Το τμήμα μιας μεταλλικής κατασκευής στο οποίο συνδυάζονται διαφορετικά μέρη κατά τη λειτουργία συγκόλλησης ονομάζεται σύνδεσμος συγκόλλησης. Οι συγκολλήσεις μπορεί να διαφέρουν σε αντοχή. Ο σύνδεσμος συγκόλλησης μπορεί να περιλαμβάνει μία μόνο συγκόλληση. Αυτή είναι η θέση της θερμικής επιρροής στο σημείο σύνδεσης των μετάλλων. Ως αποτέλεσμα αυτού του αποτελέσματος, το μέταλλο λιώνει και κρυσταλλώνεται όταν ψύχεται. Η ποιότητα της συγκόλλησης επηρεάζεται σε μεγάλο βαθμό από τα χαρακτηριστικά του μετάλλου στο σημείο της θερμικής κρούσης.
Τύπος σημείων συγκόλλησης ανάλογα με τον τύπο σύνδεσης
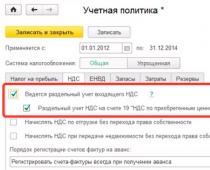
Οι συγκολλήσεις με άκρο χρησιμοποιούνται σε συνδέσμους άκρου. Πραγματοποιούνται συνεχώς. Η διαφορά είναι οι ενέργειες προετοιμασίας του αεροπλάνου στο τέλος του τμήματος και τα στοιχεία που προετοιμάζονται για επαφή. Αυτό επιτρέπει την πλήρη πρόσβαση στο σημείο συγκόλλησης και εξασφαλίζει την πιο αποτελεσματική συγκόλληση των επιπέδων σε όλο το πάχος.
Μεταξύ των ραφών πισινών, διακρίνονται διαφορετικοί τύποι:

- Μονόπλευρη και διπλής όψης χωρίς πριόνισμα άκρων.
- Με μονόπλευρο ή διπλό πριόνισμα μιας από τις άκρες.
- Με μονόπλευρο πριόνισμα και των δύο άκρων.
- V ή X πριόνισμα.
- Διπλής όψης πριόνισμα και των δύο άκρων.
Ο γωνιακός τύπος αρμών χρησιμοποιείται όταν απαιτείται συγκόλληση συγκολλήσεων φιλέτου. Για την κατασκευή τέτοιων αρμών χρησιμοποιούνται συγκολλήσεις φιλέτου. Μπορούν να χωριστούν κατά συνέχεια και κατά χάσμα.
Οι παραπάνω τύποι μπορούν να συμπληρωθούν με μια άλλη ποικιλία που σχετίζεται τόσο με πισινό όσο και με γωνιακά. Πρόκειται για ποικιλίες φελλού και σχισμής. Ο τύπος με σχισμή χρησιμοποιείται όταν είναι απαραίτητο να λιώσει το ανώτερο στρώμα, και πιθανώς το υποκείμενο, στο κύριο στοιχείο. Στην επαφή των παχύρρευστων στρωμάτων, γίνονται ραφές με σχισμές και συνδέσεις κατά μήκος των κατασκευασμένων αεραγωγών. Σε αυτή τη μορφή θα ονομάζονται «φελλός» ή στην περίπτωση συγκόλλησης τόξου «ηλεκτρικό πριτσίνι».
Επιστροφή στα περιεχόμενα
Διάφοροι τύποι ραφών συγκόλλησης
Διαφορές στη συγκόλληση και τους τύπους ραφών συγκόλλησης ανάλογα με την παραμονή τους στο χώρο:
- συγκόλληση οριζόντιων ραφών.
- συγκόλληση ραφών οροφής.
- κάτω ραφές.
Χρησιμοποιείται για εργασίες συγκόλλησης που βρίσκονται από κάτω σε επίπεδο επίπεδο. Είναι τεχνικά τα πιο απλά στην εκτέλεση. Η υψηλή αντοχή των αρμών εξηγείται από βολικές συνθήκες στις οποίες το λιωμένο μέταλλο, κάτω από το βάρος του, ορμάει στην πισίνα συγκόλλησης, η οποία βρίσκεται οριζόντια. Αυτή η εργασία είναι η πιο εύκολη και εύκολη στην παρακολούθηση. Στις επικαλυπτόμενες κατασκευές, ο άνθρακας στην κάτω θέση είναι συνεχής, χωρίς να παράγει εγκάρσιους κραδασμούς.

Οριζόντιες συγκολλήσεις. Η διαδικασία συγκόλλησης οριζόντιων σημείων συνδέεται με ορισμένες δυσκολίες. Κατά τη διάρκεια της εγκάρσιας συγκόλλησης σε κάθετη επιφάνεια, το λιωμένο μέταλλο μπορεί να ρέει προς το κάτω άκρο. Ως αποτέλεσμα, μπορεί να εμφανιστεί μια υποκοπή στην επάνω άκρη. Η χρήση αυτής της μεθόδου στη συγκόλληση σημείων άνθρακα που παράγονται σε οριζόντια θέση είναι αρκετά απλή και δεν προκαλεί δυσκολίες. Η ίδια η εργασία είναι παρόμοια με την εργασία συγκόλλησης στην κάτω θέση και εξαρτάται από την απαιτούμενη ραφή.
Κάθετες συγκολλήσεις. Κατά τη συγκόλληση κάθετων μερών, το μέταλλο από κάτω έχει σχεδιαστεί για να συγκρατεί το μέταλλο που τήκεται στην κορυφή, αλλά καταλήγει να είναι τραχύ και σαν νιφάδα. Είναι πολύ πιο δύσκολο να αποκτήσετε ποιοτική σύνδεση όταν εργάζεστε προς τα κάτω. Η συγκόλληση κάθετων ραφών σε όρθιο επίπεδο είναι δυνατή μόνο με προσανατολισμό από κάτω προς τα πάνω και αντίστροφα.
Ραφές οροφής. Ο πιο δύσκολος τύπος εργασίας συγκόλλησης για εκτέλεση. Κατά τη λειτουργία, η απελευθέρωση αερίων και σκωριών είναι δύσκολη και είναι επίσης δύσκολο να αποτραπεί η ροή του τήγματος και να επιτευχθεί σημειακή αντοχή. Όμως, παρά την τήρηση όλων των τεχνικών συγκόλλησης οροφής, οι ραφές εξακολουθούν να είναι κατώτερες σε αξιοπιστία από τις ραφές συγκόλλησης που γίνονται σε άλλες θέσεις.
Ταξινόμηση χαρακτηριστικών συγκολλημένες αρθρώσειςμε περίγραμμα:
- συγκόλληση διαμήκων ραφών.
- δημιουργία κυκλικών ραφών.

Για την εκτέλεση εργασιών διαμήκους συγκόλλησης, είναι απαραίτητο να προετοιμάσετε σχολαστικά το μέταλλο στο σημείο της επιδιωκόμενης συγκόλλησης. Οι επιφάνειες των εξαρτημάτων πρέπει να καθαρίζονται από γρέζια, άκρες και ανωμαλίες. Στις εργασίες διαμήκους συγκόλλησης, η ραφή είναι δυνατή μόνο εάν οι απαιτούμενες επιφάνειες καθαριστούν πλήρως και απολιπανθούν.
Περιμετρικές συγκολλήσεις. Οι εργασίες συγκόλλησης σε κύκλους απαιτούν μεγάλη προσοχή και ακρίβεια· η βαθμονόμηση των ρευμάτων συγκόλλησης είναι επίσης απαραίτητη, ειδικά όταν εργάζεστε με μικρές διαμέτρους.
Η συγκόλληση των περιφερειακών ραφών ποικίλλει ως προς το περίγραμμα. Αυτοί είναι:
- κυρτός;
- κοίλος;
- διαμέρισμα.
Επιστροφή στα περιεχόμενα
Γεωμετρία συγκολλήσεων
Οι κύριες γεωμετρικές παράμετροι είναι: πλάτος, καμπυλότητα, κυρτότητα και ρίζα της άρθρωσης.
Το πλάτος είναι το χάσμα μεταξύ των ορατά διαφορετικών όψεων της σύντηξης μετάλλων. Η καμπυλότητα είναι το κενό μεταξύ της περιοχής που ρέει κατά μήκος των ορατών άκρων του σημείου συγκόλλησης και ενός συγκεκριμένου μετάλλου στο σημείο ακραίας κοιλότητας.
Για τη μέτρηση της κυρτότητας, προσδιορίζεται το διάκενο σε σχέση με τα επίπεδα, που ρέει κατά μήκος των ορατών άκρων της συγκόλλησης και του βασικού μετάλλου στο σημείο της μέγιστης κυρτότητας. Η ρίζα είναι η άκρη που είναι εξαιρετικά μακριά από το επίπεδο προφίλ, που είναι στην πραγματικότητα η πίσω πλευρά του.
Μπορείτε να διαιρέσετε τέτοιες ραφές σύμφωνα με τα πρότυπα διαστάσεων:
- πόδι;
- πάχος;
- ύψος σχεδίασης.

