Οι παράμετροι του τρόπου συγκόλλησης στο διοξείδιο του άνθρακα είναι η διάμετρος του χρησιμοποιούμενου σύρματος, η τιμή του ρεύματος συγκόλλησης, η ταχύτητα τροφοδοσίας του σύρματος ηλεκτροδίου, η τάση τόξου, η ταχύτητα συγκόλλησης, η κατανάλωση διοξειδίου του άνθρακα και η διακοπή του ηλεκτροδίου.
Επί του παρόντος, η συγκόλληση με διοξείδιο του άνθρακα πραγματοποιείται με συνεχές ρεύμα αντίστροφης πολικότητας (συν στο ηλεκτρόδιο). Το εναλλασσόμενο και συνεχές ρεύμα συνεχούς πολικότητας δεν χρησιμοποιείται ακόμη λόγω ανεπαρκούς σταθερότητας της διαδικασίας και μη ικανοποιητικής διαμόρφωσης και ποιότητας της συγκόλλησης.
Ο τρόπος συγκόλλησης με διοξείδιο του άνθρακα επιλέγεται ανάλογα με το πάχος και την ποιότητα του χάλυβα που συγκολλάται, τον τύπο σύνδεσης και το σχήμα των άκρων, τη θέση της ραφής στο χώρο, καθώς και λαμβάνοντας υπόψη την παροχή σταθερής καύσης τόξου , το οποίο αλλοιώνεται με τη μείωση του ρεύματος συγκόλλησης.
Θα πρέπει επίσης να θυμόμαστε ότι με την αύξηση της τάσης τόξου σε σταθερό ρεύμα, το πλάτος της ραφής αυξάνεται και το μέγεθος της ενίσχυσης της μειώνεται κάπως, το πιτσίλισμα αυξάνεται υγρό μέταλλο. Η υπερβολική αύξηση της τάσης τόξου μπορεί να οδηγήσει στο σχηματισμό πόρων στη συγκόλληση.
Με αύξηση του ρεύματος συγκόλλησης και μείωση της τάσης τόξου, το βάθος διείσδυσης αυξάνεται απότομα, το πλάτος μειώνεται και το ύψος του οπλισμού συγκόλλησης αυξάνεται. Εάν το ρεύμα συγκόλλησης και η τάση τόξου αυξηθούν υπερβολικά, η ραφή θα γίνει πολύ κυρτή.
Κατά τη συγκόλληση στο ίδιο ρεύμα με ένα λεπτότερο σύρμα, η σταθερότητα του τόξου αυξάνεται, το πιτσίλισμα του υγρού μετάλλου μειώνεται, το βάθος διείσδυσης του βασικού μετάλλου αυξάνεται και η παραγωγικότητα της συγκόλλησης αυξάνεται.
Για να αποκτήσετε υψηλής ποιότητας σφιχτές ραφές, είναι απαραίτητο όχι μόνο να χρησιμοποιήσετε σύρμα κατάλληλης ποιότητας με καθαρή επιφάνεια, αλλά και να εξασφαλίσετε καλή προστασίαπισίνα συγκόλλησης από την επαφή με τον αέρα.
Για να γίνει αυτό, ο ρυθμός ροής διοξειδίου του άνθρακα θα πρέπει να είναι 5-12 l/min κατά τη συγκόλληση με σύρμα διαμέτρου 0,5-1,2 mm και 14-25 l/min κατά τη συγκόλληση με σύρμα διαμέτρου 1,6-3,0 mm. Με την αύξηση του ρεύματος συγκόλλησης, της τάσης τόξου και της διακοπής του ηλεκτροδίου, η κατανάλωση διοξειδίου του άνθρακα αυξάνεται ανάλογα.
Στον πίνακα Ο Πίνακας 68 δείχνει τις συνιστώμενες διαμέτρους καλωδίων ηλεκτροδίων ανάλογα με το πάχος του μετάλλου που συγκολλάται και τον πίνακα. 69 - όρια ρεύματος συγκόλλησης, τάσης τόξου, διακοπής ηλεκτροδίου και κατανάλωσης διοξειδίου του άνθρακα ανάλογα με τη διάμετρο του σύρματος του ηλεκτροδίου.
Κατά τη συγκόλληση αρμών με διάκενο χωρίς βάση, το ρεύμα συγκόλλησης ρυθμίζεται στο κατώτερο όριο και όταν συγκολλώνται αρμοί χωρίς διάκενο ή με διάκενο, αλλά σε υπόστρωμα - στο ανώτερο όριο. Με την ημιαυτόματη συγκόλληση, το ρεύμα συγκόλλησης μπορεί να είναι ελαφρώς υψηλότερο από ό,τι με την αυτόματη συγκόλληση.
Πίνακας 69. Κατά προσέγγιση τρόποι συγκόλλησης σε διοξείδιο του άνθρακα στην κάτω θέση με σύρμα χαμηλού κράματος διαφόρων διαμέτρων.| Διάμετρος σύρματος ηλεκτροδίου, mm | |||||||||
| Ρεύμα συγκόλλησης, Α. | |||||||||
| Τάση τόξου, V | |||||||||
| Το ηλεκτρόδιο προεξέχει | |||||||||
| Κατανάλωση διοξειδίου του άνθρακα, l/min |
Κατά τη συγκόλληση σε οριζόντια, κατακόρυφη και οροφή θέση, το ρεύμα συγκόλλησης πρέπει να είναι 10-20% μικρότερο από ό,τι κατά τη συγκόλληση στην κάτω θέση. Το ρεύμα μειώνεται επίσης κατά τη συγκόλληση κράματος και χάλυβα υψηλής κραματοποίησης.
Η ταχύτητα συγκόλλησης των άκρων αρμών λαμβάνεται ανάλογα με το πάχος του συγκολλούμενου μετάλλου και για τις αρθρώσεις Τ - επίσης στο σκέλος συγκόλλησης.
Η ταχύτητα της ημιαυτόματης συγκόλλησης είναι συνήθως χαμηλότερη από αυτή της αυτόματης συγκόλλησης. Στην ημιαυτόματη συγκόλληση, η ταχύτητα κίνησης του ηλεκτροδίου είναι ανομοιόμορφη, γεγονός που οδηγεί σε ανομοιόμορφο βάθος διείσδυσης κατά μήκος του συνδέσμου και κατά τη συγκόλληση λεπτού μετάλλου, σε αυλακώσεις.
Οι κοντακοί σύνδεσμοι σε μέταλλο πάχους έως 2 mm συγκολλούνται καλύτερα σε κάθετη θέση από πάνω προς τα κάτω. Γωνιακές κάθετες ραφές με πόδια έως 5 mm εκτελούνται επίσης από πάνω προς τα κάτω. Είναι πιο αποτελεσματική η συγκόλληση αρμών σε μέταλλο πάχους έως 1 mm με ακμές με φλάντζα χρησιμοποιώντας ένα μη αναλώσιμο ηλεκτρόδιο άνθρακα σε διοξείδιο του άνθρακα.
Ανεξάρτητα από τη μέθοδο συγκόλλησης, πρέπει να τηρούνται οι ακόλουθες προϋποθέσεις για να διασφαλιστεί ένας συγκολλημένος σύνδεσμος με την απαιτούμενη εργασιμότητα:
1) ειδική προετοιμασία των άκρων.
2) υψηλή ποιότηταπροετοιμασία και συναρμολόγηση για συγκόλληση.
3) υποχρεωτικός καθαρισμός επιφανειών που συγκολλούνται.
Ο τρόπος συγκόλλησης είναι το σύνολο των βασικών χαρακτηριστικών της διαδικασίας συγκόλλησης, που εξασφαλίζουν την παραγωγή συγκολλήσεων του καθορισμένου μεγέθους, σχήματος και ποιότητας.
Η πρώτη προϋπόθεση για τον υπολογισμό των τρόπων συγκόλλησης είναι η λήψη ραφών με βέλτιστα μεγέθηκαι σχήμα, που παρέχουν υψηλή τεχνολογική αντοχή και υψηλές επιδόσεις.
Οι κύριες παράμετροι της συγκόλλησης τόξου περιλαμβάνουν: ρεύμα συγκόλλησης I St, τάση τόξου U d και ταχύτητα συγκόλλησης V St. Καθεμία από αυτές τις παραμέτρους, τόσο μεμονωμένα όσο και σε συνδυασμό με άλλες, επηρεάζει την ποσότητα της εισαγόμενης θερμότητας και, επομένως, τις γεωμετρικές διαστάσεις της συγκόλλησης, τον συντελεστή σχήματος διείσδυσης, τον παράγοντα σχήματος συγκόλλησης και τη συμμετοχή της βάσης και του μετάλλου του ηλεκτροδίου στο σχηματισμός της συγκόλλησης.
Οι παράμετροι του βέλτιστου τρόπου συγκόλλησης παρέχουν τις απαιτούμενες γεωμετρικές διαστάσεις των συγκολλήσεων και τις απαραίτητες αναλογίες μεταξύ του μετάλλου βάσης και του ηλεκτροδίου, στις οποίες επιτυγχάνονται οι καθορισμένες μηχανικές ιδιότητες του μετάλλου συγκόλλησης.
Ραφή Νο. 1:
Τύπος ραφής: T1-?5 μπλουζάκι, μονόπλευρη, χωρίς λοξότμητες άκρες.
Ποιότητα χάλυβα: st3sp5,

Εικόνα 4.1. - Ακμές κοπής για ραφή T1 σύμφωνα με το GOST 14771-76
Προσδιορίζουμε την περιοχή του εναποτιθέμενου μετάλλου χρησιμοποιώντας τον τύπο:
F n = 
F n 
Ρυθμίζουμε τη διάμετρο του σύρματος ηλεκτροδίου de.pr. = 1,6 mm, πυκνότητα ρεύματος j = 175 A/mm 2
Η ισχύς του ρεύματος συγκόλλησης κατά τη συγκόλληση σε περιβάλλον προστατευτικού αερίου καθορίζεται ανάλογα με τη διάμετρο του ηλεκτροδίου που ρυθμίσαμε αρχικά και την επιτρεπόμενη πυκνότητα ρεύματος:

Για την αποδεκτή διάμετρο ηλεκτροδίου και το ρεύμα συγκόλλησης, προσδιορίζουμε τη βέλτιστη τάση τόξου:
Η ταχύτητα συγκόλλησης μπορεί να προσδιοριστεί από τον τύπο:
 ,
,
Οπου 
g=7,8
F H1pr
Η επέκταση ηλεκτροδίου βρίσκεται σύμφωνα με τον τύπο:
Επιλέγω L = 18 mm.
Η ταχύτητα τροφοδοσίας καλωδίων καθορίζεται από τον τύπο:
Ραφή Νο. 2:
Μέθοδος συγκόλλησης: ημιαυτόματη συγκόλληση σε προστατευτικά αέρια.
Τύπος ραφής: T7, μπλουζάκι, μονόπλευρη, με λοξότμηση της μίας άκρης, με ραφή υποσυγκόλλησης.
Ποιότητα χάλυβα: st3sp5;
Εικόνα 4.2 - Ακμές κοπής για ραφή T7 σύμφωνα με το GOST 14771-76
1. Προσδιορίστε το σκέλος της ραφής χρησιμοποιώντας τον τύπο:
k = 0,15 * s - 0,5s = 0,15 * 20 - 0,5 * 20 = 3 - 10 mm,
Παίρνουμε k = 5 mm
2. Προσδιορίστε την περιοχή του εναποτιθέμενου μετάλλου:
Η περιοχή του εναποτιθέμενου μετάλλου κατά την ημιαυτόματη συγκόλληση είναι 40-50 mm 2. Επιλέξτε F n = 40 mm 2.
3. Περιοχή εναποτιθέμενου μετάλλου της συγκόλλησης και της ρίζας συγκόλλησης:
Δεχόμαστε εποικοδομητικά  =10 mm 2.
=10 mm 2.
