμοί |
Ονομα |
|
1 |
2 |
3 |
|
SNiP II-23-81 |
Μεταλλικές κατασκευές. Πρότυπα σχεδιασμού. |
|
|
GOST 23118-99 |
Οικοδομικές κατασκευές από χάλυβα. Γενικά Χαρακτηριστικά. |
|
|
GOST 8713-79 |
Συγκόλληση με βυθισμένο τόξο. Οι συνδέσεις είναι συγκολλημένες. Βασικοί τύποι, δομικά στοιχεία και διαστάσεις. |
|
|
GOST 2246-70 |
Συγκόλληση χάλυβα σύρματος. |
|
|
GOST 14771-76 |
Συγκόλληση τόξου σε προστατευτικό αέριο. Οι συνδέσεις είναι συγκολλημένες. |
|
|
GOST 26020-83 |
Δοκοί από χάλυβα θερμής έλασης I με παράλληλες ακμές φλάντζας. Συλλογή. |
|
|
ΣΤΟ ΑΣΧΜ 20-93 |
Δοκοί θερμής έλασης με παράλληλες ακμές φλάντζας. Προδιαγραφές. |
|
|
SP 53-101-98 |
Παραγωγή και ποιοτικός έλεγχος μεταλλικών κτιριακών κατασκευών. |
|
|
GOST 5264-80 |
Χειροκίνητη συγκόλληση με τόξο μεταλλικών κατασκευών. Οι συνδέσεις είναι συγκολλημένες. Βασικοί τύποι, δομικά στοιχεία και διαστάσεις. |
|
|
RD 03-606-03 |
Οδηγίες για οπτικό και μετρητικό έλεγχο. |
|
|
RD 03-613-03 |
Η διαδικασία για τη χρήση αναλωσίμων συγκόλλησης στην κατασκευή, εγκατάσταση, επισκευή και ανακατασκευή τεχνικών συσκευών για HIF. |
|
|
RD 03-614-03 |
Η διαδικασία για τη χρήση του εξοπλισμού συγκόλλησης στην κατασκευή, εγκατάσταση, επισκευή και ανακατασκευή τεχνικών συσκευών για HIF. |
|
|
RD 03-615-03 |
Η διαδικασία για τη χρήση τεχνολογιών συγκόλλησης στην κατασκευή, εγκατάσταση, επισκευή και ανακατασκευή τεχνικών συσκευών για HIF. |
|
|
GOST 6996-66 |
Συγκολλημένες συνδέσεις. Μέθοδοι προσδιορισμού μηχανικών ιδιοτήτων. |
|
|
GOST 7512-82 |
Ο έλεγχος είναι μη καταστροφικός. Συγκολλημένες συνδέσεις. ακτινογραφική μέθοδος. |
|
|
GOST 14782-86 |
Ο έλεγχος είναι μη καταστροφικός. Συγκολλημένες συνδέσεις. Μέθοδοι ελέγχου υπερήχων. |
|
|
GOST 380-2005 |
Ανθρακούχο χάλυβα συνήθους ποιότητας. |
|
|
GOST 18442-80 |
Ο έλεγχος είναι μη καταστροφικός. τριχοειδείς μέθοδοι. Γενικές προμήθειες. |
|
|
GOST 20426-82 |
Ο έλεγχος είναι μη καταστροφικός. Μέθοδοι ανίχνευσης ελαττωμάτων ακτινοβολίας. Περιοχή εφαρμογής. |
|
|
GOST 21105-85 |
Ο έλεγχος είναι μη καταστροφικός. Μέθοδος μαγνητικών σωματιδίων. |
|
|
GOST 24297-87 |
Έλεγχος εισροών προϊόντων. Βασικές διατάξεις. |
|
|
1399145-05-05 |
Εταιρικό πρότυπο. Έλεγχος ποιότητας εισόδου εξοπλισμού, κατασκευών, υλικών, τεμαχίων συναρμολόγησης και εξαρτημάτων. |
|
|
1399145-06-05PI |
Εταιρικό πρότυπο. Έλεγχος ποιότητας προϊόντος. Οργάνωση και διαδικασία. |

- Σε επαφή με 0
- Google+ 0
- Εντάξει 0
- Facebook 0