Σε μια συγκόλληση φιλέτου για συγκόλληση φιλέτου, το μήκος από το επίπεδο του πρώτου τμήματος που συγκολλάται μέχρι την άκρη της ραφής στο επόμενο μέρος είναι το σκέλος της συγκόλλησης φιλέτου. Το πόδι είναι ένα από τα σημαντικά χαρακτηριστικά που πρέπει να τηρούνται κατά τις εργασίες συγκόλλησης. Σε απλούς αρμούς άνθρακα με ένα μόνο μέγεθος, το σκέλος συγκόλλησης καθορίζεται από το μέγεθος των άκρων του. Στη συγκόλληση κατασκευών σε σχήμα Τ, το σκέλος έχει σταθερό μέγεθος και χρησιμοποιείται μία μόνο διάσταση υλικών. Και όταν χρησιμοποιούνται δομές σε σχήμα Τ διαφορετικών μεγεθών στις εργασίες συγκόλλησης, είναι ίσο με το πάχος ενός λεπτότερου μετάλλου. Το πόδι πρέπει να έχει σωστά μεγέθηΓια να επιτύχετε τη μέγιστη αντοχή της άρθρωσης, εάν χρησιμοποιείτε ένα πόδι που είναι πολύ μεγάλο, είναι πιθανά ελαττώματα συγκόλλησης.
Οι αρχάριοι μπορούν να διευκολύνουν την εργασία με εξαρτήματα τοποθετώντας τα για συγκόλληση "σε βάρκα". Κατά τη συγκόλληση "σε βάρκα", η πιθανότητα υπολειμμάτων μειώνεται και η κλειδαριά θα είναι ισχυρότερη.
Το πάχος μιας συγκόλλησης άνθρακα είναι η μέγιστη απόσταση από το επίπεδο της έως την επαφή της μέγιστης διείσδυσης του βασικού μετάλλου.
Τι να θυμάστε κατά τη συγκόλληση γωνιακών αρμών; Για τις συγκολλήσεις φιλέτου, ένα κοίλο επίπεδο σχήμα με ομαλή μετάβαση στη βάση θεωρείται ευνοϊκό. Αυτό οφείλεται στη δυσκολία συγκόλλησης όλου του πάχους της ρίζας σε ραφές άνθρακα. Στις περισσότερες επιλογές, το πόδι και το πάχος μετρώνται με συγκεκριμένα σχέδια.
Για να αποκτήσετε την ισχυρότερη δυνατή σύνδεση, πρέπει να ανατρέξετε σε πολλούς παράγοντες. Λαμβάνονται υπόψη κατά τον προσδιορισμό του τύπου σύνδεσης ανάλογα με τα απαιτούμενα χαρακτηριστικά των συγκολλούμενων προϊόντων.
Η σύγχρονη διαδικασία συγκόλλησης είναι μια υψηλής τεχνολογίας με κριτήρια ταξινόμησης και ποιότητας. Δεδομένου ότι το κύριο τελικό προϊόν είναι οι ραφές συγκόλλησης, περιγράφονται καλά, ταξινομούνται και έχουν τα δικά τους ποιοτικά κριτήρια και μεθόδους εκτέλεσης.
Τα πρότυπα με τη μορφή GOST περιέχουν ολοκληρωμένες πληροφορίες και σύμβολαεπιλογές για μια μεγάλη ποικιλία σκοπών.
Αρχικά, ας ορίσουμε τις έννοιες της «ραφής συγκόλλησης» και της «άρθρωσης συγκόλλησης», επειδή ορισμένες πηγές θεωρούν ότι είναι ένα και το αυτό πράγμα, άλλες διαχωρίζουν τα σκευάσματα.
Ο συντομότερος ορισμός: είναι μια μόνιμη σύνδεση με συγκόλληση.
Η δεύτερη επιλογή αποκαλύπτει τη φυσική της διαδικασίας συγκόλλησης ως τέτοια: μια συγκόλληση είναι ένα τμήμα στο οποίο δύο ή περισσότερα μέρη συνδέονται ως αποτέλεσμα κρυστάλλωσης ή παραμόρφωσης μιας ουσίας ή το ένα και το άλλο μαζί. Με τον ένα ή τον άλλο τρόπο, είναι πιο λογικό να λαμβάνονται οι ραφές και οι αρμοί συγκόλλησης ως μία και η ίδια διαδικασία.
Ένα από τα παλαιότερα και πιο διάσημα πρότυπα μεταξύ των ειδικών είναι το «GOST 5264 – 80 Χειροκίνητη συγκόλληση τόξου. Συγκολλημένες συνδέσεις." Αυτό το GOST τέθηκε σε ισχύ το 1981, εξακολουθεί να αντιμετωπίζει τέλεια τα καθήκοντά του: οι κύριοι τύποι αναφέρονται ξεκάθαρα και ξεκάθαρα συγκολλήσεις, τις διαστάσεις τους, τα δομικά στοιχεία και τις οδηγίες για τη σωστή τοποθέτηση μιας ραφής συγκόλλησης. Ένα εξαιρετικό παράδειγμα εγγράφου που δεν χρειάζεται προσαρμογές με την πάροδο του χρόνου.
Τύποι ραφών συγκόλλησης

Τύποι αρμών συγκόλλησης.
Όπως οι μέθοδοι συγκόλλησης, οι τύποι ραφών συγκόλλησης εμπίπτουν σε μια αυστηρή ταξινόμηση σύμφωνα με διαφορετικά κριτήρια:
- Η μέθοδος σύνδεσης εξαρτημάτων.
- Θέση κατά τη συγκόλληση.
- Μήκος ;
- Θέση της δύναμης που επενεργεί στη ραφή.
Οι πιο δημοφιλείς και σημαντικοί τύποι ραφών ομαδοποιούνται σύμφωνα με τη μέθοδο σύνδεσης εξαρτημάτων:
- Βαρέλι.
- Γωνιώδης.
- Μπάρες Τ.
- Επικάλυψη.
Σπουδαίος! Όποιο είδος ραφής συγκόλλησης και αν επιλέξετε, πρέπει να θυμάστε και να ακολουθήσετε έναν απλό κανόνα: χωρίς σκουριά στο μέταλλο! Η προεπεξεργασία με λίμα ή γυαλόχαρτο είναι υποχρεωτική, το θέμα δεν συζητείται πλέον.
Ραφές γλουτών

Ταξινόμηση ηλεκτροδίων για συγκόλληση.
Οι τύποι συγκολλημένων αρμών περιλαμβάνουν τόσο πολύ δημοφιλείς μεθόδους όσο και σπάνιες. Οι μέθοδοι άκρων μπορούν να θεωρηθούν ιδιαίτερα δημοφιλείς: χρησιμοποιούνται στη συγκόλληση λαμαρίναή άκρα σωλήνα. Η θεμελιώδης απαίτηση για τη μέθοδο άκρου είναι η άκαμπτη στερέωση των εξαρτημάτων που πρόκειται να ενωθούν με ένα κενό 1 - 2 mm, το οποίο γεμίζεται με μέταλλο κατά τη διαδικασία συγκόλλησης.
Το πιο σημαντικό θέμα «πισινό» είναι οι άκρες των εξαρτημάτων που θα λιώσουν και θα ενωθούν. Ή μάλλον, ο τρόπος επεξεργασίας αυτών των άκρων. Η σύνδεση πισινών θεωρείται από τις πιο αξιόπιστες και οικονομικές από άποψη αντοχής. Αυτό ισχύει ιδιαίτερα όταν μαγειρεύετε και από τις δύο πλευρές. Η προκαταρκτική προετοιμασία των άκρων είναι ένα σημαντικό συστατικό μιας ραφής υψηλής ποιότητας. Και οι 32 τύποι αρθρώσεων πισινών με επιλογές επεξεργασίας άκρων ορίζονται στο πρότυπο GOST 5264-80.
Να μερικά παραδείγματα:
- Εάν το μεταλλικό φύλλο είναι λεπτό - λιγότερο από 4 mm, δεν απαιτείται προεπεξεργασία· πρόκειται για οικογένεια με σύμβολα C1, C2, C3.
- Εάν το πάχος του φύλλου είναι μεταξύ 4 και 12 mm, η ραφή μπορεί να συγκολληθεί και στη μία και στις δύο πλευρές. Αλλά σε αυτή την περίπτωση, η επεξεργασία άκρων με απογύμνωση είναι απαραίτητη. Όλα εξαρτώνται από τις απαιτήσεις για την ποιότητα συγκόλλησης. Εάν επιλέξετε να συγκολλήσετε στη μία πλευρά, θα πρέπει να κάνετε πολλά περάσματα για να γεμίσετε τη ραφή. Αν θέλεις υψηλή ποιότητα– πρέπει να ξεφλουδίσετε και να ψήσετε και από τις δύο πλευρές. Οι απογυμνώσεις έχουν τη μορφή V ή U. Υπάρχουν πολλές επιλογές, όλες παρατίθενται στο GOST, για παράδειγμα, σύμβολα C28, C42.
- Εάν το μεταλλικό φύλλο είναι παχύτερο από 12 mm, χρησιμοποιούνται μόνο διπλές ραφές με επεξεργασία άκρων και στις δύο πλευρές με τη μορφή του γράμματος X. Τα σχήματα V ή U για απογύμνωση άκρων με μεγάλα πάχη είναι ασύμφορα: θα απαιτηθεί πολύ μέταλλο για να γεμίσει τους. Και αυτό μειώνει την ταχύτητα της διαδικασίας και αυξάνει την κατανάλωση ηλεκτροδίων. Σύμβολα C27, C39, C40.
Δεν χρειάζεται να περιγράψουμε τα πάντα σε αυτήν την κριτική. πιθανούς τρόπουςσυγκόλληση μετάλλων χρησιμοποιώντας τη μέθοδο τόξου, ανάλογα με το πάχος των φύλλων και τις μεθόδους επεξεργασίας των άκρων, κανείς δεν μπορεί να το κάνει καλύτερα από το GOST 5264-80. Επομένως, η καλύτερη απόφαση θα ήταν να ανατρέξετε σε αυτό και να συστήσετε αυτό το εξαιρετικό παράδειγμα τεχνικών οδηγιών για προσεκτική μελέτη.
 Εν ολίγοις, σύμφωνα με το GOST, η κοινή οικογένεια χωρίζεται σε:
Εν ολίγοις, σύμφωνα με το GOST, η κοινή οικογένεια χωρίζεται σε:
- Μονής όψης και διπλής όψης χωρίς επεξεργασία άκρων.
- Με επεξεργασία μιας από τις άκρες.
- Με επεξεργασία και των δύο άκρων.
- Πριόνισμα σε μορφή V ή X.
- Με επεξεργασία διπλής όψης και των δύο άκρων.
Τ-αρθρώσεις
Η μέθοδος τύπου Τ κόβεται στο σχήμα του γράμματος "T": το άκρο ενός τμήματος συγκολλάται στην πλευρική επιφάνεια ενός άλλου τμήματος. Τις περισσότερες φορές, τα στοιχεία βρίσκονται κάθετα μεταξύ τους. Το GOST 5264-80 περιγράφει 9 τύπους Τ: T1 έως T9. Για έναν αρμό Τ υψηλής ποιότητας, απαιτείται βαθιά τήξη, η οποία πραγματοποιείται με αυτόματη συγκόλληση. Σε περίπτωση συγκόλλησης, απαιτείται προσεκτική επεξεργασία των άκρων.
Ένα ενδιαφέρον χαρακτηριστικό των συγκολλήσεων Τ βαθιάς σύντηξης: είναι ισχυρότερες από το βασικό μέταλλο. Η αντοχή των συγκολλήσεων φιλέτου (δείτε παρακάτω για αυτές), αντίθετα, είναι μικρότερη από το βασικό μέταλλο. Αυτού του είδους οι διαφορές δεν πρέπει μόνο να λαμβάνονται υπόψη, αλλά πρέπει να γίνονται υπολογισμοί εκ των προτέρων. Η έννοια του "υπολογισμού των συγκολλημένων αρμών" περιλαμβάνεται σε ειδικό τμήμα της τεχνικής μηχανικής, το οποίο μελετάται σε σχολές μηχανικών.
Αυτές οι εργασίες αντοχής των υλικών λαμβάνουν υπόψη τα κύρια χαρακτηριστικά και τα μειονεκτήματα των αρμών συγκόλλησης: ανομοιόμορφη αντοχή, ανομοιόμορφες διαδικασίες θέρμανσης και ψύξης, ως αποτέλεσμα, πιθανή παραμόρφωση, υπολειπόμενη τάση ή κρυφά ελαττώματα.
Γωνιακές συνδέσεις