4. Γνωρίζοντας τη συνολική έκταση διατομήμέταλλο που εναποτίθεται κατά το πρώτο και τα επόμενα περάσματα, προσδιορίζουμε τον αριθμό των περασμάτων:

Ρυθμίζουμε τη διάμετρο του σύρματος του ηλεκτροδίου de.pr. = 1,6 mm, πυκνότητα ρεύματος j = 175 A/mm 2
5. Προσδιορίστε την αντοχή του ρεύματος συγκόλλησης:
6. Προσδιορίστε τη βέλτιστη τάση τόξου:
7. Προσδιορίστε την ταχύτητα συγκόλλησης:
Οπου - συντελεστής εναπόθεσης, που καθορίζεται ανάλογα με το ρεύμα συγκόλλησης και τη διάμετρο του σύρματος.
g=7,8- πυκνότητα του εναποτιθέμενου μετάλλου.
F H1pr- επιφάνεια διατομής του εναποτιθέμενου μετάλλου για ένα δεδομένο πέρασμα, cm 2.
8. Η επέκταση ηλεκτροδίου βρίσκεται σύμφωνα με τον τύπο:
Επιλέγω L = 18 mm.
9. Προσδιορίστε την ταχύτητα τροφοδοσίας του σύρματος συγκόλλησης:
Καθορίζουμε τους τρόπους συγκόλλησης για την εκτέλεση των συγκολλήσεων υποσυγκόλλησης και ρίζας:
1. Προσδιορίστε την ένταση ρεύματος:

Η ισχύς του ρεύματος πρέπει να είναι μικρότερη από ό,τι κατά τη συγκόλληση της κύριας ραφής για να αποφευχθούν τα εγκαύματα.
2. Προσδιορίστε την τάση τόξου:
3. Προσδιορίστε την ταχύτητα συγκόλλησης:
4. Προσδιορίστε την ταχύτητα τροφοδοσίας του σύρματος συγκόλλησης:
Ραφή Νο. 3:
Μέθοδος συγκόλλησης: ημιαυτόματη συγκόλληση σε προστατευτικά αέρια.
Τύπος ραφής: Τ6, Τ-άρθρωση, μονόπλευρη, με μια λοξότμητη άκρη.
Ποιότητα χάλυβα: st3sp5.

Εικόνα 4.3 - Ακμές κοπής για ραφή T6 σύμφωνα με το GOST 14771-76
1. Προσδιορίστε την περιοχή του εναποτιθέμενου μετάλλου χρησιμοποιώντας τον τύπο:

Θα πρέπει να ληφθεί υπόψη ότι η μέγιστη διατομή του μετάλλου που εναποτίθεται σε ένα πέρασμα κατά την ημιαυτόματη συγκόλληση δεν πρέπει να υπερβαίνει τα 40 - 50 mm 2. Δεχόμαστε: 
2. Γνωρίζοντας τη συνολική επιφάνεια διατομής του εναποτιθέμενου μετάλλου και την περιοχή διατομής του εναποτιθέμενου μετάλλου κατά το πρώτο και κάθε επόμενο πέρασμα, βρίσκουμε τον αριθμό των περασμάτων:

Οι τρόποι συγκόλλησης για τη συγκόλληση Τ6 είναι οι ίδιοι όπως για τη ραφή συγκόλλησης Τ7.
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΕΠΙΣΤΗΜΗΣ R F
Κρατικό Εκπαιδευτικό Ίδρυμα Ανώτατης Επαγγελματικής Εκπαίδευσης «Κρατικό Μηχανικό και Παιδαγωγικό Πανεπιστήμιο του Βόλγα»
F.P. Sirotkin
ΥΠΟΛΟΓΙΣΜΟΣ ΠΑΡΑΜΕΤΡΩΝ ΤΡΟΠΩΝ ΣΥΓΚΟΛΛΗΣΗΣ
Κατευθυντήριες γραμμέςγια τη διεξαγωγή πρακτικών μαθημάτων στον κλάδο «Τεχνολογία ηλεκτροσυγκόλλησης με σύντηξη»
Ν. Νόβγκοροντ
Sirotkin F.P. Υπολογισμός παραμέτρων των τρόπων συγκόλλησης: Οδηγίες για τη διεξαγωγή πρακτικών μαθημάτων στον κλάδο «Τεχνολογία ηλεκτροσυγκόλλησης με σύντηξη» - N. Novgorod: VGIPU, 2007. - 55 σελ.
Αξιολογητές:
Ο Ε.Ν. Batkov - δάσκαλος ειδικής αγωγής. κλάδους, Nizhny Novgorod Construction College.
Ο Α.Γ. Kitov – Προϊστάμενος του Τμήματος Μεταφορών Αυτοκινήτων του Κρατικού Μηχανικού και Παιδαγωγικού Πανεπιστημίου του Βόλγα
σχόλιο
Οι οδηγίες παρέχουν υπολογισμούς των τρόπων συγκόλλησης:
Σε περιβάλλον διοξειδίου του άνθρακα.
Μηχανοποιημένο και αυτόματο κάτω από ένα στρώμα ροής.
Ηλεκτρόδια πλάκας και σύρματος Electroslag.
Οι οδηγίες περιέχουν μια λεπτομερή σειρά για τον προσδιορισμό των παραμέτρων των τρόπων συγκόλλησης, συνοδευόμενη από ένδειξη των απαραίτητων τύπων, πινάκων, γραφημάτων και νομογραμμάτων, τα οποία θα επιτρέψουν στους μαθητές να υπολογίσουν ανεξάρτητα τους τρόπους συγκόλλησης για διαφορετικά πάχη των μετάλλων που συγκολλούνται.
F.P. Sirotkin, 2010
© VGIPU, 2010
| Εισαγωγή |
|
| 2.1. Υπολογισμός του τρόπου συγκόλλησης των κοντακών αρμών |
|
| 2.2. Υπολογισμός της λειτουργίας συγκόλλησης φιλέτου |
|
| 3. Υπολογισμός τρόπων συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα |
|
| 3.1. Υπολογισμός των συνθηκών συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα για συγκολλήσεις κοντακών αρμών |
|
| 3.2. Υπολογισμός του τρόπου συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα για συγκολλήσεις φιλέτο συγκολλημένων αρμών |
|
| 4. Υπολογισμός μηχανοποιημένων (ημιαυτόματων) και αυτόματων τρόπων συγκόλλησης με βυθισμένο τόξο |
|
| 4.1. Υπολογισμός του τρόπου συγκόλλησης των κοντακών αρμών |
|
| 4.2. Υπολογισμός του τρόπου συγκόλλησης συγκολλήσεων φιλέτο συγκολλημένων αρμών |
|
| 5. Υπολογισμός τρόπων συγκόλλησης ηλεκτροσκωρίας |
|
| 5.1. Υπολογισμός του τρόπου συγκόλλησης ηλεκτροσκωρίας με ηλεκτρόδια σύρματος |
|
| 5.2. Υπολογισμός του τρόπου συγκόλλησης ηλεκτροσκωρίας με ηλεκτρόδια πλάκας |
|
| συμπέρασμα |
|
| Παράρτημα Α. Κατά προσέγγιση τρόποι χειροκίνητης συγκόλλησης τόξου |
|
| Παράρτημα Β. Κατά προσέγγιση τρόποι ημιαυτόματης (μηχανοποιημένης) και αυτόματης συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα |
|
| Παράρτημα Β. Κατά προσέγγιση τρόποι συγκόλλησης με βυθισμένο τόξο |
|
| Παράρτημα Δ. Κατά προσέγγιση τρόποι συγκόλλησης ηλεκτροσκωρίας |
|
| 6. Κατάλογος παραπομπών που χρησιμοποιήθηκαν |
Εισαγωγή
Οδηγίες διεξαγωγής πρακτικών μαθημάτων απευθύνονται σε φοιτητές πλήρους και μερικής φοίτησης ειδικότητας 050501.65 Επαγγελματική εκπαίδευση(μηχανολογία και τεχνολογικός εξοπλισμός), εξειδίκευση Τεχνολογίες και τεχνολογική διαχείριση στην παραγωγή συγκόλλησης και προορίζεται για πρακτική εκπαίδευση και την ενότητα «Υπολογισμός τρόπων συγκόλλησης» εργασία μαθημάτων(έργο).
Αυτό το εγχειρίδιο παρέχει υπολογισμούς για τις ακόλουθες λειτουργίες:
Χειροκίνητα ηλεκτρόδια με επίστρωση τόξου.
Μηχανοποιημένο και αυτόματο σε περιβάλλον διοξειδίου του άνθρακα.
Αυτόματο και ημιαυτόματο βυθισμένο τόξο.
Συγκόλληση με ηλεκτροσκωρία συγκολλήσεων άκρου και φιλέτου συγκολλημένων αρμών.
1. Γενικές Διατάξεις
1. Όταν περιγράφετε την ενότητα «Υπολογισμός τρόπων συγκόλλησης» θα πρέπει:
α) καθορίζουν τον τρόπο που υιοθετείται για την κατασκευή μιας συγκολλημένης κατασκευής· τύπος συγκόλλησης·
β) αναφέρετε τις κύριες και τις πρόσθετες παραμέτρους του επιλεγμένου τύπου τρόπου συγκόλλησης.
γ) ως παράδειγμα, δώστε τον υπολογισμό του τρόπου συγκόλλησης μιας συγκόλλησης άκρου ή φιλέτου μιας συγκολλημένης δομής, για την οποία κάντε ένα σκίτσο αυτής της σύνδεσης σύμφωνα με τον τύπο σύνδεσης σύμφωνα με το GOST για τον επιλεγμένο τύπο συγκόλλησης.
2. Οι κύριοι τύποι συνδέσεων που γίνονται κάτω από βυθισμένο τόξο ρυθμίζονται από το GOST 8713-79 - «Συγκόλληση με βυθισμένο τόξο, συγκολλημένοι σύνδεσμοι. Βασικοί τύποι, δομικά στοιχεία και διαστάσεις».
3. Οι κύριοι τύποι συνδέσεων που γίνονται σε προστατευτικό περιβάλλον αερίου ρυθμίζονται επίσης από το GOST 14771-76 - «Ραφές συγκολλημένων αρμών. Συγκόλληση με ηλεκτρικό τόξο σε προστατευτικά αέρια. Βασικοί τύποι και δομικά στοιχεία».
4. Οι κύριοι τύποι συνδέσεων που πραγματοποιούνται με συγκόλληση με ηλεκτροσκωρία ρυθμίζονται από το GOST 15164-78 - «Συγκόλληση με ηλεκτροσκωρία. Συγκολλημένες συνδέσεις. Βασικοί τύποι, δομικά στοιχεία και διαστάσεις».
5. Οι κύριοι τύποι συνδέσεων που γίνονται με χειροκίνητη συγκόλληση τόξου ρυθμίζονται από το GOST 5264-80 - «Χειροκίνητη συγκόλληση τόξου. Συγκολλημένες συνδέσεις. Βασικοί τύποι και δομικά στοιχεία».
6. Τα αποτελέσματα των υπολογισμών των τρόπων συγκόλλησης πρέπει να εισαχθούν στον πίνακα.
2. Υπολογισμός χειροκίνητων τρόπων συγκόλλησης τόξου
Ο τρόπος συγκόλλησης είναι το σύνολο των βασικών χαρακτηριστικών της διαδικασίας συγκόλλησης, που εξασφαλίζει την παραγωγή συγκολλήσεων του καθορισμένου μεγέθους, σχήματος και ποιότητας.
Κατά τη χειροκίνητη συγκόλληση τόξου, οι κύριες παράμετροι της λειτουργίας είναι
1. Διάμετρος ηλεκτροδίου, d el, mm.
5. Τύπος ρεύματος.
6. Πολικότητα ρεύματος (σε σταθερό ρεύμα).