Σχέδιο δημιουργίας κάθετης ραφής.
Σε ορισμένες πηγές, οι συγκολλήσεις φιλέτου κατά τη συγκόλληση περιγράφονται ως μέρος των συγκολλήσεων Τ. Είναι τόσο εύκολο να περιγραφούν όσο οι ράβδοι T: το γωνιακό προφίλ μοιάζει με το γράμμα "G" και στο GOST 5264-80 δηλώνονται με το αρχικό γράμμα "U": από U1 έως U10.
Παρά τη φαινομενική απλότητα της συγκόλλησης ενός γωνιακού συνδέσμου, μερικές φορές προκύπτουν δυσκολίες: το μέταλλο ρέει από μια γωνία ή κάθετη επιφάνεια σε μια οριζόντια. Η λύση σε αυτό το πρόβλημα είναι ο έλεγχος της κίνησης του ηλεκτροδίου προκειμένου να διατηρηθούν οι σωστές γωνίες κλίσης και ώστε αυτή η κίνηση να είναι ομαλή. Σε αυτή την περίπτωση, θα λάβετε μια υψηλής ποιότητας, ομοιόμορφα γεμάτη ραφή.
Ένας εξαιρετικός τρόπος γωνιακής συγκόλλησης υψηλής ποιότητας είναι η μέθοδος που ονομάζεται "συγκόλληση με σκάφος": τα μέρη βρίσκονται σε ορθή γωνία μεταξύ τους, το μήκος των ραφών είναι 8 mm ή περισσότερο.
Εάν οι γωνιακοί σύνδεσμοι περιλαμβάνουν φύλλα μετάλλου διαφορετικού πάχους - λεπτό και παχύ - το ηλεκτρόδιο θα πρέπει να βρίσκεται σε γωνία 60 μοιρών προς το παχύτερο μέρος, έτσι ώστε να υπάρχει περισσότερη θέρμανση σε αυτό. Τότε το λεπτό μέταλλο δεν θα καεί.
Η συγκόλληση συγκολλήσεων φιλέτου απαιτεί συμμόρφωση με τους κανόνες της γεωμετρίας των αρμών συγκόλλησης.
Τα κύρια γεωμετρικά κριτήρια είναι τα εξής:
- Πλάτος - το διάκενο μεταξύ των άκρων της σύντηξης των μετάλλων.
- Καμπυλότητα – το κενό στο σημείο της μέγιστης κοιλότητας.
- Κυρτότητα – το κενό στο σημείο της μέγιστης κυρτότητας.
- Η ρίζα της άρθρωσης είναι η πιο απομακρυσμένη άκρη από το προφίλ (η πραγματική λάθος πλευρά)
Η συγκόλληση μιας συγκόλλησης φιλέτου θα είναι η πιο βέλτιστη με σχήμα κοίλου επιπέδου. Αυτό εξηγείται από τον κίνδυνο ατελούς συγκόλλησης συγκολλήσεων φιλέτου ρίζας σε πλήρες πάχος. Όταν πρόκειται να επιλέξετε την πιο ανθεκτική επιλογή, υπάρχουν πολλοί διαφορετικοί παράγοντες που πρέπει να έχετε κατά νου.

Κύριοι τύποι συγκολλήσεων.
Βασικά πρότυπα ηλεκτρικής συγκόλλησης για το μέγεθος της ραφής:
- Τάση τόξου;
- Ρυθμός εργασίας;
- Μέγεθος διατομής σύρματος;
- Μέγεθος, πυκνότητα, πολικότητα τάσης.
Για παράδειγμα, όσο αυξάνεται το ρεύμα, αυξάνεται το βάθος διείσδυσης (το μέγεθος δεν αλλάζει). Αλλά σε μια στιγμή που το τόξο εντείνεται, η ραφή διαστέλλεται και, ως αποτέλεσμα, το βάθος διείσδυσης μειώνεται.
Εάν το μέγεθος της διατομής του συγκολλημένου σύρματος μειωθεί, το ρεύμα στο σύρμα αυξάνεται, το βάθος διείσδυσης αυξάνεται και η ίδια η ραφή μειώνεται σε μέγεθος. Υπάρχουν πολλά παραδείγματα του βέλτιστου συνδυασμού παραγόντων συγκόλλησης. Όλοι οι τύποι συγκολλημένων αρμών περιέχουν την κύρια απαίτηση - να μην παραβιάζεται η τεχνολογία εκτέλεσης, να προγραμματίζεται εκ των προτέρων και να υπολογίζονται οι τιμές όλων των παραμέτρων εισόδου.
Επικαλυπτόμενες ραφές
Επικάλυψη αρμών: οι επιφάνειες είναι παράλληλες μεταξύ τους, μερικώς επικαλύπτονται μεταξύ τους, συγκολλημένες γωνιακά. Αυτές είναι οι πιο εύκολες βελονιές για να κάνετε - μια εξαιρετική αρχή για αρχάριους.

Άρθρωση αγκαλιάς - διάγραμμα.
Όλοι οι τύποι συγκολλήσεων επικάλυψης έχουν αυστηρό περιορισμό στο πάχος της λαμαρίνας - δεν πρέπει να υπερβαίνει τα 8 mm. Εδώ είναι σημαντικό να βρείτε τη σωστή γωνία κλίσης του ηλεκτροδίου - το εύρος είναι από 15 έως 45 μοίρες. Στο GOST, οι αρμοί επικάλυψης ονομάζονται συμβατικά ως H1 και H2.
Όταν εργάζεστε με δύο τεμάχια εργασίας, χρησιμοποιείται συχνά μονόπλευρη γυρισμένη συγκόλληση, η οποία έχει ένα σοβαρό μειονέκτημα: σχηματίζονται κενά μεταξύ των εξαρτημάτων. Η υγρασία και η διάβρωση γίνονται οι κύριοι εχθροί με αυτή τη μέθοδο. Το αποτέλεσμα αυτού του είδους ελαττώματος περιγράφεται με μία λέξη - ευθραυστότητα.
Ωστόσο, οι αρθρώσεις περιτύλιξης έχουν ένα πολύ ευρύ φάσμα εφαρμογών, εδώ είναι μερικά παραδείγματα:
- Εγκατάσταση ελαφρών κατασκευών όπως περίπτερα ή πάγκοι.
- Εγκατάσταση διαφημιστικών πινακίδων και άλλων κατασκευών.
- Συναρμολόγηση τεντών και τεντών.
Συγκρίνετε, αξιολογήστε
Από τις παραπάνω επιλογές, η συγκόλληση πισινών θεωρείται η πιο αξιόπιστη και οικονομική. Όσον αφορά τα τρέχοντα φορτία, είναι σχεδόν ίσα με ολόκληρα στοιχεία που δεν συγκολλήθηκαν, με άλλα λόγια, με το υλικό βάσης. Φυσικά, τέτοια αντοχή επιτυγχάνεται μόνο με επαρκή ποιότητα εργασίας.
Ταυτόχρονα, πρέπει να θυμόμαστε ότι η αξιοπιστία και η αποτελεσματικότητα της μεθόδου δεν σημαίνει ότι είναι εύκολη στην εφαρμογή της. Απαιτήσεις για επεξεργασία ακμών, προσαρμογή πολλών παραγόντων στις συνθήκες μιας συγκεκριμένης συγκόλλησης, ορισμένοι περιορισμοί στην εφαρμογή λόγω του σχήματος - όλα αυτά απαιτούν αυστηρή επαγγελματική πειθαρχία.

Συγκόλληση ραφών πισινών.
Οι αρθρώσεις T (συμπεριλαμβανομένων των γωνιακών) είναι επίσης αρκετά δημοφιλείς. Χρησιμοποιούνται ιδιαίτερα συχνά κατά τη συγκόλληση τεράστιων κατασκευών.
Οι απλούστερες για εκτέλεση είναι οι επικαλυπτόμενες αρθρώσεις. Δεν απαιτούν επεξεργασία και η γενική προετοιμασία είναι επίσης πολύ πιο απλή. Πολύ δημοφιλές στη συγκόλληση φύλλων μικρού πάχους (επιτρέπεται πάχος έως 60 mm). Η απλότητα δεν σημαίνει αποτελεσματικότητα: η υπερβολική κατανάλωση εναποτιθέμενων και βασικών μετάλλων είναι μια συνηθισμένη κατάσταση για τέτοιες επιλογές.
Ραφές ανάλογα με τη θέση στο χώρο
Το επόμενο κριτήριο ταξινόμησης είναι η θέση των επιφανειών στο χώρο. Υπάρχουν τέσσερις τέτοιες διατάξεις:
- Κάτω ραφές
- Οριζόντιος
- Κατακόρυφος
- Οροφή
Εάν ήταν δυνατό να διαλέξετε, οι έμπειροι τεχνίτες θα επέλεγαν τη συγκόλληση στην κάτω θέση. Αυτή είναι η πιο βολική μέθοδος και η δεξαμενή συγκόλλησης ελέγχεται καλύτερα. Μια κατάλληλη μέθοδος για ντεμπούτο έργα αρχαρίων - δεν υπάρχουν πρακτικά δυσκολίες εδώ. Αλλά οι άλλες τρεις χωρικές επιλογές συνδέονται με τεχνικές αποχρώσειςκαι ειδικές απαιτήσεις απόδοσης.
Κατά τη συγκόλληση σε οριζόντια θέση, το κύριο πρόβλημα είναι η βαρύτητα - εξαιτίας αυτής, το μέταλλο απλά γλιστρά προς τα κάτω. Τέτοιες ενώσεις μπορούν να μαγειρευτούν τόσο από τα δεξιά προς τα αριστερά όσο και από τα αριστερά προς τα δεξιά, όπως είναι βολικό για εσάς. Αλλά ο κανόνας για τη χρήση ενός ηλεκτροδίου είναι ο ίδιος για όλους: η γωνία κλίσης του πρέπει να είναι αρκετά μεγάλη. Φυσικά, όταν επιλέγετε μια γωνία, πρέπει να λάβετε υπόψη τις τρέχουσες παραμέτρους και την ταχύτητα κίνησης, όλα είναι αλληλένδετα.
Επιλέξτε, δοκιμάστε, το κύριο πράγμα είναι ότι η μπανιέρα δεν τείνει να πέσει κάτω. Εάν το μέταλλο εξακολουθεί να αποστραγγίζεται, πρέπει να μειώσετε τη θέρμανση του - αυτό μπορεί να γίνει αυξάνοντας την ταχύτητα κίνησης. Η δεύτερη επιλογή είναι να σκίζετε περιοδικά το τόξο έτσι ώστε το μέταλλο να κρυώνει τουλάχιστον λίγο. Η μέθοδος ανύψωσης τόξου είναι πιο κατάλληλη για αρχάριους
![]()
Ταξινόμηση ραφών ανά θέση στο χώρο.
Σε κάθετες συνδέσεις, το ίδιο πρόβλημα είναι η δύναμη της βαρύτητας, αλλά εδώ δεν είναι ολόκληρο το λουτρό που τείνει προς τα κάτω, αλλά οι σταγόνες μετάλλου. Συνήθως σε τέτοιες περιπτώσεις παίρνουν μικρότερο τόξο. Η ραφή μπορεί να συγκολληθεί προς οποιαδήποτε κατεύθυνση. Στους κανονισμούς πιστοποίησης συγκόλλησης RD 03-495-02, αυτές οι επιλογές ορίζονται ως "θέση συγκόλλησης B1" - κάθετη από κάτω προς τα πάνω (αυτή η μέθοδος είναι πιο βολική). Η "θέση συγκόλλησης Β2" είναι κάθετη από πάνω προς τα κάτω, χρησιμοποιείται λιγότερο συχνά, καθώς εδώ απαιτείται αυστηρός έλεγχος της δεξαμενής συγκόλλησης.
Η σύνδεση οροφής είναι η πιο δύσκολη στην υποομάδα, η οποία θα απαιτήσει πραγματική ικανότητα. Δεν υπάρχουν άλλες επιλογές στη θέση του ηλεκτροδίου - κρατήστε το μόνο σε ορθή γωνία προς την οροφή. Κάντε το τόξο μικρότερο, η ταχύτητα της κυκλικής κίνησης πρέπει να είναι σταθερή. Σε αυτή την περίπτωση, η απελευθέρωση αερίων και σκωριών είναι δύσκολη και είναι δύσκολο να αποτραπεί η ροή του τήγματος προς τα κάτω. Ακόμα κι αν η δεξιοτεχνία είναι στο σωστό επίπεδο και όλες οι τεχνολογικές απαιτήσεις πληρούνται σωστά, η μέθοδος οροφής είναι κατώτερη σε αντοχή και συνολική ποιότητα από τις ραφές συγκόλλησης σε όλες τις άλλες θέσεις.
Συγκολλημένοι σύνδεσμοι σύμφωνα με το περίγραμμα
Πώς ταξινομούνται οι συγκολλήσεις κατά περίγραμμα:
- Διαμήκης: απαιτούν την πιο ενδελεχή προετοιμασία του μετάλλου με τη μορφή ενδελεχούς καθαρισμού γρέζων, άκρων και τυχόν ανωμαλιών· επιπλέον, είναι απαραίτητο να απολιπάνετε τις επιφάνειες της περιοχής συγκόλλησης.
- Εγκύκλιος: πρόκειται για εργασία σε κύκλους με τις δικές του ειδικές απαιτήσεις - εξαιρετικά υψηλή ακρίβεια και ακρίβεια.
Μαγειρεύουμε αγωγούς, ειδικές απαιτήσεις
 Μόνο έμπειροι, πιστοποιημένοι και άριστα καταρτισμένοι τεχνίτες επιτρέπεται να εργάζονται με βιομηχανικούς αγωγούς. Οι συνδέσεις σωλήνων ανήκουν στην κατακόρυφη μέθοδο με όλες τις «κάθετες» αποχρώσεις. Η ιδιαιτερότητα έγκειται στη γωνία στην οποία συγκρατείται το ηλεκτρόδιο, αυτή είναι μια γωνία 45 μοιρών.
Μόνο έμπειροι, πιστοποιημένοι και άριστα καταρτισμένοι τεχνίτες επιτρέπεται να εργάζονται με βιομηχανικούς αγωγούς. Οι συνδέσεις σωλήνων ανήκουν στην κατακόρυφη μέθοδο με όλες τις «κάθετες» αποχρώσεις. Η ιδιαιτερότητα έγκειται στη γωνία στην οποία συγκρατείται το ηλεκτρόδιο, αυτή είναι μια γωνία 45 μοιρών.
Το πλάτος της ραφής του σωλήνα μπορεί να φτάσει τα 4 cm, εξαρτάται από το πάχος του ίδιου του σωλήνα. Υπάρχουν ξεχωριστά πρότυπα για αυτόν τον τύπο συγκόλλησης, για παράδειγμα, το GOST 16037-80 περιγράφει τις διαστάσεις των ραφών για διάφορες συνδέσεις δομών σωληνώσεων.
Καθαρισμός συγκολλήσεων
Στην εμφάνιση, οι νεοσυγκολλημένες ραφές μερικές φορές μοιάζουν με χηλοειδείς ουλές στο ανθρώπινο δέρμα: είναι κυρτές και προεξέχουν πάνω από την επιφάνεια. Συχνά στην επιφάνεια παραμένουν σκωρίες, λέπια και σταγόνες μετάλλου. Όλα αυτά μπορούν και πρέπει να αφαιρεθούν· η διαδικασία ονομάζεται απογύμνωση των ραφών.
Τα στάδια του:
- Χτυπήστε τη ζυγαριά με σφυρί ή καλέμι.
- Ισοπεδώστε την περιοχή με ένα μύλο.
- Μερικές φορές είναι απαραίτητο να εφαρμόσετε ένα λεπτό στρώμα λιωμένου κασσίτερου (κασσιτέρ).
Ελαττώματα και ελαττώματα ραφής
Το πιο κοινό ελάττωμα στην εργασία ενός αρχάριου είναι μια στραβή ραφή με ανομοιόμορφη πλήρωση. Αυτή η εικόνα είναι αποτέλεσμα ανομοιόμορφης καθοδήγησης του ηλεκτροδίου· κυριολεκτικά χορεύει στα χέρια του νεαρού δασκάλου. Εδώ θα χρειαστείτε επιμονή και δουλειά: με εμπειρία, όλα αυτά περνούν χωρίς ίχνος. Το δεύτερο πιο συνηθισμένο λάθος είναι η λανθασμένη επιλογή της ισχύος ρεύματος ή του μήκους του τόξου, που αφήνει «υποκοπές» ή ανομοιόμορφη πλήρωση. Με ορισμένα ελαττώματα, η αισθητική υποφέρει περισσότερο, με άλλα - δύναμη.
Έλλειψη διείσδυσης - ανεπαρκής πλήρωση της ένωσης των εξαρτημάτων με μέταλλο. Πρέπει να διορθωθεί, αφού μιλάμε για τη δύναμη της σύνδεσης.
Σε ποιες περιπτώσεις εμφανίζεται έλλειψη διείσδυσης:
- Επεξεργασία κακής ποιότητας (ή έλλειψη αυτής) των άκρων της επιφάνειας.
- Το ρεύμα είναι πολύ αδύναμο.
- Πολύ γρήγορη κίνηση του ηλεκτροδίου.
Η υποκοπή είναι μια περιττή αυλάκωση κατά μήκος μιας ραφής. Η διάγνωση είναι απλή: η επιλογή ενός τόξου που είναι πολύ μακρύ. Η θεραπεία είναι επίσης σαφής: είτε μικρότερο τόξο, είτε υψηλότερη ένταση ρεύματος.