2.1. Υπολογισμός του τρόπου συγκόλλησης των κοντακών αρμών
Οι ραφές των αρθρώσεων πισινών μπορούν να γίνουν με ή χωρίς κοπτικές άκρες σύμφωνα με το GOST 5264-80.
Η διάμετρος του ηλεκτροδίου κατά τη συγκόλληση ραφών πισινών αρμών επιλέγεται ανάλογα με το πάχος των εξαρτημάτων που συγκολλούνται.
Όταν επιλέγετε τη διάμετρο του ηλεκτροδίου κατά τη συγκόλληση ραφών πισινών στην κάτω θέση, θα πρέπει να καθοδηγηθείτε από τα δεδομένα στον Πίνακα 1.
Κατά τη συγκόλληση πολυστρωματικών ραφών σε μέταλλο με πάχος 10 - 12 mm ή περισσότερο, το πρώτο στρώμα πρέπει να συγκολληθεί με ηλεκτρόδια 1 mm μικρότερα από ό,τι υποδεικνύεται στον Πίνακα 1, αλλά όχι περισσότερο από 5 mm (συνήθως 4 mm), δεδομένου ότι η χρήση των ηλεκτροδίων μεγάλης διαμέτρου δεν επιτρέπει τη διείσδυση στο βάθος της κοπής για να διεισδύσει στη ρίζα της ραφής.
Κατά τον προσδιορισμό του αριθμού περασμάτων, θα πρέπει να ληφθεί υπόψη ότι η διατομή του πρώτου περάσματος δεν πρέπει να υπερβαίνει τα 30-35 mm 2 και μπορεί να προσδιοριστεί από τον τύπο:
F 1 = (6 – 8) d el, mm 2, (1)
και τα επόμενα περάσματα - σύμφωνα με τον τύπο:
F s = (8 – 12) d el, mm 2, (2)
όπου F 1 - περιοχή διατομής του πρώτου περάσματος, mm 2.
F σ – εμβαδόν διατομής των επόμενων περασμάτων, mm 2;
Για να προσδιορίσετε τον αριθμό των διελεύσεων και τη μάζα του εναποτιθέμενου μετάλλου, είναι απαραίτητο να γνωρίζετε την περιοχή διατομής των συγκολλήσεων.
Το εμβαδόν διατομής των ραφών είναι το άθροισμα των εμβαδών του στοιχειώδους γεωμετρικά σχήματα, τα συστατικά τους. Στη συνέχεια, η περιοχή διατομής μιας μονόπλευρης συγκόλλησης χωρίς κενό μπορεί να προσδιοριστεί από τον τύπο:
F 1 = 0,75 e g, mm 2, (3)
και αν υπάρχει κενό στη σύνδεση - σύμφωνα με τον τύπο:
(F 1 + F 2) = 0,75 e g + S v, mm 2, (4)
όπου e – πλάτος ραφής, mm; g – ύψος ενίσχυσης ραφής, mm. S – πάχος του συγκολλούμενου μετάλλου, mm. γ – μέγεθος κενού στην άρθρωση, mm.
Το εμβαδόν της διατομής μιας ακραίας συγκόλλησης με αυλάκωση σχήματος V και με συγκόλληση ρίζας συγκόλλησης (βλ. Εικ. 1) προσδιορίζεται ως το άθροισμα των γεωμετρικών σχημάτων:
F = F 1 + F 2 + F 3 + 2F 4 , (5)
Εικόνα 1. Γεωμετρικά στοιχεία του εμβαδού της διατομής μιας ακραίας συγκόλλησης:
όπου S – πάχος μετάλλου, mm; h – βάθος διείσδυσης, mm; γ – η ποσότητα αμβλύνσεως, mm. e – πλάτος ραφής, mm; e 1 – πλάτος συγκόλλησης ρίζας συγκόλλησης, mm. γ – μέγεθος κενού, mm. g – ύψος ενίσχυσης ραφής, mm. g 1 – ύψος ενίσχυσης της ρίζας συγκόλλησης, mm. α – γωνία κοπής άκρων.
Βάθος διείσδυσηςκαθορίζεται από τον τύπο:
h = (S - c), mm. (6)
Η περιοχή διατομής των γεωμετρικών σχημάτων (F 1 + F 2) καθορίζεται από τον τύπο 4, F 3 - από τον τύπο 3 και την περιοχή ορθογώνια τρίγωναΤο F 4 καθορίζεται από τον τύπο:
F 4 = h x/2, mm 2, (7)
όπου x = h tan α/2;
F 4 = (h 2 tg α/2) /2, mm 2, (8)
Αλλά η περιοχή της ραφής σε σχήμα V που εξετάζουμε αποτελείται από δύο ορθογώνια τρίγωνα, επομένως:
2F 4 = h 2 tg α/2, mm 2. (9)
Αντικαθιστώντας τις τιμές των στοιχειωδών περιοχών στον τύπο (5), λαμβάνουμε:
F n = 0,75 e g +v S + 0,75 e 1 g 1 + h 2 tg α/2, mm 2. (10)
Όταν χρησιμοποιείτε μια αυλάκωση σε σχήμα Χ, η επιφάνεια του αποτιθέμενου μετάλλου υπολογίζεται ξεχωριστά για κάθε πλευρά του αυλακιού.
Γνωρίζοντας τη συνολική επιφάνεια διατομής του εναποτιθέμενου μετάλλου (F n), καθώς και την περιοχή διατομής του πρώτου (F 1) και κάθε ένα από τα επόμενα περάσματα συγκόλλησης (F c), βρείτε το συνολικό αριθμός περασμάτων "n" χρησιμοποιώντας τον τύπο:
n = (F n -F 1 /F s) + 1. (11)
Ο αριθμός που προκύπτει στρογγυλοποιείται στον πλησιέστερο ακέραιο.
Υπολογισμός ρεύματος συγκόλλησηςστη χειροκίνητη συγκόλληση τόξου, πραγματοποιείται σύμφωνα με τη διάμετρο του ηλεκτροδίου και την επιτρεπόμενη πυκνότητα ρεύματος σύμφωνα με τον τύπο:
I St = F el j = (π d el 2 / 4) j , A, (12)
όπου π – 3,14;
j – επιτρεπόμενη πυκνότητα ρεύματος, A/mm 2 ;
F el - περιοχή διατομής του ηλεκτροδίου, mm 2;
d el – διάμετρος ηλεκτροδίου, mm.
Το ρεύμα συγκόλλησης προσδιορίζεται για τη συγκόλληση του πρώτου περάσματος και τα επόμενα περάσματα μόνο κατά τη συγκόλληση ραφών πολλαπλών διελεύσεων.
Η επιτρεπόμενη πυκνότητα ρεύματος εξαρτάται από τη διάμετρο του ηλεκτροδίου και τον τύπο επικάλυψης: όσο μεγαλύτερη είναι η διάμετρος του ηλεκτροδίου, τόσο μικρότερη είναι η επιτρεπόμενη πυκνότητα ρεύματος, καθώς οι συνθήκες ψύξης χειροτερεύουν (βλ. Πίνακα 2).
Πίνακας 2 - Επιτρεπόμενη πυκνότητα ρεύματος στο ηλεκτρόδιο κατά τη χειροκίνητη συγκόλληση τόξου
Τάση τόξουκατά τη χειροκίνητη συγκόλληση τόξου ποικίλλει μεταξύ 20-36 V και κατά τη διάρκεια του σχεδιασμού τεχνολογικές διαδικασίεςη χειροκίνητη συγκόλληση τόξου δεν ρυθμίζεται.
Επομένως, η τάση στο τόξο πρέπει να λαμβάνεται σε κάποιο συγκεκριμένο επίπεδο.
Ταχύτητα τόξου (ταχύτητα συγκόλλησης)πρέπει να προσδιορίζεται από τον τύπο:
V St = L n I St / γ F n 100, m/h, (13)
όπου L n – συντελεστής εναπόθεσης, g/A ώρα. (βλέπε πίνακα 3)
γ – πυκνότητα εναποτιθέμενου μετάλλου για ένα δεδομένο πέρασμα, g/cm 3 (7,8 g/cm 3 – για χάλυβα).
F n – εμβαδόν διατομής του εναποτιθέμενου μετάλλου, mm 2.
Η ταχύτητα κίνησης του τόξου (ταχύτητα συγκόλλησης) προσδιορίζεται για το πρώτο πέρασμα και τα επόμενα περάσματα μόνο κατά τη συγκόλληση ραφών πολλαπλών περασμάτων. Τα αποτελέσματα του υπολογισμού του τρόπου συγκόλλησης μιας πισινής ραφής πρέπει να εισαχθούν στον πίνακα. 3.
Πίνακας 3 - Τρόποι και διαστάσεις συγκόλλησης με πισινό
Υπολογισμός της λειτουργίας συγκόλλησης φιλέτου
Κατά τη συγκόλληση συγκολλήσεων φιλέτου διάμετρος ηλεκτροδίουεπιλέγεται ανάλογα με το σκέλος της ραφής.
Η κατά προσέγγιση σχέση μεταξύ της διαμέτρου του ηλεκτροδίου και του σκέλους της συγκόλλησης κατά τη συγκόλληση συγκολλήσεων φιλέτου δίνεται στον πίνακα. 4.
Για χειροκίνητη συγκόλληση τόξουΟι ραφές με μήκος όχι μεγαλύτερο από 8 mm μπορούν να συγκολληθούν με ένα πέρασμα.
Για μεγάλα σκέλη συγκόλλησης, η συγκόλληση γίνεται σε δύο ή περισσότερα περάσματα Η μέγιστη διατομή του μετάλλου που εναποτίθεται σε ένα πέρασμα δεν πρέπει να υπερβαίνει τα 30 - 40 mm 2 (Fmax = 30 ÷ 40 mm 2).
Η περιοχή διατομής της συγκόλλησης φιλέτου, η οποία πρέπει να είναι γνωστή κατά τον προσδιορισμό του αριθμού διελεύσεων, υπολογίζεται χρησιμοποιώντας τον τύπο:
F n = K y K 2 / 2 mm 2, (14)
όπου F n – εμβαδόν διατομής του εναποτιθέμενου μετάλλου, mm 2.
K – σκέλος συγκόλλησης, mm;
K y είναι ο συντελεστής μεγέθυνσης, ο οποίος λαμβάνει υπόψη την κυρτότητα της ραφής και τα κενά.
Για τις πιο συνηθισμένες συγκολλήσεις φιλέτου με σκέλος 2 - 20 mm, ο συντελεστής K y επιλέγεται σύμφωνα με τον πίνακα. 5.
Έχοντας προσδιορίσει την κατά προσέγγιση περιοχή διατομής της συγκόλλησης φιλέτου και γνωρίζοντας τη μέγιστη δυνατή περιοχή διατομής που λαμβάνεται σε ένα πέρασμα, βρείτε τον αριθμό των διελεύσεων "n" χρησιμοποιώντας τον τύπο:
n = F n / (30-40). (15)
Ο κλασματικός αριθμός που προκύπτει στρογγυλοποιείται στον πλησιέστερο ακέραιο.
Αντοχή ρεύματος συγκόλλησηςκαθορίζεται από τον τύπο:
I St = (π d 2 el /4) j, (16)
όπου π – 3,14;
d el – διάμετρος ηλεκτροδίου, mm;
j – επιτρεπόμενη πυκνότητα ρεύματος, A/mm 2.
Τάση τόξουκατά τη χειροκίνητη συγκόλληση τόξου κυμαίνεται μεταξύ 20 - 38 V. Θα πρέπει να υιοθετηθεί κάτι συγκεκριμένο.
Η ταχύτητα συγκόλλησης καθορίζεται από τον τύπο:
V St = L n · I St / γ · F n ·100, m/h, (17)
όπου L n – συντελεστής εναπόθεσης, g/A ώρα.
γ – πυκνότητα εναποτιθέμενου μετάλλου, g/cm 3 (7,8 g/cm 3 – για χάλυβα).
F n – εμβαδόν διατομής του εναποτιθέμενου μετάλλου συγκόλλησης φιλέτου, cm 2;
Οι τιμές των συντελεστών εναπόθεσης για διάφορες μάρκες ηλεκτροδίων δίνονται στον πίνακα. 6.
Πίνακας 6 - Συντελεστές εναπόθεσης για διάφορες μάρκες ηλεκτροδίων
Τα αποτελέσματα των υπολογισμών του τρόπου συγκόλλησης για συγκολλήσεις φιλέτου πρέπει να εισαχθούν στον πίνακα. 7.
Πίνακας 7 - Τρόποι συγκόλλησης για συγκολλήσεις φιλέτου
Οι κατά προσέγγιση τρόποι χειροκίνητης συγκόλλησης τόξου δίνονται στο Παράρτημα Α.
3. Υπολογισμός τρόπων συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα
Η συγκόλληση σε περιβάλλον διοξειδίου του άνθρακα χρησιμοποιείται ευρέως στην κατασκευή κατασκευών από άνθρακα, χαμηλού κράματος, ανθεκτικούς στη θερμότητα χάλυβες, μεσαίου κράματος, χρωμιονικέλιο και ωστενιτικούς χάλυβες.
Οι κύριοι τύποι συνδέσεων που εκτελούνται σε περιβάλλον διοξειδίου του άνθρακα ρυθμίζονται από το GOST 14771-76.
Οι κύριες παράμετροι του τρόπου συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα είναι:
1. Διάμετρος σύρματος ηλεκτροδίου, d el, mm.
2. Αντοχή ρεύματος συγκόλλησης, I St, A.
4. Ταχύτητα συγκόλλησης, Vst, m/h.
5. Κατανάλωση θωρακικού αερίου, q r.
Οι πρόσθετες παράμετροι λειτουργίας είναι:
6. Τύπος ρεύματος.
7. Πολικότητα με σταθερό ρεύμα.
3.1. Υπολογισμός των συνθηκών συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα για συγκολλήσεις κοντακών αρμών
Οι ραφές των κοντακών αρμών μπορούν να γίνουν είτε με είτε χωρίς αυλακώσεις.
Διάμετρος σύρματος ηλεκτροδίουΤο (d el) επιλέγεται ανάλογα με το πάχος των εξαρτημάτων που συγκολλώνται. Όταν επιλέγετε τη διάμετρο του σύρματος ηλεκτροδίου κατά τη συγκόλληση ραφών στην κάτω θέση, θα πρέπει να καθοδηγηθείτε από τα δεδομένα στον Πίνακα 8
Πίνακας 8 - Επιλογή της διαμέτρου του σύρματος ηλεκτροδίου για τη συγκόλληση ραφών κοντακών αρμών
| Πάχος μετάλλου, mm |
Φόρμα προετοιμασίας άκρων |
Κενό στην άρθρωση, mm |
Διάμετρος σύρματος ηλεκτροδίου, mm |
Αριθμός περασμάτων |
| Πισινό, χωρίς κόψιμο |
||||
| V – μονόπλευρο σχήμα |
||||
| Σχήμα V διπλής όψης |
Αντοχή ρεύματος συγκόλλησης,Το (I St) επιλέγεται ανάλογα με το βάθος διείσδυσης (h) και προσδιορίζεται από τον πίνακα. 9.
Πίνακας 9 - Προσδιορισμός ρεύματος συγκόλλησης ανάλογα με το βάθος διείσδυσης
Βάθος διείσδυσης ( η ) όταν η συγκόλληση από την πρώτη πλευρά καθορίζεται από τον τύπο:
h = S / 2 ± 1 mm, (18)
όπου S είναι το πάχος των εξαρτημάτων που συγκολλώνται, mm.
Τάση τόξου ( U ρε ) επιλέγονται σύμφωνα με τον πίνακα. 10.
Πίνακας 10 - Τάση τόξου ανάλογα με το ρεύμα συγκόλλησης
Η ταχύτητα συγκόλλησης (Vw) προσδιορίζεται σύμφωνα με τον πίνακα. έντεκα.
Πίνακας 11 - Προσδιορισμός της ταχύτητας συγκόλλησης ανάλογα με τη διάμετρο του σύρματος του ηλεκτροδίου
Η κατανάλωση διοξειδίου του άνθρακα (q r) επιλέγεται σύμφωνα με τα δεδομένα του Πίνακα 12, ανάλογα με την ποιότητα του μετάλλου που συγκολλάται και το πάχος του μετάλλου.
Πίνακας 12 - Κατανάλωση διοξειδίου του άνθρακα ανάλογα με το πάχος του συγκολλούμενου μετάλλου της άρθρωσης
Τα αποτελέσματα του υπολογισμού του τρόπου συγκόλλησης μιας πισινής ραφής πρέπει να εισαχθούν στον πίνακα. 13.
Πίνακας 13 - Τρόποι συγκόλλησης άκρου σε περιβάλλον διοξειδίου του άνθρακα
3.2. Υπολογισμός του τρόπου συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα για συγκολλήσεις φιλέτο συγκολλημένων αρμών
Κατά τη συγκόλληση συγκολλήσεων φιλέτου, η διάμετρος του σύρματος ηλεκτροδίου επιλέγεται ανάλογα με το πάχος του μετάλλου σύμφωνα με τον πίνακα. 14.
Πίνακας 14 - Επιλογή της διαμέτρου του σύρματος ηλεκτροδίου για τη συγκόλληση συγκολλήσεων φιλέτου
Η τάση τόξου (Ud), το ρεύμα (Iw), η ταχύτητα συγκόλλησης (Vw) προσδιορίζονται σύμφωνα με το νομόγραμμα (Εικ. 2).

Σχέδιο. 2. Νομόγραμμα για τον προσδιορισμό των τρόπων ημιαυτόματης συγκόλλησης σε περιβάλλον διοξειδίου του άνθρακα για συγκολλήσεις φιλέτου με διάμετρο σύρματος ηλεκτροδίου 1,6 mm
Για να προσδιορίσετε τη λειτουργία συγκόλλησης που παρέχει το απαιτούμενο σκέλος συγκόλλησης, επιλέξτε ένα σημείο που βρίσκεται στη γραμμή ενός δεδομένου σκέλους (Kp), στην περιοχή που περιορίζεται από διακεκομμένες γραμμές, ανάλογα με το είδος της ραφής που απαιτείται: κοίλη, επίπεδη ή κυρτή.
Από αυτό το σημείο, σχεδιάστε γραμμές στον άξονα τεταγμένων, όπου παίρνουμε την τιμή του ρεύματος συγκόλλησης και στον άξονα της τετμημένης, όπου παίρνουμε την τιμή της ταχύτητας συγκόλλησης.
Η τάση τόξου λαμβάνεται στο πλησιέστερο ορθογώνιο.
Η κατανάλωση διοξειδίου του άνθρακα επιλέγεται σύμφωνα με τον πίνακα. 15.
Πίνακας 15 - Κατανάλωση διοξειδίου του άνθρακα ανάλογα με το πάχος του συγκολλημένου γωνιακού συνδέσμου
Τα αποτελέσματα του προσδιορισμού των τρόπων συγκόλλησης για συγκολλήσεις φιλέτου πρέπει να καταχωρηθούν στον πίνακα. 16.
Πίνακας 16 - Τρόποι συγκόλλησης φιλέτου σε περιβάλλον διοξειδίου του άνθρακα
Οι κατά προσέγγιση τρόποι μηχανοποιημένης (ημιαυτόματης) και αυτόματης συγκόλλησης δίνονται στο Παράρτημα Β
4. Υπολογισμός μηχανοποιημένων (ημιαυτόματων) και αυτόματης συγκόλλησης με βυθισμένο τόξο
Τα δομικά στοιχεία της προετοιμασίας των άκρων και οι τύποι συγκολλημένων αρμών (πισινό, γωνία, T, lap) για αυτόματη και μηχανοποιημένη συγκόλληση βυθισμένου τόξου ρυθμίζονται από το GOST 8713-79.
Οι κύριες παράμετροι της αυτόματης και μηχανοποιημένης λειτουργίας συγκόλλησης βυθισμένου τόξου, που επηρεάζουν το μέγεθος και το σχήμα της συγκόλλησης, είναι:
1. Διάμετρος σύρματος ηλεκτροδίου (συγκόλλησης), d el, mm.
2. Αντοχή ρεύματος συγκόλλησης, I St, A.
4. Ταχύτητα τροφοδοσίας σύρματος ηλεκτροδίου, V p.p. , m/h.
5. Ταχύτητα συγκόλλησης, Vst, m/h.
Οι πρόσθετες παράμετροι λειτουργίας είναι:
6. Τύπος ρεύματος.
7. Πολικότητα (σε σταθερό ρεύμα).
8. Μάρκα ροής.
Υπολογισμός του τρόπου συγκόλλησης των κοντακών αρμών
Ο υπολογισμός της λειτουργίας συγκόλλησης ξεκινά με τη ρύθμιση των απαιτούμενων βάθος διείσδυσηςκατά τη συγκόλληση από την πρώτη πλευρά, η οποία είναι ίση με:
h = S/2 ± (1-3), mm, (19)
όπου S – πάχος μετάλλου, mm.
Αντοχή ρεύματος συγκόλλησης, που είναι απαραίτητο για να ληφθεί ένα δεδομένο βάθος διείσδυσης του βασικού μετάλλου, υπολογίζεται χρησιμοποιώντας τον τύπο:
I St = (80-100) h, A. (20)
Διάμετρος σύρματος συγκόλλησηςυπολογίζεται με τον τύπο:
d el = 2I St / j π , mm, (21)
π – 3,14;
j είναι η πυκνότητα ρεύματος, οι κατά προσέγγιση τιμές της οποίας δίνονται στον πίνακα. 17.
Πίνακας 17 - Επιτρεπόμενη πυκνότητα ρεύματος στο σύρμα ηλεκτροδίων κατά την αυτόματη συγκόλληση ραφών πισινών
Τάση τόξουαποδεκτό για συνδέσεις άκρου στην περιοχή 32-40 V. Ένα υψηλότερο ρεύμα και διάμετρος ηλεκτροδίου αντιστοιχούν σε υψηλότερη τάση στο τόξο. Επιλέξτε μια συγκεκριμένη τάση.
Καθορίζεται ο συντελεστής εναπόθεσης (L H), ο οποίος κατά τη συγκόλληση με συνεχές ρεύμα αντίστροφης πολικότητας L H = 11,6 ± 0,4 g/Ah και κατά τη συγκόλληση με συνεχές ρεύμα συνεχούς πολικότητας και εναλλασσόμενο ρεύμα σύμφωνα με τον τύπο:
L = A + B I St /d el, g/Ah, (22)
όπου Ist – αντοχή ρεύματος συγκόλλησης, A;
d el - διάμετρος του σύρματος ηλεκτροδίου, mm.
A, B – συντελεστές, οι τιμές των οποίων δίνονται στον πίνακα. 18.
Πίνακας 18 - Τιμές των συντελεστών Α και Β
Ταχύτητα συγκόλλησηςΤο καλώδιο ηλεκτροδίου με διάμετρο 4-6 mm καθορίζεται από τον τύπο:
V = (20-30) · 10 3 / I St, m/h; (23)
και ένα σύρμα ηλεκτροδίου με διάμετρο 2 mm σύμφωνα με τον τύπο
V = (8-12) · 10 3 / I St, m/h. (24)
Ταχύτητα τροφοδοσίας σύρματος συγκόλλησης(V n . n .) καθορίζεται από τον τύπο:
V p.p. = 4 L N I St / π d el 2, m/h, (25)
όπου L Н – συντελεστής εναπόθεσης, g/Ah; π – 3,14;
γ – ειδικό βάροςεναποτιθέμενο μέταλλο, g/cm 3 (7,8 g/cm 3 – για χάλυβα).
I St – αντοχή ρεύματος συγκόλλησης, A.