Παραδείγματα μοτίβων κίνησης ηλεκτροδίων.
Το έγκαυμα είναι μια συνηθισμένη τρύπα σε μια ραφή για τους ακόλουθους λόγους:
- Μεγάλο κενό μεταξύ των άκρων.
- Το ρεύμα είναι πολύ υψηλό.
- Χαμηλή ταχύτητα ηλεκτροδίου
Και εδώ αναζητούμε τη βέλτιστη αναλογία τριών συστατικών: ρεύμα, πλάτος διακένου, κίνηση ηλεκτροδίου.
Οι πόροι και τα οζίδια είναι πολλαπλές μικρές τρύπες. Αυτό είναι κρίσιμο, επηρεάζοντας την αντοχή της σύνδεσης.
- Ακαθαρσίες και σκουριά σε μέταλλο.
- Το οξυγόνο που φτάνει στο λιωμένο μέταλλο (σε βύθισμα).
- Επεξεργασία αιχμής κακής ποιότητας.
- Ηλεκτρόδια χαμηλής ποιότητας.
- Χρήση συρμάτων πλήρωσης.
Οι ρωγμές είναι σοβαρές παραβιάσεις της ακεραιότητας των ραφών. Εμφανίζονται αφού κρυώσει το μέταλλο και είναι ουσιαστικά προάγγελοι της καταστροφής της ίδιας της ραφής. Σε αυτή την περίπτωση, μόνο η νέα συγκόλληση ή η πλήρης αφαίρεση της παλιάς ραφής και η εκ νέου εφαρμογή μιας νέας θα εξοικονομήσει.
Είναι δυνατόν ένας αρχάριος να μάθει πώς να εφαρμόζει μόνος του ράμματα υψηλής ποιότητας; Ναι, χωρίς αμφιβολία. Ορισμένες πηγές χρησιμοποιούν τη λέξη «με ευκολία». Είναι καλύτερα να μην υποσχεθείτε ευκολία, γιατί η συγκόλληση δεν ήταν ποτέ εύκολη ή ασφαλής διαδικασία. Αλλά είναι πολύ πιθανό να καθορίσετε συνεπή και εφικτά βήματα μόνοι σας. Η αρχή είναι από απλό σε σύνθετο. Φυσικά, όλοι οι κύριοι τύποι αρμών συγκόλλησης έχουν τα δικά τους μυστικά και λεπτές αποχρώσεις που πρέπει να κατακτηθούν.
Για αρχάριους, η συγκόλληση με ηλεκτρικό τόξο ταιριάζει καλύτερα. Η καλύτερη επιλογή είναι να ξεκινήσετε τις σπουδές υπό την επίβλεψη ενός έμπειρου μέντορα. Αλλά αν αυτό δεν είναι δυνατό, υπάρχει ένας τεράστιος αριθμός βίντεο στο Διαδίκτυο που δείχνουν όλες τις ενέργειες και λεπτομερείς εξηγήσεις για αυτές.

Ραφές μονής και πολλαπλής διέλευσης.
Το κύριο αρχικό στάδιο είναι η κατάλληλη προετοιμασία του απαραίτητου εξοπλισμού.
Εδώ είναι τι πρέπει να προετοιμάσετε για τη συγκόλληση με ηλεκτρικό τόξο:
- Εξοπλισμός συγκόλλησης ( ΔΙΑΦΟΡΕΤΙΚΟΙ ΤΥΠΟΙ);
- με τη σωστή διάμετρο (εξαιρετικά σημαντικό!)
- Σφυρί για τον καθαρισμό της ψυχόμενης ραφής.
- Μεταλλική βούρτσα για τον ίδιο καθαρισμό της συγκολλημένης περιοχής
- Μάσκα, ειδικό φίλτρο φωτός.
Οι απαιτήσεις για τα ρούχα είναι απλές: πρέπει να είναι χοντρό, με μακριά μανίκια και γάντια. Ένας ανορθωτής με μετασχηματιστή θα σας φανεί χρήσιμος (ειδικά αν ο εξοπλισμός είναι παλιός).
Συμπέρασμα
Οι κύριοι τύποι συγκολλημένων αρμών πλαισιώνονται σε μια ακριβή και σαφή ταξινόμηση με σύμβολα και λεπτομερείς περιγραφές τεχνολογικά χαρακτηριστικάκαι συμβουλές. Ένα από τα πιο δημοφιλή πρότυπα είναι το GOST 5264-80, το οποίο περιγράφει σχεδόν όλους τους τύπους ραφών συγκόλλησης.
Μπορείτε να μάθετε τη συγκόλληση μόνοι σας σύμφωνα με την αρχή "από απλό σε σύνθετο". Ένα «απλό» σημείο εκκίνησης για την εκτέλεση είναι η λήψη επικαλυπτόμενων ραφών. Μπορείτε να τελειώσετε με ακροβατικές εργασίες - συγκόλληση με επιφάνειες οροφής. Σας ευχόμαστε αγνό μέταλλο, καλές παραγγελίες και εργασιακή διάθεση.
Χαιρετισμούς, αγαπητοί αναγνώστες. Στο σημερινό άρθρο θα σας πούμε για τους κύριους τύπους συγκολλημένες αρθρώσεις και ραφές. Πολλοί ειδικοί συγκόλλησης αποκαλούν αυτές τις συνδέσεις συγκολλημένες, μερικοί τις αποκαλούν συγκόλληση, αν και αυτό δεν αλλάζει το νόημα.
Σε αυτό το άρθρο θα αναφέρονται επίσης διαφορετικά, ανάλογα με τη σειρά της φράσης, αλλά θυμηθείτε: συγκολλημένα και συγκολλημένα σε σχέση με αρμούς και ραφές είναι το ίδιο πράγμα.
Οι συγκολλημένες αρμοί και ραφές ταξινομούνται σύμφωνα με διάφορα κριτήρια
Υπάρχουν διάφοροι τύποι συγκολλήσεων ανάλογα με είδος συνδέσεις:
- - ραφή πισινό
- - Ραφή Τ-άρθρωσης
- - ραφή άρθρωσης αγκαλιάς
- - γωνιακή άρθρωση
Γωνιακή άρθρωση
Η άρθρωση άκρου είναι μια σύνδεση μεταξύ δύο φύλλων ή σωλήνων στις ακραίες επιφάνειές τους. Αυτή η σύνδεση είναι η πιο συνηθισμένη λόγω της χαμηλότερης κατανάλωσης μετάλλου και του χρόνου συγκόλλησης.
Η άρθρωση του κοντακίου μπορεί να είναι, ανάλογα με τη θέση της ραφής:
- - Μονόπλευρη
- - Διπλής όψης
Για να προετοιμάσετε έναν σύνδεσμο για συγκόλληση, ανάλογα με το πάχος των συγκολλούμενων προϊόντων:
- - Χωρίς λοξότμητες άκρες
- - Με λοξότμητες άκρες

Η μονόπλευρη σύνδεση χωρίς λοξότμητες άκρες περιλαμβάνει τη συγκόλληση φύλλων πάχους έως 4 mm (με εξαίρεση τη διαδικασία Laser Hybrid Weld). Συνιστάται η σύνδεση δύο όψεων μη λοξότμητων άκρων κατά τη συγκόλληση πάχους έως 8 mm. Και στις δύο περιπτώσεις, για να εξασφαλιστεί διείσδυση υψηλής ποιότητας, είναι απαραίτητο να δημιουργήσετε ένα μικρό κενό κατά τη σύνδεση των φύλλων για συγκόλληση, περίπου 1-2 mm.
Συνιστάται η λοξότμηση των άκρων μιας μονόπλευρης συγκολλημένης ένωσης με πάχη από 4 έως 25 mm. Η πιο δημοφιλής είναι η λοξότμητη σύνδεση τύπου V. Λιγότερο δημοφιλή, αλλά και χρησιμοποιούμενα είναι οι λοξοτμήσεις μονής όψης και οι λοξοτμήσεις τύπου U. Για να αποφευχθεί η πιθανότητα εγκαυμάτων, οι άκρες είναι ελαφρώς θαμπές σε όλες τις περιπτώσεις.
Για πάχη 12 mm ή περισσότερο, κατά τη συγκόλληση και στις δύο πλευρές, συνιστάται η χρήση αυλάκωσης σε σχήμα Χ, η οποία έχει πολλά πλεονεκτήματα σε σχέση με μια αυλάκωση σχήματος V. Αυτά τα πλεονεκτήματα συνίστανται στη μείωση του όγκου του μετάλλου που απαιτείται για την πλήρωση του αυλακιού (σχεδόν 2 φορές) και κατά συνέπεια στην αύξηση της ταχύτητας συγκόλλησης και στην εξοικονόμηση υλικών συγκόλλησης.
Τ-άρθρωση
Ένας σύνδεσμος Τ αποτελείται από δύο φύλλα χαρτιού όταν σχηματίζεται ένας σύνδεσμος σε σχήμα «Τ» μεταξύ τους. Όπως και με τους κοντωτούς αρμούς, ανάλογα με το πάχος του μετάλλου, η συγκόλληση πραγματοποιείται στη μία ή και στις δύο πλευρές, με ή χωρίς αυλάκωση. Οι κύριοι τύποι αρμών με συγκόλληση Τ φαίνονται στο σχήμα.