Τα αποτελέσματα των υπολογισμών του τρόπου συγκόλλησης των άκρων αρμών θα πρέπει να εισαχθούν στον πίνακα. 19.
Πίνακας 19 - Τρόποι συγκόλλησης με πισινό
4.2. Υπολογισμός του τρόπου συγκόλλησης συγκολλήσεων φιλέτο συγκολλημένων αρμών
Ο τρόπος συγκόλλησης υπολογίζεται με την ακόλουθη σειρά:
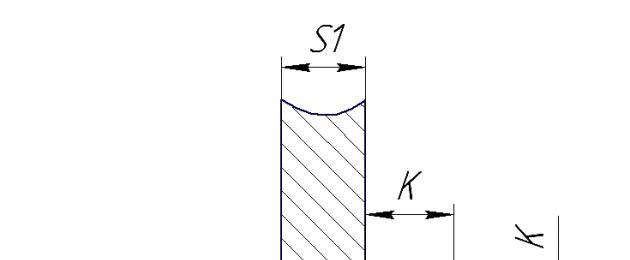
Γνωρίζοντας το σκέλος της ραφής (K), καθορίστε επιφάνεια εγκάρσιας διατομήςεναποτιθέμενο μέταλλο, το οποίο για μια συγκόλληση χωρίς κυρτό ύψος οπλισμού καθορίζεται από τον τύπο:
mm 2, (26)
όπου K είναι το σκέλος συγκόλλησης, mm.
και για ραφή με κυρτότητα (με ύψος ενίσχυσης) - σύμφωνα με τον τύπο:
![]() , mm 2 , (27)
, mm 2 , (27)
όπου g είναι η κυρτότητα της συγκόλλησης φιλέτου της τιμής του οπλισμού, mm.
Επιλέγω διάμετρος σύρματος ηλεκτροδίου. Θα πρέπει να ληφθεί υπόψη ότι συγκολλήσεις φιλέτου με μικρό πόδι (K = 3-4 mm) μπορούν να ληφθούν χρησιμοποιώντας σύρμα με διάμετρο 2 mm. ραφές με πόδι (K = 5-6mm) λαμβάνονται με συγκόλληση με σύρμα διαμέτρου 4-5 mm. Η συγκόλληση με διάμετρο μεγαλύτερη από 5 mm δεν παρέχει την απαραίτητη διείσδυση στην κορυφή της συγκόλλησης φιλέτου και επομένως δεν βρίσκει πρακτική εφαρμογή· το μέγιστο σκέλος της συγκόλλησης φιλέτου που μπορεί να επιτευχθεί με ένα πέρασμα, ανεξάρτητα από τη διάμετρο το καλώδιο του ηλεκτροδίου, είναι 10 mm.
Για την αποδεκτή διάμετρο του ηλεκτροδίου, επιλέξτε τωρινή πυκνότητασύμφωνα με τον πίνακα 21 και στη συνέχεια προσδιορίστε αντοχή ρεύματος συγκόλλησηςσύμφωνα με τον τύπο:
I St = π d el 2 / 4 j, A, (28)
όπου j είναι η επιτρεπόμενη πυκνότητα ρεύματος στο σύρμα του ηλεκτροδίου κατά τη συγκόλληση συγκολλήσεων φιλέτου (Πίνακας 20). π – 3,14;
d el – διάμετρος του σύρματος ηλεκτροδίου, mm.
Πίνακας 20 - Επιτρεπόμενη πυκνότητα ρεύματος στο σύρμα ηλεκτροδίων κατά τη συγκόλληση συγκολλήσεων φιλέτου
Στη συνέχεια σύμφωνα με το Σχ. 3, γνωρίζοντας την τιμή του ρεύματος συγκόλλησης και τη διάμετρο του σύρματος ηλεκτροδίου, καθορίστε το βέλτιστο τάση τόξου(U D).
Σε αυτήν την περίπτωση, θα πρέπει να επιλέξετε τιμές τάσης τόξου πιο κοντά στο κατώτερο όριο του βέλτιστου εύρους τάσης.
Σχέδιο. 3. Εξάρτηση της τιμής Ψ prst του ρεύματος συγκόλλησης και της τάσης τόξου. Εναλλασσόμενο ρεύμα. Μάρκα Flux OSTS-45:a – ρε ελ = 2mm; σι – ρε ελ =4 mm; V – ρε ελ = 5 mm; σολ – ρε ελ = 6 mm.
Γνωρίζοντας την περιοχή διατομής του εναποτιθέμενου μετάλλου σε ένα πέρασμα, προσδιορίστε ταχύτητα συγκόλλησηςσύμφωνα με τον τύπο:
V = L H I St / F H γ, m/h, (29)
όπου L H είναι ο ρυθμός εναπόθεσης του σύρματος ηλεκτροδίου, g/Ah.
I St – αντοχή ρεύματος συγκόλλησης, A;
F Н - εμβαδόν εναποτιθέμενου μετάλλου, cm 2;
Y – ειδικό βάρος του εναποτιθέμενου μετάλλου, g/cm 3 (7,8 g/cm 3 – για χάλυβα).
Ταχύτητα τροφοδοσίας καλωδίου ηλεκτροδίου(V n . n .) καθορίζεται από τον τύπο:
V p.p. = 4 L H I St / F H γ , m/h, (30)
όπου L H είναι ο ρυθμός εναπόθεσης, g/A ώρα.
I St - αντοχή ρεύματος συγκόλλησης, A;
d el – διάμετρος του σύρματος ηλεκτροδίου, mm;
γ – ειδικό βάρος του εναποτιθέμενου μετάλλου, g/cm 3
(7,8 g/cm 3 – για χάλυβα).
Τα αποτελέσματα του υπολογισμού του τρόπου συγκόλλησης και των μεγεθών συγκόλλησης φιλέτου πρέπει να συνοψίζονται στον πίνακα. 21.
Πίνακας 21 - Τρόποι συγκόλλησης με φιλέτο
Υπολογισμός τρόπων ηλεκτροσυγκόλλησης με ηλεκτροσκωρία
Στη συγκόλληση με ηλεκτροσκωρία, όχι μόνο το σύρμα, αλλά και τα ηλεκτρόδια με τη μορφή πλακών και ράβδων μπορούν να χρησιμεύσουν ως ηλεκτρόδιο.
Τα ηλεκτρόδια πλακών χρησιμοποιούνται κυρίως για μεγάλα πάχη των συγκολλούμενων εξαρτημάτων και μικρά ύψη ραφών υγρού μετάλλου και υπερθερμασμένης σκωρίας. Η συγκόλληση με ηλεκτροσκωρία μπορεί να πραγματοποιηθεί με ένα ηλεκτρόδιο σύρματος με διάμετρο 2 ή 3 mm χωρίς εγκάρσιους κραδασμούς και με σταθερή ταχύτητα τροφοδοσίας του σύρματος στη δεξαμενή σκωρίας κατά τη συγκόλληση μετάλλου πάχους έως 50 mm. Κατά τη συγκόλληση μεγάλου πάχους, χρησιμοποιείται συγκόλληση δύο, τριών και πολλών ηλεκτροδίων με σύρμα ηλεκτρόδια χωρίς εγκάρσιους ή με εγκάρσιους κραδασμούς.
Η ηλεκτροσυγκόλληση μπορεί να χρησιμοποιηθεί για την πραγματοποίηση οποιουδήποτε τύπου σύνδεσης που ρυθμίζεται από το GOST 15164-79.
Οι κύριες παράμετροι του τρόπου συγκόλλησης ηλεκτροσκωρίας είναι:
1. Διάμετρος σύρματος ηλεκτροδίου, d el.
2. Αντοχή ρεύματος συγκόλλησης, I St, A.
4. Ταχύτητα συγκόλλησης, Vst, m/h.
5. Ταχύτητα τροφοδοσίας ηλεκτροδίων, V p.e. , m/h.
6. Ταχύτητα εγκάρσιας κίνησης του ηλεκτροδίου, V p.p. , m/h.
Οι πρόσθετες παράμετροι λειτουργίας είναι:
7. Προεξοχή ξηρού ηλεκτροδίου, l s, sec.
8. Ο χρόνος παραμονής του ολισθητήρα κατά τη συγκόλληση με εγκάρσιους κραδασμούς,
9. Αριθμός σύρματος-ηλεκτρόδια συγκόλλησης, n el.
10. Μέγεθος κενού στην άρθρωση, B, mm.
11. Βάθος του λουτρού σκωρίας, h μήκος, mm.
12. Το ηλεκτρόδιο δεν φτάνει στο ρυθμιστικό.
13. Μάρκα ροής.
14. Απόσταση μεταξύ ηλεκτροδίων, l e, mm.
Η ηλεκτροσυγκόλληση μπορεί να πραγματοποιηθεί με ηλεκτρόδια σύρματος και πλάκας, ανάλογα με το πάχος των εξαρτημάτων που συγκολλούνται.
5.1. Υπολογισμός του τρόπου συγκόλλησης ηλεκτροσκωρίας με ηλεκτρόδια σύρματος
Καθορίζεται το πάχος του μετάλλου αρθρικό κενό, χρησιμοποιώντας τις συστάσεις στον Πίνακα 1 και, στη συνέχεια, επιλέξτε διάμετρος ηλεκτροδίου σύρματος. Η πιο ορθολογική χρήση σύρματος με διαμέτρους 2 και 3 mm, καθώς η αύξηση της διαμέτρου του σύρματος οδηγεί σε αύξηση του πλάτους διείσδυσης και μείωση του βάθους του λουτρού σκωρίας.
Αριθμός ηλεκτροδίων καλωδίων(n el) επιλέγονται σύμφωνα με τον πίνακα 22.
Η απόσταση μεταξύ των ηλεκτροδίων l e κατά τη συγκόλληση χωρίς εγκάρσιους κραδασμούς λαμβάνεται ίση με 30-50 mm, κατά τη συγκόλληση με εγκάρσιους κραδασμούς - 50-180 mm. Επιλέξτε μια συγκεκριμένη τιμή. Εάν ο αριθμός των ηλεκτροδίων είναι μεγαλύτερος από τρία, ο αριθμός των ηλεκτροδίων n el προσδιορίζεται από τον τύπο:
n el = S / l e, (31)
l e – απόσταση μεταξύ ηλεκτροδίων, mm.
Το ξηρό ηλεκτρόδιο προεξέχει– η απόσταση από το κάτω σημείο του επιστόμιου μέχρι την επιφάνεια του λουτρού σκωρίας (l s) είναι εντός 60-70 mm. Επιλέξτε μια συγκεκριμένη τιμή.
Αντοχή ρεύματος συγκόλλησηςΤο (I St) ανά σύρμα συγκόλλησης επιλέγεται ανάλογα με την αναλογία του πάχους του συγκολλούμενου μετάλλου προς τον αριθμό των συρμάτων ηλεκτροδίων σύμφωνα με τον τύπο:
I St = A+B S/n el, (32)
όπου S – πάχος μετάλλου, mm;
n el – αριθμός ηλεκτροδίων καλωδίων.
A – συντελεστής ίσος με 220-280.
Β – συντελεστής ίσος με 3,2-4,0.
Το ρεύμα συγκόλλησης, λαμβάνοντας υπόψη τον αριθμό των συρμάτων, καθορίζεται από τον τύπο:
I st p = I st n el . (33)
Τάση πισίνας σκωρίας(U w.v.) καθορίζεται από τον τύπο:
U sh.v. = 12 + 125+S/(0,075 n el.) (34)
όπου S είναι το πάχος του συγκολλούμενου μετάλλου, mm.
Ταχύτητα τροφοδοσίας ηλεκτροδίου καλωδίου(V p.e.) καθορίζεται από τον τύπο:
V μ.Χ = I St / (1,6-2,2), (m/h) (35)
όπου I St – αντοχή ρεύματος συγκόλλησης, Α.
Ταχύτητα συγκόλλησηςΤο (V St) προσδιορίζεται από τον τύπο:
V St = n el L H I St n / γ B S K y, (36)
όπου n el – αριθμός ηλεκτροδίων καλωδίων.
L n – συντελεστής εναπόθεσης, g/A h (L n = 30 ÷ 35 g/A h);
I St – αντοχή ρεύματος συγκόλλησης, A;
γ – πυκνότητα εναποτιθέμενου μετάλλου, g/cm (7,8 cm 3 – για χάλυβα).
γ – μέγεθος κενού στην άρθρωση, mm.
S – πάχος του συγκολλούμενου μετάλλου, mm.
K y – συντελεστής μεγέθυνσης λαμβάνοντας υπόψη την κυρτότητα της ραφής.
(K y = 1,05 – 1,10)
Βάθος λουτρού σκωρίας ( η Ουάου ), από την οποία εξαρτάται η σταθερότητα της διεργασίας και το πλάτος διείσδυσης, καθορίζεται από τον τύπο:
h shl = I n St (0,0000375 I St – 0,0025)+ 30 (mm), (37)
όπου Ist – αντοχή ρεύματος συγκόλλησης, A;
I n St – ισχύς ρεύματος συγκόλλησης λαμβάνοντας υπόψη τον αριθμό των συρμάτων, A.
Ταχύτητα εγκάρσιας κίνησης του ηλεκτροδίου, U p.p. καθορίζεται από τον τύπο:
U n . n. = 66-0,22 S/n el, (m/h) (38)
όπου S είναι το πάχος του συγκολλούμενου μετάλλου, mm.
n el – αριθμός ηλεκτροδίων καλωδίων.
Χρόνος αναμονής για το ρυθμιστικό ( t V ) καθορίζεται από τον τύπο:
t in = 0,0375 · S/n el. +0,75 (δευτ.) (39)
Αστοχία ηλεκτροδίου σε ολισθητήρεςλαμβάνονται ίσα με 5-7 mm.
Τα αποτελέσματα των υπολογισμών του τρόπου συγκόλλησης ηλεκτροσκωρίας με ηλεκτρόδιο σύρματος πρέπει να εισαχθούν στον πίνακα. 23.
Πίνακας 23 - Τρόποι συγκόλλησης ηλεκτροσκωρίας με συρμάτινο ηλεκτρόδιο
5.2. Υπολογισμός τρόπων συγκόλλησης ηλεκτροσκωρίας με ηλεκτρόδια πλάκας.
Η ηλεκτροσυγκόλληση με ηλεκτρόδια πλάκας χρησιμοποιείται για τη σύνδεση ογκωδών προϊόντων με μήκη ραφής έως 1 - 1,5 m. Κατά τη συγκόλληση με ηλεκτρόδια πλάκας, η διατομή των εξαρτημάτων στον σύνδεσμο πρέπει να έχει ορθογώνιο σχήμα.
Αριθμός ηλεκτροδίων πλάκας ( n el ) καθορίζεται από τον τύπο:
n el = S/(70-100), (40)
όπου S είναι το πάχος του συγκολλούμενου μετάλλου, mm.
Για εξαρτήματα πάχους έως 150 mm, επιτρέπεται η συγκόλληση με ένα ηλεκτρόδιο πλάκας.
Το πλάτος κάθε ηλεκτροδίου ( ΣΕ ) καθορίζεται από τον τύπο:
 (41)
(41)
Οπου μικρό– πάχος συγκολλημένου μετάλλου, mm.
n ελ– αριθμός ηλεκτροδίων πλακών.
Αριθμός φάσεων ( n f ) επιλέγονται με βάση τον υπολογισμό μιας πιο ομοιόμορφης φόρτισης φάσης. Με τρία ή περισσότερα ηλεκτρόδια, ο αριθμός των φάσεων, n f = 3.
Επιτρεπόμενο ειδικό ρεύμα ( i επιπλέον ) καθορίζεται από τον τύπο:
i add = (I f n el)/(S n f), (A/mm) (42)
όπου I f – επιτρεπόμενο ρεύμα συγκόλλησης για κάθε φάση, A;
n el - αριθμός ηλεκτροδίων πλάκας.
S – πάχος συγκολλημένου τμήματος, mm.
n f – αριθμός φάσεων.
Το επιτρεπόμενο ρεύμα συγκόλλησης για κάθε φάση I f θεωρείται ίσο με ονομαστικό ρεύμα μετασχηματιστής συγκόλλησης. Κατά τη συγκόλληση με μηχανή A-480 με μετασχηματιστή TShS - 3000-3, I f = 3000A.
Ελάχιστο πάχος ( S min ) Το ηλεκτρόδιο της πλάκας προσδιορίζεται με βάση τις συνθήκες πλήρωσης του αυλακιού. Το ελάχιστο πάχος ηλεκτροδίου ανάλογα με την αναλογία H/L προσδιορίζεται σύμφωνα με το γράφημα που φαίνεται στο Σχ. 4.
Σχέδιο. 4. Εξάρτηση μεταξύ H / μεγάλο και ελάχιστο πάχος ηλεκτροδίου:
όπου H είναι η διαδρομή εργασίας του δαγκάνα μηχανή συγκόλλησης, mm (για συσκευή A-480 H = 2300mm);
L – ύψος του συγκολλημένου τμήματος (μήκος ραφής), συμπεριλαμβανομένου του ύψους της τσέπης και των λωρίδων μολύβδου, που είναι της τάξης των 150-200 mm.
Έχοντας βρει σύμφωνα με το χρονοδιάγραμμα ελάχιστο πάχοςηλεκτρόδιο, στρογγυλοποιήστε στον πλησιέστερο ακέραιο αριθμό και πάρτε το πάχος του ηλεκτροδίου, δ.
Το κενό μεταξύ των άκρων των εξαρτημάτων που πρόκειται να συγκολληθούν ( V ) καθορίζεται από τον τύπο:
![]() (mm), (43)
(mm), (43)
όπου δ είναι το πάχος του ηλεκτροδίου της πλάκας, mm.
Τιμή ρεύματος συγκόλλησηςΤο Ist σε κάθε φάση καθορίζεται από τον τύπο:
I St = n f ·B·i add (A), (44)
όπου n f – αριθμός φάσεων.
B – πλάτος ηλεκτροδίου, mm;
i πρόσθετο – συγκεκριμένο επιτρεπόμενο ρεύμα, (A/mm).
Το βάθος του λουτρού σκωρίας ( h shl ) σύμφωνα με το συγκεκριμένο επιτρεπόμενο ρεύμα συγκόλλησης, το (i πρόσθετο) βρίσκεται από το Σχ. 5.
Σχέδιο. 5. Χρονοδιάγραμμα επιλογής μικρό . ( V ελ , η ραφή , U ραφή )
Κατά τη διαδικασία συγκόλλησης, οι αποκλίσεις από την τιμή που βρέθηκε δεν επιτρέπεται να υπερβαίνουν τα ±3 mm.
Τάση πισίνας σκωρίας ( U w.h. . ) προσδιορίζεται σύμφωνα με το γράφημα στο Σχήμα 5 με βάση το πάχος του ηλεκτροδίου της πλάκας και τον ρυθμό τροφοδοσίας του ηλεκτροδίου.
Για τη συσκευή A-480, η ταχύτητα τροφοδοσίας ηλεκτροδίου, V p.e. = 1,03 m/h. Κατά τη διαδικασία συγκόλλησης, οι αποκλίσεις από την τιμή που βρέθηκε δεν επιτρέπονται περισσότερο από ± 1V.
Τάση ανοιχτού κυκλώματος ( U x.x. ) μετασχηματιστής συγκόλλησηςεξαρτάται από τον βαθμό ακαμψίας των χαρακτηριστικών της πηγής ισχύος.
Κατά τη χρήση του μετασχηματιστή TShS-3000-3, πρέπει να ληφθούν τα ακόλουθα:
U x.x. = (U St. +2) · (V) στο I St. ≤ 1500A (45)
U x.x. = (Ust +4) · (V) σε Ist > 1500A
Πλήρες μήκος ηλεκτροδίου ( Ζ ) καθορίζεται από τον τύπο:
Z= 1,2 L (1+B+2-δ/δ)+T (mm) (46)
όπου L είναι το ύψος του συγκολλημένου τμήματος (μήκος ραφής), συμπεριλαμβανομένου του ύψους της τσέπης και των λωρίδων μολύβδου, mm.
B – διάκενο μεταξύ των συγκολλημένων άκρων, mm.
δ – πάχος ηλεκτροδίου πλάκας, mm;
T – τεχνολογικό επίδομα στερέωσης ηλεκτροδίων και παροχή ρεύματος (T = 300 mm).
Τα αποτελέσματα των υπολογισμών του τρόπου συγκόλλησης ηλεκτροσκωρίας με ηλεκτρόδιο πλάκας πρέπει να περιλαμβάνονται στον πίνακα. 24.
Πίνακας 24 - Τρόποι συγκόλλησης ηλεκτροσκωρίας με ηλεκτρόδιο πλάκας
Οι κατά προσέγγιση τρόποι συγκόλλησης με ηλεκτροσκωρία χαλύβων με χαμηλή περιεκτικότητα σε άνθρακα, άνθρακα, χαμηλής περιεκτικότητας σε κράμα, θερμικά ενισχυμένου χάλυβα και σφυρηλάτησης τιτανίου δίνονται στο Παράρτημα Δ.
συμπέρασμα
Οι οδηγίες περιέχουν μια λεπτομερή σειρά για τον προσδιορισμό των τρόπων λειτουργίας διάφοροι τύποισυγκόλληση συγκολλήσεων άκρου και φιλέτου, με τους απαραίτητους τύπους, σχέδια, γραφήματα, νομογράμματα.
Τα παραρτήματα των οδηγιών παρέχουν κατά προσέγγιση τρόπους συγκόλλησης.
Πιστεύουμε ότι αυτές οι οδηγίες θα χρησιμοποιηθούν με επιτυχία όταν προετοιμάζονται ανεξάρτητα οι μαθητές για πρακτική εργασία ή όταν εκτελείτε μια ενότητα για τον υπολογισμό των τρόπων συγκόλλησης, ένα έργο μαθήματος (δίπλωμα) ή εργασία.
Παράρτημα Α
Τρόποι χειροκίνητης συγκόλλησης τόξου συγκολλήσεων άκρων χωρίς λοξότμηση άκρων για συγκόλληση μονής και διπλής όψης
Χειροκίνητες λειτουργίες συγκόλλησης τόξου V - ραφές πισινό σε σχήμα
Κατά προσέγγιση τρόποι χειροκίνητης συγκόλλησης τόξου συγκόλλησης άκρων από χάλυβα ποιότητας 30ХГС
Τρόποι χειροκίνητης συγκόλλησης με τόξο αρμών άκρου και φιλέτου χρησιμοποιώντας ηλεκτρόδια OMM-5
Παράρτημα Β
Τρόποι ημιαυτόματης (μηχανοποιημένης) και αυτόματης συγκόλλησης σε διοξείδιο του άνθρακα χαλύβων με χαμηλή περιεκτικότητα σε άνθρακα και χαμηλής περιεκτικότητας σε κράμα
Βέλτιστες συνθήκες συγκόλλησης για χάλυβες χαμηλής περιεκτικότητας σε άνθρακα και χαμηλής περιεκτικότητας σε κράμα με σύρματα ροής
(κάτω θέση)
Μηχανικές ιδιότητεςραφές κατά τη συγκόλληση χάλυβων χαμηλής περιεκτικότητας σε άνθρακα με σύρματα με πυρήνα ροής
Κατά προσέγγιση τρόποι συγκόλλησης τόξου αργού με ηλεκτρόδιο βολφραμίου από χάλυβα υψηλής κραματοποίησης
Σημείωση: Διάμετρος σύρματος πλήρωσης 1,6…2 mm. συνεχές ρεύμα ευθείας πολικότητας.