- 1. Κατά τη συγκόλληση μιας ένωσης Τ από λεπτό μέταλλο σε παχύτερο μέταλλο, είναι απαραίτητο η γωνία κλίσης του ηλεκτροδίου ή του φακού συγκόλλησης να είναι περίπου 60° ως προς το παχύτερο μέταλλο. Οπως φαίνεται παρακάτω:

- 2. Η συγκόλληση μιας άρθρωσης Τ (και μιας γωνιακής άρθρωσης στον ίδιο βαθμό) μπορεί να απλοποιηθεί σημαντικά τοποθετώντας την για συγκόλληση «σε βάρκα». Αυτό επιτρέπει τη συγκόλληση να διεξάγεται κυρίως στην κάτω θέση, αυξάνοντας την ταχύτητα συγκόλλησης και μειώνοντας την πιθανότητα υποκοπής, που είναι ένα πολύ κοινό ελάττωμα στις αρθρώσεις T-συγκόλλησης, μαζί με την έλλειψη σύντηξης. Σε ορισμένες περιπτώσεις, ένα πέρασμα δεν θα είναι αρκετό, επομένως απαιτείται ταλάντωση του φακού για την πλήρωση των αρμών.
Η συγκόλληση με σκάφος χρησιμοποιείται επίσης σε αυτόματες και ρομποτικές συγκολλήσεις, όπου το προϊόν γέρνει με τη χρήση ειδικού ανατροπέα στη θέση που απαιτείται για τη συγκόλληση.

- 3. Επί του παρόντος, υπάρχουν ειδικές διαδικασίες συγκόλλησης για αυξημένη διείσδυση. Χρησιμοποιώντας τα, μπορείτε να επιτύχετε μονόπλευρη συγκόλληση αρκετά παχύ μετάλλου με εγγυημένη διείσδυση και σχηματισμό αντίστροφης χάντρας στην άλλη πλευρά. Μπορείτε να βρείτε περισσότερες πληροφορίες σχετικά με τη διαδικασία της ταχείας συγκόλλησης. Μπορείτε να μάθετε για τον εξοπλισμό συγκόλλησης για μονόπλευρη συγκόλληση ραφής Τ με αντίστροφη συγκόλληση του σφαιριδίου στην ενότητα
Άρθρωση αγκαλιάς
Αυτός ο τύπος σύνδεσης συνιστάται για συγκόλληση φύλλων πάχους έως 10 mm και τα φύλλα πρέπει να συγκολλούνται και στις δύο πλευρές. Αυτό γίνεται για να μην υπάρχει πιθανότητα να μπει υγρασία ανάμεσά τους. Δεδομένου ότι υπάρχουν δύο ραφές συγκόλλησης σε αυτό το πλαίσιο, ο χρόνος για τη συγκόλληση και τα αναλώσιμα υλικά συγκόλλησης αυξάνονται ανάλογα.
Τσόντα
Ένας γωνιακός σύνδεσμος συγκόλλησης είναι ένας τύπος σύνδεσης μεταξύ δύο μεταλλικών φύλλων που βρίσκονται σε ορθή ή άλλη γωνία μεταξύ τους. Αυτές οι συνδέσεις μπορούν επίσης να είναι με ή χωρίς λοξότμητες άκρες, ανάλογα με το πάχος. Μερικές φορές ο γωνιακός σύνδεσμος συγκολλάται επίσης από το εσωτερικό.
Ταξινόμηση σύμφωνα με άλλα κριτήρια
Οι συγκολλημένες αρμοί και ραφές ταξινομούνται επίσης σύμφωνα με άλλα κριτήρια.
Τύποι συνδέσεων κατά βαθμό κυρτότητας:
- - κανονικό
- - κυρτό
- - κοίλο
Η κυρτότητα της ραφής εξαρτάται τόσο από τα υλικά συγκόλλησης που χρησιμοποιούνται όσο και από τους τρόπους συγκόλλησης. Για παράδειγμα, με ένα μακρύ τόξο, η ραφή αποδεικνύεται επίπεδη και φαρδιά και, αντίθετα, κατά τη συγκόλληση με ένα κοντό τόξο, η ραφή αποδεικνύεται στενότερη και πιο κυρτή. Ο βαθμός κυρτότητας επηρεάζεται επίσης από την ταχύτητα συγκόλλησης και το πλάτος των άκρων.
Τύποι συνδέσεων ανά θέση στο χώρο:
- - πιο χαμηλα
- - οριζόντιος
- - κάθετη
- - οροφή

Η βέλτιστη θέση για συγκόλληση είναι η κάτω θέση της ραφής. Επομένως, κατά το σχεδιασμό ενός προϊόντος και την κατάρτιση μιας τεχνολογίας διαδικασίας συγκόλλησης, αυτό θα πρέπει να λαμβάνεται υπόψη. Η συγκόλληση στην κάτω θέση προάγει την υψηλή παραγωγικότητα και είναι η απλούστερη διαδικασία για να αποκτήσετε μια συγκόλληση υψηλής ποιότητας.
Η οριζόντια και κατακόρυφη θέση της συγκολλημένης άρθρωσης απαιτεί προηγμένα προσόντα από τον συγκολλητή και η θέση οροφής είναι η πιο απαιτητική και ανασφαλής.
Τύποι συγκολλημένων αρμών κατά έκταση:
- - συμπαγές (συνεχές)
- - διακοπτόμενη
Οι διακοπτόμενες συγκολλήσεις χρησιμοποιούνται σε συνδέσεις όπου δεν απαιτείται στεγανότητα.
Ελπίζω ότι αυτές οι πληροφορίες σχετικά με τους τύπους συγκολλήσεων και αρμών θα σας φανούν χρήσιμες και θα βοηθήσουν στην αύξηση της ποιότητας και της παραγωγικότητας του συγκολλημένες κατασκευέςκατά το σχεδιασμό. Θα βοηθήσει επίσης να γίνει η ίδια η διαδικασία συγκόλλησης ασφαλής και βέλτιστη. Σας ευχαριστώ για την προσοχή σας, διαβάστε και άλλα άρθρα.
© Smart Technics
Ένας συγκολλημένος σύνδεσμος είναι ένα δομικό στοιχείο ή τμήμα ενός προϊόντος στο οποίο δύο από τα μέρη του συνδέονται σε ένα χρησιμοποιώντας συγκόλληση. Στην περίπτωση αυτή, μεμονωμένα μέρη της σύνδεσης μπορεί να αποτελούνται είτε από το ίδιο μέταλλο είτε από ανόμοια μέταλλα και τα κράματά τους.
Οι συγκολλημένοι σύνδεσμοι και τα χαρακτηριστικά τους αποτελούν μια πολύ σημαντική ταξινόμηση, βάσει της οποίας προσδιορίζεται η χρησιμοποιούμενη μέθοδος συγκόλλησης και επιλέγονται οι τρόποι συγκόλλησης.
Τύποι συγκολλήσεων.
Μια συγκόλληση είναι ένα μέρος όπου συγχωνεύονται διαφορετικά στοιχεία της ίδιας δομής. Κατά τη συγκόλληση, το μέταλλο σε αυτό το μέρος λιώνει και στη συνέχεια, καθώς κρυώνει, κρυσταλλώνεται, γεγονός που εξασφαλίζει τη δύναμη και τη στεγανότητα της ραφής.
Οι συγκολλήσεις μπορούν να έχουν διαφορετικά σχήματα διατομής. Σύμφωνα με αυτή την παράμετρο, οι συγκολλήσεις χωρίζονται σε
συγκόλληση με άκρο, το χαρακτηριστικό γνώρισμα της οποίας είναι ότι τα επιμέρους στοιχεία του προϊόντος εφαρμόζονται μεταξύ τους στο ίδιο επίπεδο πριν από τη συγκόλληση χρησιμοποιώντας τη μέθοδο "πισινό".
- γωνία, στην οποία τα εξαρτήματα της δομής συνδέονται μεταξύ τους σε μια ορισμένη γωνία.

- σχισμή ή ηλεκτρικό πριτσίνι - εδώ μεμονωμένα δομικά στοιχεία συνδέονται μεταξύ τους σε ένα μέρος τοποθετώντας ένα ειδικό συγκολλημένο πριτσίνι. Σε αυτή την περίπτωση, το πάνω μέρος είναι πλήρως λιωμένο και το κάτω μέρος είναι μερικώς λιωμένο.

Ανάλογα με το είδος της συγκόλλησης που παρατηρείται στη διασταύρωση δύο τμημάτων του προϊόντος, υπάρχουν διαφορετικοί τύποι συγκολλημένων αρμών, καθένας από τους οποίους έχει το δικό του χαρακτηριστικά γνωρίσματακαι τομείς εφαρμογής.
Όλες οι συγκολλημένες αρθρώσεις μπορούν να χωριστούν σε
- αρθρώσεις πισινών
- γωνιακές συνδέσεις
- Τ-αρθρώσεις
- αρθρώσεις αγκαλιάς
- τελικές συνδέσεις.