Κατά προσέγγιση τρόποι συγκόλλησης άκρου με τόξο αργού με αναλώσιμο ηλεκτρόδιο από χάλυβα υψηλής κραματοποίησης στην κάτω θέση
Κατά προσέγγιση τρόποι συγκόλλησης τόξου χαλύβων υψηλής κραματοποίησης χωρίς κοπτικές ακμές με αναλώσιμο ηλεκτρόδιο σε διοξείδιο του άνθρακα
Κατά προσέγγιση τρόποι συγκόλλησης με τόξο αργού αλουμινίου με τριφασικό τόξο
| Πάχος μετάλλου, mm |
Μέθοδος συγκόλλησης |
Διάμετρος, mm |
(V St ·10 3, m/s) |
Σημείωση |
||
| Ηλεκτρόδιο βολφραμίου |
σύρμα πλήρωσης |
|||||
| Συγκόλληση σε βάρος |
||||||
| Μηχανοποιημένο |
Συγκόλληση χωρίς κόψιμο άκρων σε υπόστρωμα |
|||||
| Μηχανοποιημένο |
||||||
| Μηχανοποιημένο |
||||||
Σημείωση. Παροχή αργού 15…20 l/min
Κατά προσέγγιση τρόποι συγκόλλησης τόξου αργού με ηλεκτρόδιο βολφραμίου από κράματα μαγνησίου
| Ένας σύλλογος |
Πάχος φύλλου, mm |
Ρεύμα συγκόλλησης I St, A |
Ταχύτητα συγκόλλησης, m/h |
Σύρμα πλήρωσης |
Κατανάλωση αργού, l/min |
|
| Μηχανοποιημένη συγκόλληση |
||||||
| Στην ένωση, χωρίς κόψιμο, ένα πέρασμα |
||||||
| Πισινό χωρίς αυλάκι, ένα πέρασμα |
||||||
| Πισινό, αυλακωτό, τρεις πάσες |
||||||
Συνιστώνται τρόποι συγκόλλησης TIG για φύλλα τιτανίου
Τρόποι συγκόλλησης τιτανίου και κραμάτων του με αναλώσιμο ηλεκτρόδιο σε προστατευτικά αέρια
Παράρτημα Β
Λειτουργίες συγκόλλησης με βυθισμένο τόξο για χάλυβες χαμηλών εκπομπών άνθρακα και χαμηλών κραμάτων
| Πάχος μετάλλου ή ραφής, mm |
Προετοιμασία άκρων |
Τύπος ραφής και μέθοδος συγκόλλησης |
Διάμετρος σύρματος ηλεκτρικού αγωγού, mm |
Τρέχουσα δύναμη, Α |
Τάση τόξου, V |
Ταχύτητα συγκόλλησης, m/h |
| Α. Αυτόματη συγκόλληση άκρου |
||||||
| Χωρίς κόψιμο, κενό σε σχήμα V |
Μονομερής Διμερής Μονομερής |
1ο πέρασμα 750…800 2ο πέρασμα |
||||
| Β. Αυτόματη συγκόλληση φιλέτου |
||||||
| Χωρίς κόψιμο |
Κεκλιμένο ηλεκτρόδιο Στη βάρκα |
|||||
Σημείωση. Αντίστροφη πολικότητα DC ρεύματος
Τρόποι συγκόλλησης με βυθισμένο τόξο για τιτάνιο
ANT-1 (ταχύτητα συγκόλλησης 50 m/h)
Τρόποι συγκόλλησης μονής διέλευσης κατά μήκος στρώματος ροής με ένα μόνο ηλεκτρόδιο σε διαμορφωτική επένδυση από αλουμίνιο και το κράμα του
Παράρτημα Δ
Τρόποι ESW από άνθρακα, χαμηλής περιεκτικότητας σε κράμα, θερμικά ενισχυμένους χάλυβες για ευθείες αρθρώσεις
| V p.p. , m/h |
Σύρμα συγκόλλησης |
Θέρμανση, 0 C |
||
| 20, M16S, St3, 22K, 25L, 09G2, 25S, 25GSL, 10HSND, 10HGSND |
Sv-08ХG2SM |
ΑΝ-8Μ, ΑΝ-8 |
||
| 35, 35L, St5, 20Χ2ΜΑ |
Sv-08ХG2SM Sv-08H3G2SM |
ΑΝ-8Μ, ΑΝ-8, ΑΝ-22 |
||
| Sv-10KhGN2MYU |
ΑΝ-8, ΑΝ-8Μ, ΑΝ-22 |
Κατά προσέγγιση τρόποι ηλεκτροσυγκόλλησης χάλυβα με χαμηλή περιεκτικότητα σε άνθρακα
| Πάχος μετάλλου, mm |
Ρεύμα ανά ηλεκτρόδιο, Α |
Τάση συγκόλλησης, V |
Αριθμός ηλεκτροδίων |
Διάμετρος (τομή) ηλεκτροδίων, mm |
Απόσταση μεταξύ ηλεκτροδίων |
Ταχύτητα, m/h |
||
| παροχή ηλεκτροδίου |
||||||||
| Σύρμα ηλεκτρόδιο |
||||||||
Τεχνολογία συγκόλλησης ανθρακούχου χάλυβα
Τρόποι ηλεκτροσυγκόλλησης σφυρηλατήσεων τιτανίου με ηλεκτρόδιο πλάκας
5. Βιβλιογραφία:
Κύριος:
1. Dumov S.I. Τεχνολογία ηλεκτροσυγκόλλησης με σύντηξη. - Μ.: Μηχανολόγων Μηχανικών, 1987. - 347 σελ.
2. Dumov S.I., «Τεχνολογία συγκόλλησης σύντηξης ηλεκτροσκωρίας». – Μ.: Μηχανολόγος Μηχανικός, - 1987.
3. Maslov V.I. Εργασίες συγκόλλησης. Εκδοτικός οίκος Μ., 1999. - 246 σελ.
4. Okerblom N.O., Demyantsevich V.P., Baykova I.P., Design of manufacturing technology συγκολλημένες κατασκευές. – Λένινγκραντ: 1983
5. Potapevsky A.G., «Συγκόλληση σε προστατευτικά αέρια με αναλώσιμο ηλεκτρόδιο». – Μ.: Μηχανολόγος Μηχανικός. – 1974.- 237 σελ.
6. Συγκόλληση και υλικά προς συγκόλληση: Σε 3 τόμους Τ. 1. Συγκολλησιμότητα υλικών / Κάτω. εκδ. E.L. Μακάροβα. – Μ.: Μεταλλουργία, 1991. – 528 σελ.
Τ.2 Τεχνολογία και εξοπλισμός / Κάτω. εκδ. V.M. Γιαμπόλσκι. – Μ.: Εκδοτικός οίκος MSTU im. Ν.Ε. Bauman, 1996. – 574 σελ.
Πρόσθετος:
1. GOST 5264-80 – Χειροκίνητη συγκόλληση τόξου, συγκολλημένοι σύνδεσμοι. Βασικοί τύποι και δομικά στοιχεία.
2. GOST 8713-79 – Συγκόλληση με υποβρύχιο τόξο, συγκολλημένοι σύνδεσμοι. Κύριοι τύποι, δομικά στοιχεία και διαστάσεις.
3. GOST 14771 – 76 – Ραφές συγκολλημένων αρμών. Συγκόλληση με ηλεκτρικό τόξο σε προστατευτικά αέρια. Βασικοί τύποι και δομικά στοιχεία.
4. GOST 15164-78 – Συγκόλληση με ηλεκτροσκωρία, συγκολλημένες αρθρώσεις. Κύριοι τύποι, μεγέθη δομικών στοιχείων και διαστάσεις.
Με βάση το γεγονός ότι στον σχεδιασμό του γραμμικού πλαισίου υπάρχουν πολλές συγκολλήσεις που γίνονται σε περιβάλλον θωρακισμένου αερίου, οι παράμετροι τρόπου συγκόλλησης υπολογίζονται για τη συγκόλληση Νο. 4· για συγκολλήσεις κολλώδους και άλλες συγκολλήσεις, οι υπολογισμοί συνοψίζονται στους πίνακες 3.2 .1, 3.2.2.
Η ραφή Νο. 4 εκτελείται με ημιαυτόματη συγκόλληση και συμμορφώνεται με το GOST 14771-T3-?10, τα δομικά στοιχεία του οποίου παρουσιάζονται στο Σχήμα 3.2.1.
Ο υπολογισμός των τρόπων συγκόλλησης και κολλητικής συγκόλλησης που εκτελούνται σε περιβάλλον προστατευτικού αερίου καταλήγει στον προσδιορισμό των ακόλουθων παραμέτρων:
1. Βαθμός σύρματος Sv-08G2S σύμφωνα με το GOST 2246-70.
2. Διάμετρος σύρματος 1,6 mm;
3. Τύπος ρεύματος - σταθερά.
4. Τρέχουσα πολικότητα - αντίστροφη.
5. Ρεύμα συγκόλλησης:
Εικόνα 3.2.1. - Δομικά στοιχεία συγκόλλησης Νο. 4, T3-?10
I light min = 100 d, (3,84)
I light min = 100·1,6 = 160 A;
I St.max = 200 d, (3,85)
I St.max = 200·1,6 = 320 A;
UДMIN=15+4 dE, (3,87)
UДMIN=15+4 1,6=21,4, (V)
UDMAX=15+10 dE, (V) (3,89)
UD. MAX=15+10 1,6=31, (V)

7. Προεξοχή σύρματος ηλεκτροδίου:
LEMIN=5+5 dE, (3,91)
LEMIN=5+5 1,6=13, (mm)
LEMAX=10+10 dOe, (3,92)
LEMAX=10+10 1,6=26, (mm)
8. Απόσταση από την έξοδο του ακροφυσίου στο προϊόν:
lMIN=4+17 dE/3, (3,94)
lMIN=4+17 1,6/3=13,07, (mm)
lMAX=6+26 dE/3, (3,95)
lMAX=6+26 1,6/3=19,87, (mm)
9. Κατανάλωση θωρακικού αερίου:
RСО2=1,125, (l/min) (3,97)
RСО2=1,125=17,43, (l/min)
10. Ταχύτητα τροφοδοσίας καλωδίου ηλεκτροδίου:
όπουbn είναι ο συντελεστής εναπόθεσης, ανάλογα με την ισχύ του ρεύματος συγκόλλησης,
bn = 11,6 g/Ah;
g - πυκνότητα μετάλλου, g = 7,85

11. συνολική έκτασηδιατομή του εναποτιθέμενου μετάλλου:
FΝ=, (mm2) (3.100)
όπου K είναι το σκέλος της ραφής, K = 10mm
КY - συντελεστής μεγέθυνσης λαμβάνοντας υπόψη την παρουσία κενού και κυρτότητας της ραφής, КY=1,25
Λόγω του γεγονότος ότι η ραφή Νο. 4T3-?10 είναι διπλής όψης, ο τύπος θα έχει τη μορφή:
Fp=, (mm2) (3.101)
Fp==125, (mm2)
12. Αριθμός περασμάτων:
όπου είναι η μέγιστη επιφάνεια ανά 1 πέρασμα, = 40 mm2;
Η συγκόλληση σε 4 περάσματα γίνεται δεκτή.
13. Ταχύτητα συγκόλλησης:

Πίνακας 3.2.1
Λειτουργίες πρόσφυσης κατά τη συγκόλληση σε προστατευτικά αέρια
Πίνακας 3.2.2
Τρόποι ημιαυτόματης συγκόλλησης σε προστατευτικά αέρια
|
Επιλογές λειτουργίας |
Πόδι 10 χλστ |
Πόδι 12 χλστ |
Πόδι 16 χλστ |
Μη τυποποιημένο Νο. 12 |
Μη τυποποιημένο Νο. 13 |
Μη τυποποιημένο Νο. 14 |
Μη τυποποιημένο Νο. 16 |
|
|
Βαθμός σύρματος |
||||||||
|
Διάμετρος σύρματος, mm |
||||||||
|
συνεχής |
||||||||
|
Τρέχουσα πολικότητα |
ΑΝΤΙΣΤΡΟΦΗ |
|||||||
|
RСО2, l/min |
||||||||
|
Περιοχή ραφής, mm2 |
||||||||
|
Αριθμός περασμάτων |
||||||||
Σχεδόν πάντα μια κερδοφόρα επιλογή. Χάρη σε αυτό το σετ εξοπλισμού, θα έχετε πρόσβαση σε υψηλής ποιότητας και γρήγορη συγκόλληση χάλυβα, αλουμινίου, χαλκού και άλλων μετάλλων. Υπάρχουν όμως και χαρακτηριστικά που πρέπει να λάβει υπόψη του ο συγκολλητής πριν επιλέξει αυτή τη μέθοδο συγκόλλησης.
Πρώτα απ 'όλα, ένας εντελώς αρχάριος είναι απίθανο να είναι σε θέση να κάνει τη δουλειά αποτελεσματικά. Αυτό οφείλεται όχι μόνο στην έλλειψη εμπειρίας, αλλά και στο γεγονός ότι ένα ημιαυτόματο μηχάνημα πρέπει να διαμορφωθεί σωστά και να επιλεγούν τα απαραίτητα αναλώσιμα. Οι έμπειροι τεχνίτες λένε: «Για να ρυθμίσετε τις ημιαυτόματες λειτουργίες συγκόλλησης σε ένα θωρακισμένο περιβάλλον αερίου, πρέπει να περάσετε αρκετά χρόνια μελετώντας λογοτεχνία, GOST και επίπονη εργασία. Χωρίς εξάσκηση, τίποτα δεν θα λειτουργήσει».
Συμφωνούμε απόλυτα με αυτή τη δήλωση. Αλλά δεν βιαζόμαστε να κάνουμε έκπτωση στους αρχάριους συγκολλητές. Ειδικά για αυτούς, έχουμε ετοιμάσει ένα σύντομο άρθρο που θα τους βοηθήσει να κατανοήσουν τους τρόπους συγκόλλησης και να αρχίσουν να εφαρμόζουν τις πληροφορίες που λαμβάνουν στην πράξη. Στη σύνταξη αυτού του άρθρου, καθοδηγηθήκαμε όχι μόνο δική σας εμπειρία, αλλά και βιβλιογραφία αναφοράς.
Για να επιλέξετε σωστά τους τρόπους ημιαυτόματης συγκόλλησης, πρέπει να κατανοήσετε ξεκάθαρα σε τι αποτελούνται αυτοί οι τρόποι συγκόλλησης. Στη συνέχεια, θα παραθέσουμε τις κύριες παραμέτρους των τρόπων συγκόλλησης, γνωρίζοντας ποιες θα μπορείτε να επιλέξετε σωστά τις ρυθμίσεις της ημιαυτόματης μηχανής.
Διάμετρος και βαθμός σύρματος
Ας ξεκινήσουμε με τη διάμετρο του σύρματος. Μπορεί να κυμαίνεται από 0,5 έως 3 χιλιοστά. Συνήθως, η διάμετρος του σύρματος επιλέγεται με βάση το πάχος του μετάλλου που συγκολλάται. Αλλά σε κάθε περίπτωση, κάθε διάμετρος έχει τη δική της ιδιαίτερα χαρακτηριστικά. Για παράδειγμα, όταν εργάζεστε με σύρμα μικρής διαμέτρου, οι τεχνίτες σημειώνουν μια πιο σταθερή καύση και χαμηλότερο συντελεστή πιτσιλίσματος μετάλλων. Και όταν εργάζεστε με σύρμα μεγαλύτερης διαμέτρου, είναι πάντα απαραίτητο να αυξήσετε την ισχύ του ρεύματος.
Μην ξεχνάτε τη μάρκα του καλωδίου που χρησιμοποιείται. Πιο συγκεκριμένα, το μέταλλο από το οποίο είναι κατασκευασμένο το σύρμα και ποιες ουσίες περιλαμβάνονται στη σύνθεσή του. Για παράδειγμα, για τη συγκόλληση χάλυβα χαμηλής περιεκτικότητας σε άνθρακα ή χαμηλής περιεκτικότητας σε κράμα, συνιστάται η χρήση σύρματος με αποοξειδωτικούς παράγοντες και η σύνθεση πρέπει να περιέχει μαγγάνιο και πυρίτιο.

Αλλά, για να είμαστε δίκαιοι, το προστατευτικό περιβάλλον αερίου είναι συχνά είτε κραματοποιημένος είτε υψηλής κραματοποίησης χάλυβας. Σε τέτοιες περιπτώσεις, χρησιμοποιήστε σύρμα κατασκευασμένο από το ίδιο μέταλλο με το προς συγκόλληση εξάρτημα. Δώστε προσοχή στην επιλογή του σύρματος, γιατί εάν επιλέξετε το λάθος, η ραφή μπορεί να αποδειχθεί πορώδης και εύθραυστη.
Αντοχή, πολικότητα και τύπος ρεύματος συγκόλλησης
Εκτός από την επιλογή εξαρτημάτων, πρέπει επίσης να διαμορφώσουμε το ίδιο το ημιαυτόματο μηχάνημα. Σε ένα τυπικό ημιαυτόματο μηχάνημα, ακόμη και στο χαμηλότερο τμήμα τιμών, μπορείτε να ρυθμίσετε την αντοχή, την πολικότητα και τον τύπο του ρεύματος συγκόλλησης. Κάθε παράμετρος έχει επίσης τα δικά της χαρακτηριστικά. Για παράδειγμα, αν αυξήσετε το ρεύμα, το βάθος διείσδυσης θα αυξηθεί. Η ένταση ρεύματος ρυθμίζεται με βάση τη διάμετρο του ηλεκτροδίου και τα χαρακτηριστικά του μετάλλου με το οποίο πρόκειται να εργαστούν.
Τώρα σχετικά με την πολικότητα και τον τύπο του ρεύματος. Αποτελεί κοινή πρακτική η ημιαυτόματη συγκόλληση με θωράκιση αερίου με σταθερό ρεύμα και αντίστροφη πολικότητα. Το εναλλασσόμενο ρεύμα ή η ευθεία πολικότητα χρησιμοποιούνται πολύ σπάνια, καθώς τέτοιες ρυθμίσεις δεν παρέχουν σταθερό τόξο και συμβάλλουν στην υποβάθμιση της ποιότητας συγκολλημένη άρθρωση. Υπάρχει όμως μια εξαίρεση στον κανόνα. Έτσι εναλλασσόμενο ρεύμαφαίνεται στη συγκόλληση , Για παράδειγμα.

Επίσης, πολλοί αρχάριοι ξεχνούν μια τέτοια παράμετρο όπως η τάση τόξου συγκόλλησης. Ταυτόχρονα, είναι η τάση τόξου που επηρεάζει το βάθος διείσδυσης του μετάλλου και το μέγεθος του αρμού συγκόλλησης. Μην εγκαθιστάτε πολύ υψηλής τάσης, διαφορετικά το μέταλλο θα αρχίσει να πιτσιλίζει, θα σχηματιστούν πόροι στη συγκόλληση και το αέριο δεν θα μπορεί να προστατεύσει επαρκώς τη ζώνη συγκόλλησης. Για να ρυθμίσετε σωστά την τάση τόξου, βασιστείτε στην ισχύ του ρεύματος συγκόλλησης.
Ταχύτητα τροφοδοσίας καλωδίων
Όπως γνωρίζετε, στην ημιαυτόματη συγκόλληση το σύρμα τροφοδοτείται χρησιμοποιώντας έναν ειδικό μηχανισμό. Λειτουργεί με μεγάλη ακρίβεια, επομένως είναι απαραίτητο να ρυθμίσετε εκ των προτέρων τη βέλτιστη ταχύτητα τροφοδοσίας του καλωδίου πλήρωσης, έτσι ώστε να λιώνει εγκαίρως και να συμβάλλει στο σχηματισμό ραφής υψηλής ποιότητας. Ρυθμίστε την ταχύτητα με βάση το ρεύμα. Στην ιδανική περίπτωση, το σύρμα θα πρέπει να τροφοδοτείται έτσι ώστε το τόξο να παραμένει σταθερό και η ραφή να σχηματίζεται σταδιακά.
Ταχύτητα συγκόλλησης
Η ταχύτητα συγκόλλησης δεν είναι λιγότερο σημαντική. Οι φυσικές διαστάσεις της ραφής εξαρτώνται σε μεγάλο βαθμό από αυτό. Η ταχύτητα ρυθμίζεται από GOST, αλλά μπορείτε να την επιλέξετε κατά την κρίση σας, με βάση τα χαρακτηριστικά του μετάλλου και το πάχος του. Λάβετε υπόψη ότι το παχύ μέταλλο πρέπει να συγκολληθεί πιο γρήγορα και η ραφή πρέπει να είναι στενή. Αλλά μην βιαστείτε πολύ, διαφορετικά το ηλεκτρόδιο μπορεί απλώς να φύγει από την προστατευτική ζώνη αερίου και να οξειδωθεί υπό την επίδραση του οξυγόνου. Λοιπόν, μια πολύ αργή ταχύτητα συμβάλλει στο σχηματισμό μιας εύθραυστης πορώδους ραφής.
Κλίση ηλεκτροδίου
Και η τελευταία σημαντική παράμετρος, δηλαδή η γωνία κλίσης κατά τη συγκόλληση. Το πιο συνηθισμένο λάθος που κάνουν οι αρχάριοι είναι να κρατούν το ηλεκτρόδιο με τρόπο που είναι σωματικά άνετος. Πρόκειται για κατάφωρη παραβίαση. Εξάλλου, η γωνία κλίσης του ηλεκτροδίου επηρεάζει άμεσα το βάθος διείσδυσης και πόσο υψηλής ποιότητας θα είναι τελικά η ραφή.
Υπάρχουν δύο τύποι κλίσης: γωνία προς τα πίσω και γωνία προς τα εμπρός. Κάθε θέση έχει τα δικά της πλεονεκτήματα και μειονεκτήματα. Κατά τη συγκόλληση υπό γωνία προς τα εμπρός, η ζώνη συγκόλλησης είναι λιγότερο ορατή, αλλά οι άκρες είναι καλύτερα ορατές. Επίσης, το βάθος διείσδυσης είναι μικρότερο. Και κατά τη συγκόλληση σε γωνία προς τα πίσω, αντίθετα, η ζώνη συγκόλλησης είναι ορατή πολύ καλύτερα, αλλά το βάθος διείσδυσης αυξάνεται.
Πίνακες
Ναί, έμπειροι τεχνίτεςΕίναι σε θέση να επιλέξουν τη σωστή λειτουργία συγκόλλησης επί τόπου, όπως το επιτρέπει η εμπειρία και οι γνώσεις τους. Τι πρέπει όμως να κάνουν οι αρχάριοι; Ένας ειδικός πίνακας για τη ρύθμιση της λειτουργίας θα τους βοηθήσει. Πιο συγκεκριμένα, πίνακες για κάθε τύπο συγκόλλησης. Αλλά μην χρησιμοποιείτε υπερβολικά έτοιμες ρυθμίσεις, πειραματιστείτε και μην φοβάστε να κάνετε πράξη την εμπειρία σας.
Πίνακας Νο. 1. Συνιστώμενες ρυθμίσεις για το σχηματισμό ακραίας συγκόλλησης στην κάτω χωρική θέση και τη συγκόλληση χάλυβα χαμηλής περιεκτικότητας σε άνθρακα και χαμηλού κράματος σε περιβάλλον προστατευτικού αερίου (διοξείδιο του άνθρακα, μείγμα διοξειδίου του άνθρακα με οξυγόνο και επίσης μείγμα με διοξείδιο του άνθρακα) με ρεύμα αντίστροφης πολικότητας.





- Σε επαφή με 0
- Google+ 0
- Εντάξει 0
- Facebook 0