Χαρακτηριστικά συγκολλημένων αρμών.
Τώρα ας ρίξουμε μια πιο προσεκτική ματιά στις διάφορες συγκολλημένες αρθρώσεις και τα χαρακτηριστικά τους.
Γωνιακή άρθρωση - είναι ένα κράμα δύο μερών ενός προϊόντος που βρίσκεται στο ίδιο επίπεδο, χρησιμοποιώντας τεχνολογίες συγκόλλησης. Σε μια σύνδεση πισινών, τα μέρη εφάπτονται μεταξύ τους με τις ακραίες πλευρές τους. Υπάρχουν διάφοροι υποτύποι αρθρώσεων γλουτών:
Σύνδεση χωρίς φαλτσέτα
Σύνδεση με κυρτή λοξότμηση
V-Bevel Joint
X Bevel Joint
Τσόντα - είναι μια συγχώνευση διαφορετικών συστατικάδομές ή διαφορετικά μέρη ενός προϊόντος τοποθετημένα σε μια ορισμένη γωνία μεταξύ τους. Η ραφή συγκόλλησης βρίσκεται στο σημείο όπου τα επιμέρους μέρη έρχονται σε επαφή.
Τ-άρθρωση - αυτό είναι ένα κράμα διαφορετικών στοιχείων ενός προϊόντος, όπου ένα δομικό μέρος με το άκρο του είναι προσαρτημένο στην πλευρική επιφάνεια του δεύτερου μέρους.
Συγκολλημένη άρθρωση στην αγκαλιά - αυτό είναι ένα κράμα διαφορετικών στοιχείων του προϊόντος, στο οποίο και τα δύο στοιχεία βρίσκονται σε παράλληλα επίπεδα σε σχέση μεταξύ τους και εν μέρει επικαλύπτονται μεταξύ τους.
Τερματισμός συγκολλημένης σύνδεσης διαφέρει από άλλους τύπους στο ότι τα επιμέρους στοιχεία του είναι συγκολλημένα μεταξύ τους με τις πλευρικές τους επιφάνειες.
Η επιλογή του τύπου της συγκολλημένης σύνδεσης εξαρτάται από τη διαμόρφωση του τελικού στοιχείου και από τις απαιτήσεις για τη σύνδεση. Το αποτέλεσμα θα πρέπει να είναι ένα λειτουργικό προϊόν που να αντέχει σε υψηλά φορτία και να μην επηρεάζεται περιβάλλονκαι να μην παρουσιάζουν αποτυχία κόπωσης. Συχνά η ανθεκτικότητα του προκύπτοντος προϊόντος εξαρτάται από την ποιότητα της συγκολλημένης άρθρωσης και τη σωστή επιλογή του τύπου της, επομένως είναι πολύ σημαντικό να προσεγγίσετε προσεκτικά αυτό το στάδιο εργασίας και να λάβετε υπόψη όχι μόνο πού ακριβώς και πώς πρέπει να λειτουργεί το προκύπτον προϊόν , αλλά και από τι υλικά είναι κατασκευασμένο και τα κράματά τους. Στην περίπτωση αυτή, τόσο τα προσόντα του ίδιου του συγκολλητή όσο και τα προσόντα του τεχνίτη που εμπλέκεται στο σχεδιασμό της συγκολλημένης κατασκευής είναι εξίσου σημαντικά.
Η αποτελεσματικότητα και η ποιότητα της εργασίας εξαρτάται από τη διαθεσιμότητα των απαραίτητων εργαλείων, υλικών και δεξιοτήτων. Η επιτυχία σε οποιαδήποτε επιχείρηση, ανεξάρτητα από το ποια κατεύθυνση είναι, επηρεάζεται επίσης σημαντικά από τη γνώση της θεωρίας. Οι εργασίες συγκόλλησης θεωρούνται από τις πιο συνηθισμένες.
Αυτό το είδος δραστηριότητας απαιτεί υλικό, εξοπλισμό, εργασιακή εμπειρία, καθώς και θεωρητικές γνώσεις. Έχοντας κατακτήσει απαραίτητες πληροφορίες, ένα άτομο παίρνει μια ιδέα για το τι είναι μια ραφή, ποια ταξινόμηση των συγκολλήσεων υπάρχει και πώς να επιλέξει την καλύτερη επιλογή για την πρόσφυση διαφόρων μεταλλικών προϊόντων.
Τι είναι η ραφή συγκόλλησης;
Κατά τη συγκόλληση, τρία μεταλλικά τμήματα εμπλέκονται στη διαδικασία: δύο κομμάτια σιδήρου στερεώνονται μεταξύ τους χρησιμοποιώντας το τρίτο, το οποίο λειτουργεί ως ηλεκτρόδιο. Στο σημείο όπου τα μεταλλικά μέρη συνδέονται μεταξύ τους, συμβαίνει μια θερμική διαδικασία, σχηματίζοντας μια ραφή. Έτσι, μια ραφή είναι ένα μέρος που λαμβάνεται ως αποτέλεσμα της δράσης λιωμένου και σκληρυμένου σιδήρου.

Οποιοδήποτε μέταλλο μπορεί να ενωθεί με συγκόλληση. Έχουν τα δικά τους δομικά χαρακτηριστικά, σύμφωνα με τα οποία επιλέγεται ένας συγκεκριμένος τύπος στερέωσης. Η ταξινόμηση γίνεται ανάλογα με τον τύπο του συμπλέκτη, το υλικό και άλλες παραμέτρους. Κάθε σύνδεση έχει τις δικές της οδηγίες και σειρά εκτέλεσης.
Διαστάσεις
Υπάρχει μια ταξινόμηση των συγκολλήσεων κατά μήκος. Ανάλογα με το μέγεθος, υπάρχουν:
- Μικρός. Το μέγεθος δεν υπερβαίνει τα 30 εκ. Μια τέτοια ραφή εμφανίζεται ως αποτέλεσμα της συγκόλλησης που εκτελείται προς μία κατεύθυνση από την αρχή μέχρι το τέλος.
- Μέση τιμή. Μήκος ραφής - από 30 cm έως 1 μέτρο. Αυτές οι ραφές συγκολλούνται από τη μέση έως τις άκρες. Η μέθοδος του αντίστροφου βήματος είναι ιδανική για αυτούς. Η ουσία του έγκειται στο γεγονός ότι ολόκληρη η ραφή χωρίζεται σε διάφορα τμήματα, τα οποία επεξεργάζονται εναλλάξ με συγκόλληση. Κάθε ένα από αυτά τα τμήματα έχει μήκος από 10 έως 30 cm.
- Μακρύ (πάνω από ένα μέτρο). Συγκολλούνται με τον ίδιο τρόπο όπως οι μεσαίες ραφές, με τη μόνη διαφορά ότι ο αριθμός των τμημάτων εδώ θα είναι μεγαλύτερος.
Τύποι συγκολλημένων αρμών
Οι συγκολλήσεις ταξινομούνται επίσης ανάλογα με τον τύπο στερέωσης. Υπάρχουν τέσσερις τύποι συνδέσεων:
- βαρέλι;
- T-bar;
- επικάλυψη;
- γωνία.
Ο πιο συνηθισμένος τύπος
Κατά τη συγκόλληση πισινών λαμβάνεται υπόψη το πάχος του προϊόντος. Αυτό σας επιτρέπει να εξοικονομήσετε σημαντική ποσότητα υλικού.

Ο συμπλέκτης από κάτω θεωρείται ο πιο δημοφιλής. Αυτό οφείλεται στο γεγονός ότι αυτή η διαδικασία συγκόλλησης είναι η ταχύτερη και πιο οικονομική.
Αυτός ο τύπος συμπλέκτη χαρακτηρίζεται από σύνδεση σε σχήμα Τ μεταλλικών προϊόντων. Όπως και στη σύζευξη πισινών, δίνεται ιδιαίτερη προσοχή στο πάχος του μετάλλου, ανάλογα με το οποίο οι ραφές μπορούν να είναι μονόπλευρες ή διπλής όψεως.

Όταν χρησιμοποιείτε αυτόν τον τύπο συμπλέκτη, πρέπει να τηρείτε τις ακόλουθες συστάσεις:
- Κατά την εκτέλεση συγκόλλησης Τ κατά την ένωση δύο προϊόντων διαφορετικού πάχους, είναι απαραίτητο να κρατάτε τον φακό συγκόλλησης υπό γωνία 60 μοιρών σε σχέση με το παχύτερο προϊόν.
- Οι εργασίες συγκόλλησης μπορούν να διευκολυνθούν εάν η κατασκευή τοποθετηθεί "σε βάρκα". Αυτή η θέση του κατεργαζόμενου τεμαχίου θα εξαλείψει τις χαμηλές τομές και τις μη μαγειρεμένες περιοχές, που θεωρούνται τα πιο συνηθισμένα ελαττώματα για αυτόν τον τύπο πρόσφυσης.
- Εάν ένα πέρασμα του φακού συγκόλλησης αποδειχθεί αναποτελεσματικό, καθώς ενδέχεται να παραμείνουν ελαττωματικές περιοχές, θα πρέπει να συγκολληθούν με ταλάντωση των ηλεκτροδίων συγκόλλησης.
- Σε μια άρθρωση Τ, μπορείτε να περιοριστείτε σε μονόπλευρη συγκόλληση. Για να γίνει αυτό, πρέπει να χρησιμοποιήσετε εξοπλισμό συγκόλλησης Oineo Tronic Pulse, ο οποίος επιτρέπει τη συγκόλληση RW.
Συγκόλληση επικάλυψης
Η αρχή αυτού είναι η συγκόλληση διπλής όψης προϊόντων των οποίων το πάχος δεν υπερβαίνει το 1 εκ. Αυτή η συγκόλληση χρησιμοποιείται σε περιπτώσεις όπου είναι απαραίτητο να αποφευχθεί η είσοδος υγρασίας στο διάκενο μεταξύ των χαλύβδινων φύλλων. Ως αποτέλεσμα αυτής της εργασίας, σχηματίζονται δύο ραφές. Αυτός ο τύπος συγκολλημένου συνδέσμου θεωρείται μακράς διαρκείας και δεν είναι οικονομικός, αφού απαιτούνται περισσότερα υλικά για την εργασία.

Γωνιακή λαβή
Αυτός ο τύπος συγκόλλησης χρησιμοποιείται για τη σύνδεση μεταλλικών προϊόντων σε θέση κάθετη μεταξύ τους. Ανάλογα με το πάχος των φύλλων, η συγκόλληση φιλέτου χαρακτηρίζεται από την παρουσία ή την απουσία λοξότμητων άκρων. Εάν είναι απαραίτητο, αυτός ο τύπος σύνδεσης γίνεται από το εσωτερικό του προϊόντος.

Σχήματα συγκόλλησης
Η ταξινόμηση των συγκολλήσεων ανάλογα με το σχήμα της εξωτερικής επιφάνειας ορίζει τρεις τύπους:
- Διαμέρισμα. Είναι αποτελεσματικά κάτω από δυναμικά και εναλλασσόμενα φορτία, καθώς αυτές οι ραφές (όπως οι κοίλες) δεν έχουν συγκεντρώσεις τάσεων που μπορούν να προκαλέσουν έντονες αλλαγέςκαι καταστρέψτε τον δεσμό συγκόλλησης.
- Κοίλος. Μια κοιλότητα συγκόλλησης που δεν υπερβαίνει τα 0,3 cm θεωρείται αποδεκτή, Διαφορετικά, η κοιλότητα της συγκόλλησης θεωρείται υπερβολική και θεωρείται ως ελάττωμα. Το επίπεδο κοιλότητας μετριέται στην περιοχή όπου υπάρχει η μεγαλύτερη απόκλιση.
- Κυρτές ραφές. Προκύπτουν ως αποτέλεσμα της συσσώρευσης μεγάλης ποσότητας κατεψυγμένου μετάλλου και θεωρούνται αντιοικονομικά. Αλλά ταυτόχρονα, ένας συγκολλημένος σύνδεσμος που παράγει μια κυρτή ραφή είναι πιο αποτελεσματικός υπό στατικό φορτίο από μια σύνδεση με επίπεδη ή κοίλη συγκόλληση. Ο δείκτης κυρτότητας είναι η απόσταση από την επιφάνεια του βασικού μετάλλου μέχρι το σημείο της μεγαλύτερης προεξοχής. Οι κυρτότητες που δεν υπερβαίνουν τα 0,2 cm για συγκολλήσεις πυθμένα και όχι μεγαλύτερες από 0,3 cm για συγκολλήσεις που εκτελούνται σε άλλες θέσεις θεωρούνται τυπικές.
Ταξινόμηση συγκολλήσεων ανά θέση στο χώρο
Σύμφωνα με το κριτήριο της τοποθέτησης στο χώρο, υπάρχουν τέσσερις τύποι ραφών, καθένας από τους οποίους έχει τα δικά του χαρακτηριστικά και τις συστάσεις για συγκόλληση:
- Κάτω ραφές. Από τεχνική άποψη, θεωρούνται τα πιο απλά. Η συγκόλληση των κάτω ραφών πραγματοποιείται σε επίπεδη επιφάνεια σε θέση από κάτω. Αυτή η διαδικασία χαρακτηρίζεται από υψηλή απόδοση και ποιότητα. Αυτό οφείλεται στις πιο άνετες συνθήκες για τον συγκολλητή. Το λιωμένο μέταλλο κατευθύνεται από το βάρος του στη δεξαμενή συγκόλλησης που βρίσκεται σε οριζόντια θέση. Είναι εύκολο να ακολουθήσετε τη συγκόλληση των κάτω ραφών. Η δουλειά γίνεται γρήγορα.
- Οριζόντιες ραφές. Λίγο πιο δύσκολη η συγκόλληση. Το πρόβλημα είναι ότι το λιωμένο μέταλλο, υπό την επίδραση του βάρους του, ρέει προς τα κάτω άκρα. Αυτό μπορεί να έχει ως αποτέλεσμα υποκοπές στο επάνω άκρο.
- Κάθετες ραφές. Είναι αποτέλεσμα συνδέσεων μεταλλικών προϊόντων τοποθετημένων σε κατακόρυφο επίπεδο.
- Ραφές οροφής. Αυτή η συγκόλληση θεωρείται η πιο δύσκολη και υπεύθυνη. Χαρακτηρίζεται από ελάχιστη άνεση. Κατά τη διαδικασία συγκόλλησης, η απελευθέρωση σκωρίας και αερίων γίνεται πιο δύσκολη. Δεν μπορούν όλοι να αντεπεξέλθουν σε αυτήν την εργασία· απαιτείται μεγάλη εμπειρία, καθώς δεν είναι εύκολο να κρατήσετε τη σκωρία να πέφτει στο πρόσωπό σας κατά τη διάρκεια της εργασίας. Είναι σημαντικό να διατηρηθεί η ποιότητα και η αντοχή της σύνδεσης.
Πώς χαρακτηρίζονται οι συγκολλήσεις και οι συνδέσεις;
Η ταξινόμηση και ο χαρακτηρισμός των συγκολλήσεων γίνεται χρησιμοποιώντας ειδικά εικονίδια, γραμμές και επεξηγήσεις. Τοποθετούνται πάνω και πάνω στην ίδια τη δομή. Η ταξινόμηση των συγκολλημένων αρμών και ραφών υποδεικνύεται σύμφωνα με κανονιστικό έγγραφο, χρησιμοποιώντας ειδικές γραμμές, οι οποίες μπορεί να είναι συμπαγείς ή διακεκομμένες. Οι συνεχείς συγκολλήσεις υποδεικνύουν ορατές συγκολλήσεις, οι διακεκομμένες συγκολλήσεις υποδηλώνουν αόρατες.
Τα σύμβολα ραφής τοποθετούνται στο ράφι από τον οδηγό (εάν η ραφή βρίσκεται στο μπροστινό μέρος). Ή, αντίθετα, κάτω από το ράφι, εάν η ραφή είναι τοποθετημένη στην πίσω πλευρά. Χρησιμοποιώντας εικονίδια, υποδεικνύεται η ταξινόμηση των συγκολλήσεων, η ασυνέχειά τους και η τοποθέτηση τμημάτων για συγκόλληση.
Δίπλα στα κύρια εικονίδια υπάρχουν επιπλέον. Περιέχουν υποστηρικτικές πληροφορίες:
- σχετικά με την αφαίρεση του οπλισμού συγκόλλησης.
- σχετικά με την επεξεργασία της επιφάνειας για ομαλή μετάβαση στο βασικό μέταλλο και για την αποφυγή χαλάρωσης και ανομοιομορφίας.
- σχετικά με τη γραμμή κατά μήκος της οποίας γίνεται η ραφή (είναι κλειστή).
Για πανομοιότυπα σχέδια και προϊόντα των ίδιων προτύπων συμβόλων GOST και τεχνικές απαιτήσεις. Εάν το σχέδιο έχει πανομοιότυπες ραφές, τότε είναι καλύτερο να τους δώσετε σειριακούς αριθμούς και να τους χωρίσετε σε ομάδες, στις οποίες εκχωρούνται επίσης αριθμοί για ευκολία. Όλες οι πληροφορίες σχετικά με τον αριθμό των ομάδων και των ραφών πρέπει να αναφέρονται στο κανονιστικό έγγραφο.
Θέση ραφής
Οι συγκολλήσεις ταξινομούνται με βάση τη θέση της συγκόλλησης. Αυτοί είναι:
- Μονόπλευρη. Σχηματίζονται με συγκόλληση φύλλων που το πάχος τους δεν ξεπερνά τα 0,4 cm.
- Διπλής όψης. Εμφανίζονται κατά τη συγκόλληση μεταλλικών φύλλων πάχους 0,8 εκ. και στις δύο πλευρές. Για κάθε περίπτωση σύνδεσης συνιστάται να αφήνετε κενά 2 mm για να εξασφαλίσετε ποιοτική πρόσφυση.
Πιθανά ελαττώματα
Μπορεί να προκύψουν ελαττώματα κατά τη συγκόλληση λόγω υπερβολικού ρεύματος και τάσης τόξου. Αυτό μπορεί επίσης να είναι αποτέλεσμα ακατάλληλου χειρισμού των ηλεκτροδίων. Ταξινόμηση ανάλογα με τη θέση τους:
- Εσωτερικός. Για τον εντοπισμό τους χρησιμοποιείται μια τεχνική που συνίσταται στον έλεγχο: μη καταστροφή της δομής, πλήρης ή μερική καταστροφή της.
- Εξωτερικός. Εντοπίζονται εύκολα κατά την εξωτερική εξέταση.
Λόγω παραβίασης του καθεστώτος συγκόλλησης που προκαλείται από έλλειψη απαραίτητης εμπειρίας, ανεπαρκείς προπαρασκευαστικές εργασίες ή εσφαλμένες μετρήσεις, τα ελαττώματα χωρίζονται σε:
- Έλλειψη διείσδυσης. Εκδηλώνεται στην τοπική απουσία σύντηξης μεταξύ των συνδεδεμένων στοιχείων. Το ελάττωμα οδηγεί σε αύξηση της συγκέντρωσης τάσης και μείωση της διατομής συγκόλλησης. Ένα σχέδιο με τέτοιο ελάττωμα χαρακτηρίζεται από μειωμένη αντοχή και αξιοπιστία. Η αιτία της έλλειψης διείσδυσης μπορεί να είναι είτε ανεπαρκές ρεύμα είτε συγκόλληση σε γρήγορη λειτουργία.
- Φιλέτο Το ελάττωμα συνίσταται σε τοπική μείωση του πάχους του βασικού μετάλλου. Αυτό το πρόβλημα παρατηρείται κοντά στα όρια των συγκολλήσεων.
- Burnout. Το ελάττωμα μοιάζει με κοιλότητα στη συγκόλληση. Εμφανίζεται λόγω διαρροής λιωμένου μετάλλου από τη δεξαμενή συγκόλλησης. Το έγκαυμα είναι ένα απαράδεκτο ελάττωμα και πρέπει να διορθωθεί επειγόντως.
- Μη σφραγισμένος κρατήρας ή κατάθλιψη. Εμφανίζεται λόγω σπασίματος τόξου ενώ πλησιάζει το τέλος της ραφής.
- Εισροή. Το ελάττωμα εκδηλώνεται στη ροή του μετάλλου συγκόλλησης στο βασικό μέταλλο χωρίς σύντηξη.

Οι αιτίες των ελαττωμάτων μπορεί να είναι πολύ διαφορετικές, αλλά είναι εξίσου ικανές να μειώσουν την αντοχή της κόλλας, την αξιοπιστία λειτουργίας, την ακρίβεια και την αλλοίωση εμφάνισηπροϊόντα.
- Σε επαφή με 0
- Google+ 0
- Εντάξει 0
- Facebook 0